全再生细骨料的制备及其对混凝土性能影响的试验研究*
2016-12-03杨医博郑子麟郭文瑛雷灏轩
杨医博,郑子麟,郭文瑛,雷灏轩
(华南理工大学 土木与交通学院,亚热带建筑科学国家重点实验室, 广州 510640)
全再生细骨料的制备及其对混凝土性能影响的试验研究*
杨医博,郑子麟,郭文瑛,雷灏轩
(华南理工大学 土木与交通学院,亚热带建筑科学国家重点实验室, 广州 510640)
传统再生细骨料的需水量大、强度低,较难利用。将废弃混凝土全部破碎成细骨料的全再生细骨料技术能够有效提高再生细骨料的性能。在前期研究的基础上,进行了全再生细骨料的制备及其对混凝土性能影响的研究。研究结果表明,全再生细骨料的制备应包括破碎、筛分和整形工艺;全再生细骨料中小于0.075 和0.15 mm的细粉对其强度性能有利,不宜去除;考虑到其细粉组成包括石粉,其微粉含量限值可较现有标准有所提高。全再生细骨料相对于传统再生细骨料在性能上有很大改善,胶砂需水量小且强度高,以其配制的C30和C50混凝土性能明显优于传统再生细骨料。全再生细骨料的胶砂需水量等性能仍不如机制砂和河砂,但其胶砂强度却高于机制砂和河砂;以其配制的混凝土抗压强度(特别是高水胶比时)明显高于河砂和机制砂混凝土,但工作性能略低。综合来看,全再生细骨料能够全取代河砂和机制砂用于制备C30和C50混凝土。
全再生细骨料;再生细骨料;制备方法;混凝土;性能
0 引 言
我国每年混凝土和砂浆中砂石骨料用量超过100亿吨,此外建筑垃圾数量占城市垃圾总量的30%~40%[1],每年我国建筑垃圾产生量约20亿吨,大多以填埋或堆存处置为主,建筑垃圾资源化率目前不足5%[2]。
我国各地的建筑垃圾组分不同,但主要是建筑余泥以及废弃的混凝土、砂浆、砖瓦等。以广州市为例,广州市每年建筑垃圾总量约4 000万吨,其中废混凝土、砂浆和砖瓦等约占25%[3],将其制备成再生骨料能够有效缓解砂石短缺的问题,并能有效减少建筑垃圾的排放,是未来发展的必由之路。
目前,废弃混凝土制备再生骨料的方式是同时制备再生粗骨料和再生细骨料[1,4-5]。由于再生骨料中存在大量硬化水泥砂浆,简单破碎的再生粗骨料和再生细骨料粒形差、密度小、吸水率高,以其制备的再生混凝土和再生砂浆的性能不良[4-6],难以实际应用。
为改善再生骨料的性能,李秋义[7]对再生骨料进行整形处理,以改善骨料粒形并除去再生骨料表面所附着的硬化水泥砂浆,从而提高骨料的性能。为了得到优质的再生粗骨料,还需要对再生粗骨料进行循环颗粒整形[8]。但在得到优质再生粗骨料的同时,也会得到更多的再生细骨料;按每方混凝土中粗骨料用量1 000 kg计算,再生细骨料的产量将超过50%,高于再生粗骨料产量。
由于再生细骨料主要是原有混凝土中砂浆的破碎产物,其性能较差,可用性很低。目前我国实际应用中,制备混凝土时,多以再生粗骨料部分或全部取代天然粗骨料,而细骨料采用天然砂[1,9];制备砂浆时,多以再生细骨料取代部分天然砂。大量的再生细骨料只能作为填方使用,售价只有10元/吨。
为了进一步提高再生骨料的性能,提高废弃混凝土的利用率和附加值。华南理工大学杨医博等[10]提出了将废弃混凝土全部制备为再生细骨料的技术,称为“全再生细骨料”技术,已获国家发明专利授权。
传统再生细骨料中水泥石含量高,导致吸水率高等问题。全再生细骨料中包含40%左右的废弃混凝土中石子的破碎产物。石子破碎后相当于机制砂,其孔隙率小,且占全再生细骨料的比例高,从而有效降低再生细骨料的吸水率,并显著提高其表观密度。这就使得全再生细骨料的可用性大大提高,有可能全取代河砂和机制砂制备砂浆和混凝土。
由于天然砂资源日渐枯竭,目前我国大量采用机制砂作为细骨料。机制砂可采用石子生产过程的石屑进行制备,但石屑产量只有碎石产量的20%~30%,往往还需要将部分碎石破碎为机制砂。
全再生细骨料技术能够增加细骨料的供给,从而避免用碎石制备机制砂;这就相当于用废弃混凝土代替碎石制备细骨料,总体上能耗不会增加。
采用这一工艺,还能够简化建筑垃圾处理企业的产品结构(仅生产全再生细骨料),降低经营成本,具有一定的经济优势。
为促进全再生细骨料技术的发展,在前期研究基础上,对全再生细骨料的制备工艺和性能,以及其对砂浆和混凝土性能影响进行了系统研究[11]。本文介绍了全再生细骨料的制备和性能及其对混凝土性能影响的研究成果。
1 原材料与实验方法
1.1 原材料
废弃混凝土均为实验室废弃的普通混凝土试块,其强度等级约为C30,龄期约为1年。将废弃混凝土采用不同工艺制备的15种全再生细骨料,分为A、B、C、D、E五个系列。此外,采用传统方法制备传统再生细骨料T、并将制备传统再生细骨料剩余的再生粗骨料,全部破碎得到的再生细骨料N。广东省乐昌峡水利枢纽用石灰岩机制砂,市购河砂。5~10和10~20 mm花岗岩碎石按4∶6搭配使用。
广州珠江水泥有限公司生产“粤秀”牌P.II 42.5R硅酸盐水泥。广东韶钢嘉羊新型材料有限公司生产S95级矿渣微粉。珠海市发电厂生产II级粉煤灰。
广东省江门强力建材科技有限公司产QL-PC2减水剂,水剂。配制C30混凝土时采用10%固含量,配制C50混凝土时采用20%固含量。
1.2 实验方法
1.2.1 再生细骨料的制备设备
再生细骨料制备设备为30吨万能试验机、绍兴伟邦矿机制造有限公司所生产的XPC-100×100颚式破碎机和XPF-Ø175T圆盘破碎机、以及2.36和4.75 mm的方孔筛。
其中鄂式破碎机按出料口大小分为1、2、3、4、5 5档;1档最粗,5档最细。采用同一批废弃混凝土,制备得到的各档再生骨料级配见表1。
表1 各档再生骨料级配
Table 1 Grain composition of recycled aggregate with different cursher aperture span
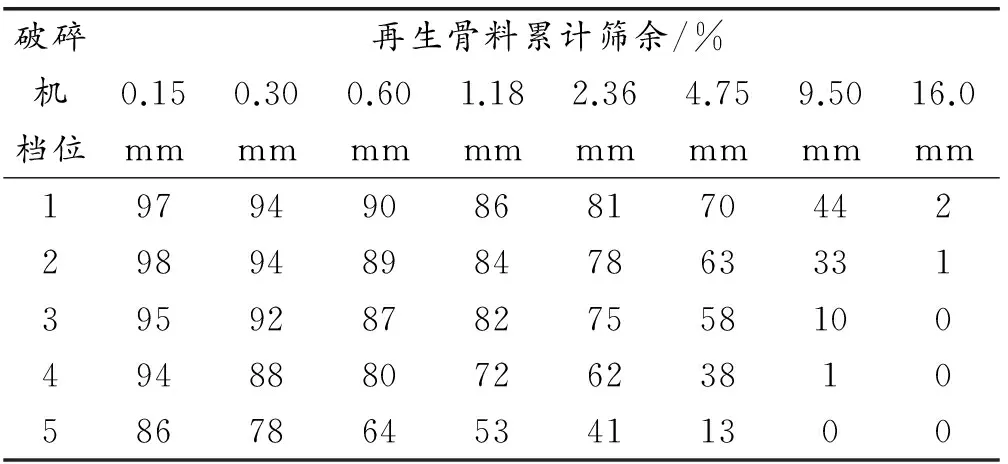
破碎机档位再生骨料累计筛余/%0.15mm0.30mm0.60mm1.18mm2.36mm4.75mm9.50mm16.0mm197949086817044229894898478633313959287827558100494888072623810586786453411300
由表1可见,档位越高,则再生骨料越细。5档破碎得到的再生细骨料级配接近级配区1区。
圆盘破碎机按使用时的磨盘间距分为2.0和2.5 mm两档。磨盘间距越大,则细骨料越粗。圆盘破碎机用于骨料整形。
1.2.2 全再生细骨料的制备方法
先用万能试验机将废弃混凝土试件压成4块。再利用颚式破碎机、圆盘破碎机、方孔筛等设备,制备全再生细骨料,具体制备工艺如下。
(1) A系列全再生细骨料
分别用鄂式破碎机的1、2、3档进行初破;再全部用5档进行二次破碎,所得细骨料编号分别为A1、A2、A3。全再生细骨料中含有不超过10%的大于4.75 mm颗粒,使用时不筛除。
(2) B系列全再生细骨料
分别用鄂式破碎机的1、2、3档进行初破;筛分后,将粒径大于4.75 mm的骨料用5档进行二次破碎;再次筛分后,将粒径大于4.75 mm的骨料用5档进行3次破碎;最后将全部骨料混合,所得细骨料编号分别为B1、B2、B3。全再生细骨料中含有不超过10%的大于4.75 mm颗粒,使用时不筛除。
(3) C系列全再生细骨料
分别用鄂式破碎机的1、2、3档进行初破;筛分后,将粒径大于4.75 mm的骨料用5档进行二次破碎,将第二次破碎后生产的2.36 mm以上细骨料放圆盘间距调成2.0 mm的圆盘破碎机整形;最后将全部骨料混合,所得细骨料编号分别为C1、C2、C3。全再生细骨料中不含大于4.75 mm颗粒。
(4) D、E系列全再生细骨料
分别用鄂式破碎机的1、2、3档进行初破;筛分后,将粒径大于4.75 mm的骨料用5档进行二次破碎;将两次破碎产生的2.36 mm以上的细骨料全部放圆盘破碎机整形;最后将全部骨料混合。圆盘间距为2.0 mm的骨料编号分别为D1、D2、D3,圆盘间距为2.5 mm的骨料编号分别为 E1、E2、E3。全再生细骨料中不含大于4.75 mm颗粒。
1.2.3 其它再生细骨料的制备方法
先用万能试验机将废弃混凝土试件压成4块。然后用鄂式破碎机的2档进行初破;用孔径为4.75 mm的筛分离粗、细骨料,之后将细骨料用孔径为2.36 mm的筛进行筛分,将粒径2.36 mm以上的骨料用圆盘间距为2.0 mm的圆盘破碎机整形;最后将全部细骨料混合,得到实验室制传统再生细骨料,编号为T。
对于制备传统再生细骨料剩下的再生粗骨料,用颚式破碎机5档进行二次破碎;将粒径2.36 mm以上的骨料用圆盘间距为2.0 mm的圆盘破碎机整形;最后将全部骨料混合,得到传统再生粗骨料制再生细骨料,编号为N。
1.2.4 细骨料性能实验方法
按国家标准《混凝土和砂浆用再生细骨料》(GB/T 25176-2010)[12]测定和评价细骨料性能。
1.2.5 混凝土性能实验方法
按国家标准《普通混凝土拌合物性能试验方法标准》(GB/T 50080-2002)[13]测定混凝土工作性能。
按国家标准《普通混凝土力学性能试验方法标准》(GB/T 50081-2002)[14]测定混凝土立方体抗压强度。采用100 mm立方体试件,加载速度为0.8 MPa/s。
按广东省地方标准《抗海水腐蚀混凝土应用技术导则》(DB44/T 566-2008)[15]的电量综合法测定混凝土6 h电量值。
2 全再生细骨料制备方法优选研究
15种全再生细骨料的性能见表2。由表2中级配区和细度模数数据分析可见,仅采用颚式破碎机的A和B系列全再生细骨料级配较差,A1、A3和B2不在级配区;而采用颚式破碎机和圆盘破碎机的C、D、E系列全再生细骨料级配较好,均为2级配区,中砂。这也表明,对细骨料较粗部分进行整形是得到良好级配全再生细骨料的必要步骤。
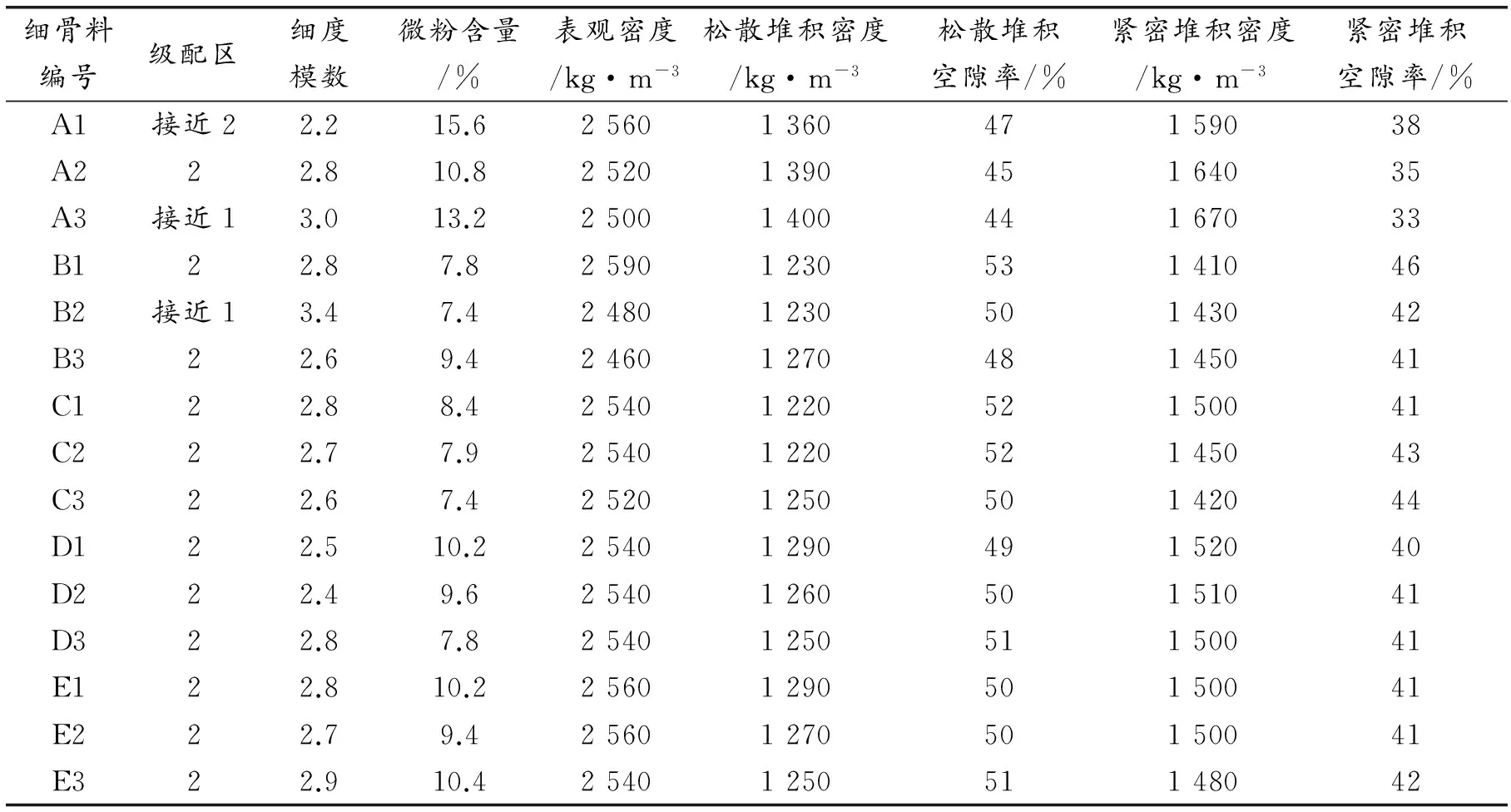
表2 全再生细骨料性能
由表2中微粉含量数据分析可见,除A系列和D1、E1、E3微粉含量超标外,其它均能满足Ⅲ类再生细骨料微粉含量小于10.0%的要求。
A系列因全部骨料都进行了两次破碎,微粉含量最大,均在10%以上;B系列因有筛选的步骤,所以微粉含量较少;C系列较B系列少了一次颚式破碎,但部分骨料经过圆盘破碎机整形,其微粉含量与B系列相近;D与E系列较C系列通过圆盘破碎机的骨料数量多一些,因此其微粉含量较C系列要大,但较A系列的要小。
这也表明,对骨料进行筛分是降低微粉含量的有效手段,整形会略微增加微粉含量。
由表2中表观密度数据分析可见,15种全再生细骨料均能满足Ⅰ类再生细骨料表观密度大于2 450 kg/m3的要求,采用全再生细骨料生产工艺能有效提高再生细骨料的表观密度。
由表2中松散堆积密度和空隙率数据分析可见,除B1外,其余14种全再生细骨料均能满足Ⅲ类再生细骨料松散堆积密度大于1 200 kg/m3和空隙率小于52%的要求,其中A2和A3能满足Ⅰ类再生细骨料松散堆积密度大于1 350 kg/m3和空隙率小于46%的要求。
对比分析表2中松散堆积密度及其空隙率、紧密堆积密度及其空隙率数据可见,紧密堆积与松散堆积时的规律性基本一致,采用松散堆积密度及其空隙率作为质量控制指标是可行的。较高松散堆积密度通常意味着较高紧密堆积密度,二者差值在220 kg/m3左右;较低松散堆积空隙率通常意味着较低紧密堆积空隙率,二者差值在9%左右。
综合上述分析可见,得到良好综合性能(级配良好、微粉含量和松散堆积密度及其空隙率合格)的全再生细骨料的制备工艺,应包括破碎、筛分和整形工艺,即C、D、E系列,其中C1、C2、C3、D2、D3、E2均能满足要求。
考虑到级配曲线与级配区中线越接近,则越能形成紧密堆积,故取2区中线与细骨料的各累计筛余差值的平方和作为优选指标。计算结果表明,C1、D3与E2的级配曲线都较好,而E2的级配曲线与2区中线最为接近。考虑到三者中E2的松散堆积空隙率最小,且E2圆盘整形时所使用的盘距较大,生产效率较高,故选择E2作为优选的全再生细骨料制备工艺。
此外,在15种全再生细骨料中,A3的松散堆积密度最大,且空隙率最小。虽然A3的颗粒级配较差,微粉含量较大,考虑到其只经过两次简单破碎,成本较低,所以选择A3与E2进行后续实验。
3 细粉对全再生细骨料性能影响的研究
采用筛分的方法,分别去除A3、E2全再生细骨料中小于0.075 mm或小于0.15 mm的细粉,得到去除微粉的全再生细骨料,分别标记为A3-0.075、A3-0.15、E2-0.075、E2-0.15,研究去除细粉对细骨料性能的影响。实验结果见表3。

表3 细粉对全再生细骨料性能的影响
由表3中数据分析可知,去除全再生细骨料中小于0.075 mm或小于0.15 mm的细粉,对全再生细骨料的性能有如下影响。
(1) 对级配区划分没有影响,但会使细度模数增大。细粉去除越多,则细度模数越大。
(2) 对表观密度影响很小。这也表明,细粉的成分与粗颗粒是基本一致的,细粉中不仅仅包含水泥石粉,也包含石粉。这与传统再生细骨料的细粉多为水泥石粉有明显区别。
(3) 松散堆积密度和紧密堆积密度均降低,松散堆积空隙率和紧密堆积空隙率均上升。
(4)饱和面干吸水率下降。细粉去除越多,则饱和面干吸水率越小。
(5) 再生胶砂需水量比变化较小,但再生胶砂强度比降低13%~18%。
综上所述,去除全再生细骨料的细粉虽然可以降低吸水率,但同时使得空隙率增加,最终对胶砂需水量影响不大,但对胶砂强度有较大不利影响,故不宜去除全再生细骨料中的细粉。
对比不同工艺制备的全再生细骨料A3和E2可见,A3的级配不好,微粉含量高(见表2),但空隙率低、再生胶砂需水量较小、强度较高。这也表明,适当的微粉含量有助于提高全再生细骨料的性能,特别是对于级配不良的全再生细骨料。
考虑到全再生细骨料细粉组成包括石粉,其微粉含量限值可较现有标准有所提高;可参考国标《建设用砂》(GB/T 14684-2011)[16]中对机制砂的规定,以微粉含量不大于10.0%时为合格,不分等级。
4 不同种类细骨料性能对比研究
各种细骨料性能实验结果见表4。
从表4中数据分析可知:
(1) 对比3种再生细骨料E2、T、N可见,全再生细骨料E2的微粉含量、表观密度、松散堆积密度及空隙率、紧密堆积密度及空隙率、饱和面干吸水率、需水量比等指标均处于传统再生细骨料T和再生粗骨料制细骨料N之间,但强度比远高于T,且略优于N。
从生产工艺看,全再生细骨料E2大概相当于T和N的混合物,其性能也充分体现了这一点。但其再生胶砂性能却远优于传统再生细骨料T,与再生粗骨料制细骨料N基本相当。
文献[17]给出了细度模数为2.6和2.9的简单破碎再生细骨料的再生胶砂需水量比分别为1.55和1.49,颗粒整形再生细骨料的再生胶砂需水量比分别为1.34和1.31,均明显高于本研究的全再生细骨料。

表4 各种细骨料的性能实验结果
文献[18]给出了细度模数为2.6的简单破碎再生细骨料和颗粒整形再生细骨料的再生胶砂强度比分别为0.83和0.92,均明显低于本研究的全再生细骨料。
这也表明,采用全再生细骨料技术能够解决传统再生细骨料需水量大、强度低的问题。
(2) 对比全再生细骨料E2和机制砂、河砂可见,E2的表观密度、松散堆积密度和紧密堆积密度较低,松散堆积空隙率和饱和面干吸水率均较高,其胶砂需水量较机制砂和河砂高,但胶砂强度却高于机制砂和河砂。全再生细骨料吸水率高且其中含有部分未水化胶凝材料是导致再生胶砂强度比高的主要原因。
综上所述,全再生细骨料技术能够有效改善再生细骨料的性能,特别是再生胶砂性能;虽然其表观密度、松散堆积密度及空隙率、饱和面干吸水率、再生胶砂需水量比等性能仍不如机制砂和河砂,但其再生胶砂强度比却高于机制砂和河砂,有可能全取代机制砂和河砂在砂浆和混凝土等方面得到大量应用,解决其应用难的问题。
5 细骨料种类对混凝土性能影响对比研究
采用C30和C50两个河砂混凝土配合比,以全再生细骨料E2、传统再生细骨料T、机制砂等3种细骨料等质量全部取代河砂进行了混凝土工作性能、抗压强度和电通量性能测定,以对比全再生细骨料与其它细骨料对混凝土性能的影响。
混凝土配合比见表5,各种细骨料混凝土性能实验结果见表6。

表5 混凝土配合比

表6 各种细骨料混凝土性能实验结果
从表6中数据分析可知:
(1) 在同样配合比的情况下,不同细骨料配制的混凝土坍落度存在差异,采用河砂和机制砂配制的混凝土坍落度较高,采用传统再生细骨料的C50混凝土坍落度较低。
(2) 在C30和C50混凝土中,均是全再生细骨料混凝土强度最高,28 d抗压强度分别超过河砂混凝土16.1和7.3 MPa,机制砂和河砂混凝土强度相近。在C30混凝土中,传统再生细骨料混凝土强度介于全再生细骨料混凝土和河砂混凝土之间;在C50混凝土中,传统再生细骨料混凝土强度最低,这一规律在1年龄期内保持不变。
(3)在C30混凝土中,各种细骨料混凝土28和56 d电量值从高到低排序为:机制砂>传统再生细骨料>河砂>全再生细骨料。
(4)在C50混凝土中,传统再生细骨料混凝土的电量值明显高于其它细骨料混凝土。各种细骨料混凝土28和56 d电量值从高到低排序为:传统再生细骨料>全再生细骨料>河砂>机制砂。
综上所述,采用级配良好的全再生细骨料E2配制的混凝土的性能较传统再生细骨料有明显提高(强度更高,且电量值更低);其抗压强度优于河砂和机制砂混凝土,但工作性能略低,其电量值与河砂混凝土相近;全再生细骨料能够全取代河砂和机制砂用于制备C30和C50混凝土。
6 机理分析
综上所述,全再生细骨料、传统再生细骨料、机制砂和河砂的性能以及其配制的混凝土性能均有较大区别,这主要是与细骨料的组成和形貌有关。
4种细骨料中1.18 mm以上粒径颗粒的光学显微照片分别见图1-4。
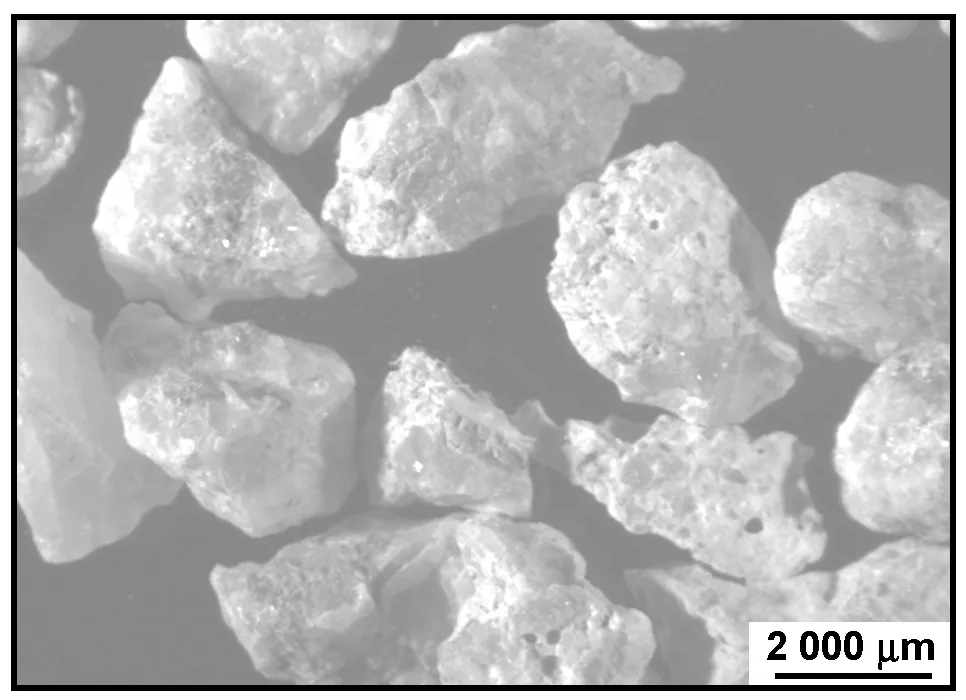
图1 全再生细骨料

图2 传统再生细骨料
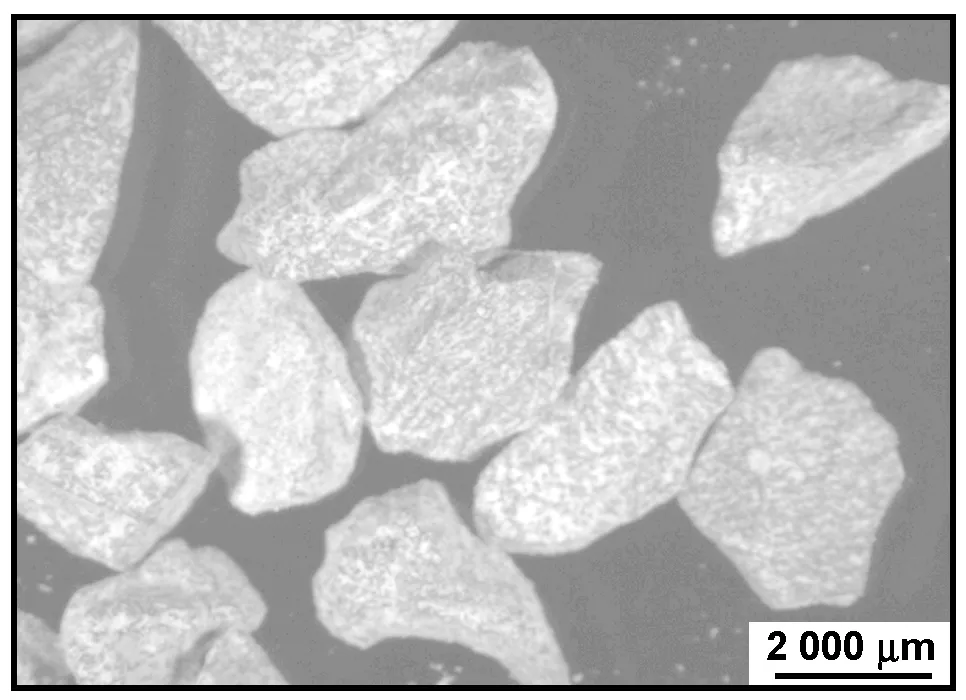
图3 机制砂
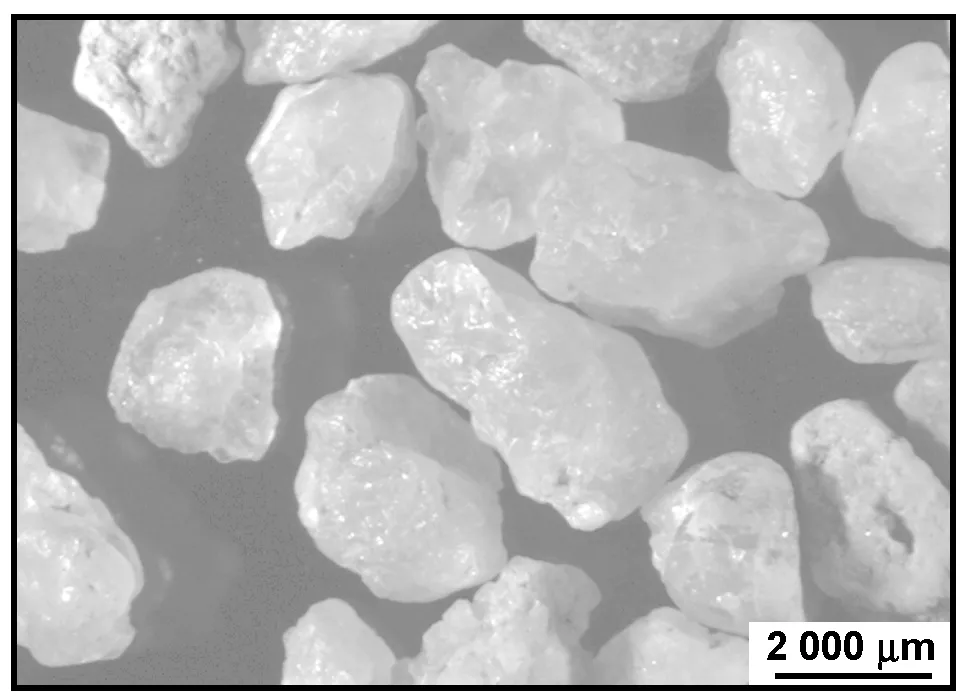
图4 河砂
由图1-4可见,全再生细骨料中存在碎石颗粒、砂浆颗粒,以及碎石和砂浆的混合颗粒,颗粒表面孔隙较少,棱角较多。传统再生细骨料中存在大量的砂浆颗粒,碎石颗粒很少,其颗粒表面孔隙较多,棱角较多。机制砂颗粒表面不光滑,表面有较多粉尘,棱角较多。河砂颗粒表面光滑,棱角较少。
结合图1-4各种细骨料形貌、表4中细骨料性能数据以及表6中混凝土性能数据分析可知:
与传统再生细骨料相比,全再生细骨料中砂浆含量低,颗粒孔隙率低,堆积空隙率低,因此其饱和面干吸水率低、再生胶砂需水量比低、再生胶砂强度比高。在C30混凝土中,混凝土水胶比较高,传统再生细骨料需水量高的特点不易体现;但在C50混凝土中,由于混凝土水胶比低,传统再生细骨料需水量高的特点得到明显体现,其工作性能明显低于全再生细骨料。由于传统再生细骨料本身强度低、胶砂强度比低,其混凝土强度也明显低于全再生细骨料混凝土,28 d抗压强度低10 MPa以上。由于传统再生细骨料孔隙率高,氯离子传输更加容易,因此其电量值高于全再生细骨料。综合来看,全再生细骨料用于混凝土时,其性能明显优于传统再生细骨料。
与机制砂相比,全再生细骨料颗粒表观密度低、孔隙率高,堆积空隙率高,因此其饱和面干吸水率高、需水量比高,相应混凝土坍落度较低;由于全再生细骨料能够吸收一部分水分,且其中含有部分未水化胶凝材料,从而降低水胶比,因此其强度高于机制砂混凝土。混凝土电量值受过渡区结构和细骨料致密性的双重影响;在C30混凝土中,由于机制砂中存在大量微粉,且有部分微粉吸附在大颗粒表面,影响了骨料和水泥石的界面,从而使得机制砂混凝土的电量值高于全再生细骨料混凝土;而在C50混凝土中,由于混凝土较粘,可能在搅拌过程中使得机制砂大颗粒表面的微粉脱附,从而降低其电量值。综合来看,全再生细骨料用于混凝土时,其性能与机制砂相近,可全取代机制砂用于制备混凝土。
与河砂相比,全再生细骨料颗粒表观密度低、孔隙率高,微粉含量高,因此其饱和面干吸水率高、需水量比高,相应混凝土坍落度较低。由于全再生细骨料能够吸收一部分水分,且其中含有部分未水化胶凝材料,从而降低水胶比;而河砂表面光滑,其与水泥石的粘结较差,两方面的共同作用使得全再生细骨料混凝土强度较高。混凝土电量值受过渡区结构和细骨料致密性的双重影响;在C30混凝土中,水胶比较高,河砂表面过渡区对电量值影响较大,因此河砂混凝土电量值高于全再生细骨料混凝土;在C50混凝土中,水胶比较低,细骨料致密性对电量值影响较大,因此河砂混凝土电量值低于全再生细骨料混凝土。综合来看,全再生细骨料用于混凝土时,其综合性能与河砂相近,可全取代河砂用于制备混凝土。
7 结 论
通过上述研究,可以得到如下结论。
(1) 得到良好综合性能(级配良好、微粉含量和松散堆积密度及其空隙率合格)的全再生细骨料的制备工艺,应包括破碎、筛分和整形工艺。
(2) 去除全再生细骨料的细粉虽然可以降低吸水率,但同时使得空隙率增加,最终对胶砂需水量影响不大,但对胶砂强度有较大不利影响,故不宜去除全再生细骨料中的细粉。考虑到其细粉组成包括石粉,其微粉含量限值可较现有标准有所提高。
(3) 将废弃混凝土全部破碎为再生细骨料的全再生细骨料技术是一种较好的制备再生细骨料的方法,能够有效降低再生细骨料的胶砂需水量,并提高胶砂强度,以其配制的C30和C50混凝土性能明显优于传统再生细骨料,28 d强度提高10 MPa以上,且电量值较低。
(4) 全再生细骨料的表观密度、松散堆积密度及空隙率、饱和面干吸水率、胶砂需水量比等性能仍不如机制砂和河砂,但其胶砂强度比高于机制砂和河砂;以其配制的混凝土抗压强度(特别是高水胶比时)明显高于河砂和机制砂混凝土,但工作性能略低。综合来看,全再生细骨料能够全取代河砂和机制砂用于制备C30和C50混凝土。
[1] Xiao Jianzhuang. Recycled concrete [M]. Beijing: China Architecture & Building Press, 2008.
[2] Chen Jialong. The status and suggest on China building rubbish reuse[J]. Construction Science and Technology, 2014,(1):9-12.
[3] Hu Kun. Guangzhou put forward new project on building rubbish reuse [EB/OL]. [2013-06-24]. http://news.ycwb.com/2013-06/24/content_4566920.htm.
[4] Li Qiuyi, Quan Hongzhu, Qin Yuan. Performance and application technology of recycled concrete[M]. Beijing: China Building Materials Press, 2010.
[5] Monalisa Behera S K, Bhattacharyya A K, Minocha R, et al. Recycled aggregate from C&D waste & its use in concrete-A breakthrough towards sustainability in construction sector: a review[J]. Construction and Building Materials, 2014, 68:501-516.
[6] Sun Jiaying, Geng Jian. Effect of particle size and content of recycled fine aggregate on frost resistance of concrete [J]. Journal of Building Materials,2012,15(3):382-385.
[7] Li Qiuyi, Li Yunxia, Zhu Chongji. Influence of particle shaping on performance of Recycled fine aggregate [J]. New Building Materials, 2006,(1):17-19.
[8] Wang Liang. High-quality recycled aggregate preparation technology and its impact on the performance of recycled concrete [D]. Qingdao: Qingdao Technological University, 2013.
[9] Yang Haitao, Tian Shizhu. Research on high-strength recycled aggregate concrete preparation and performance [J]. Journal of Functional Materials,2015,46(1):1108-1116.
[10] Yang Yibo, Liang Song, Mo Haihong, et al. The disposal and reuse method of building rubbish[P]. China, 200710028107.7. 2007-05-02.
[11] Zheng Zilin. Research on production of recycled total-fine aggregate and its application in mortar and concrete [D]. Guangzhou: South China University of Technology, 2014.
[12] GB/T 25176-2010 Recycled fine aggregate for concrete and mortar [S].Beijing:China Standard Press,2010.
[13] GB/T 50080-2002 Standard for test method of performance on ordinary fresh concrete [S].Beijing:China Architecture & Building Press,2002.
[14] GB/T 50081-2002 Standard for test method of mechanical properties on ordinary concrete [S].Beijing:China Architecture & Building Press,2002.
[15] DB44/T 566-2008 Technical directives for anti-seawater concrete [S]. Guangzhou:Administration of quality and technology supervision of Guangdong province,2008.
[16] GB/T14684-2011 Sand for construction [S].Beijing:China Standard Press,2011.
[17] Qin Yuan, Wang Jiali, Zheng Yuchun, et al. Research on water demand ratio of recycled mortar as technical index for recycled fine aggregate[J]. Journal of Qingdao Technological University,2009,30(4):166-170.
[18] Meng Wenyan, Qin Yuan, Wang Jiali, et al. Research on atrength ratio of recycled mortars technical index for recycled fine aggregate[J]. Journal of Qingdao Technological University,2009,30(4):175-179.
Research on production of recycled total-fine aggregate and its influence on concrete performance
YANG Yibo, ZHENG Zilin,GUO Wenying, LEI Haoxuan
(South China University of Technology, School of Civil Engineering and Transportation,The State Key Laboratory of Subtropical Architecture Science, Guangzhou 510440,China)
Traditional recycled fine aggregate is hard to use because its water demand is higher and strength is lower. Recycled total-fine aggregate means crushed the total concrete to fine aggregate, it is effective to improve the performance of recycled fine aggregate. Based on the prior period research, the system research on production of recycled total-fine aggregate and its influence on concrete performance were processed. The results showed that the production of recycled total-fine aggregate should include crush, screen separation and reshaping; the fine powder less than 0.15 and 0.075 mm is useful for strength, so it is inadvisable removed; consider the fine powder include the stone powder, the content limitation of fine powder can increase than the standard value. The performance of recycled total-fine aggregate has a prodigious improvement than traditional recycled fine aggregate, its water demand of mortar is lower and strength of mortar is higher, and the performance of C30 and C50 concrete of its is better. The partial performance of recycled total-fine aggregate, such as water demand of mortar, is still lower than manufactured sand and river sand; but compressive strength of mortar is higher than manufactured sand and river sand. The compressive strength of C30 and C50 concrete of its is obvious higher than manufactured sand and river sand concrete, special in higher water binder ratio, but the concrete workability of its is lower. Taking one with another, recycled total-fine aggregate can replace all manufactured sand and river sand as fine aggregate in C30 and C50concrete.
recycled total-fine aggregate; recycled fine aggregate; production; concrete; performance
1001-9731(2016)04-04157-07
广东省公益研究与能力建设资助项目(2014B020216001)
2015-01-10
2015-03-30 通讯作者:杨医博,E-mail: yangyibo@scut.edu.cn
杨医博 (1977-),男,河北巨鹿县人,副教授,博士,从事固体废弃物综合利用、高性能混凝土等研究。
TU528
A
10.3969/j.issn.1001-9731.2016.04.032
