90MN油压机移动台液压系统的设计改进
2016-11-29吴会超陈芳耿培涛许石
吴会超,陈芳,耿培涛,许石
(马鞍山钢铁股份有限公司轮轴事业部点检室,安徽 马鞍山 243000)
90MN油压机移动台液压系统的设计改进
吴会超,陈芳,耿培涛,许石
(马鞍山钢铁股份有限公司轮轴事业部点检室,安徽 马鞍山 243000)
介绍了实现大型油压机移动台液压系统设计思路,对原理进行了详细的介绍,并对其中的典型故障进行了分析,提出了改进方案,有效的解决了存在的问题。
油压机;移动台;液压系统;改进
马钢车轮轧制二线于2003年建成投产,90MN成型油压机是其三大机组的之一,用于完成车轮预成型和成型工序。而将预成型和成型功能集中在一台油压机上,主要是通过移动台的动作来实现的,移动台上有2套模台,1台负责预成型,1台负责成型,通过移动台的前后动作来切换。
1 90MN油压机移动台液压原理
移动台液压缸的驱动由1台力士乐的A4VSO355DR和1台力士乐的A4VSO71DR恒压变量泵控制,每台油泵对应一套加载阀组。A4VSO355DR变量泵负责提供160bar的系统压力,A4VSO71DR泵负责提供315bar的锁紧压力,液压缸位置通过内置位移传感器进行控制(图1)。
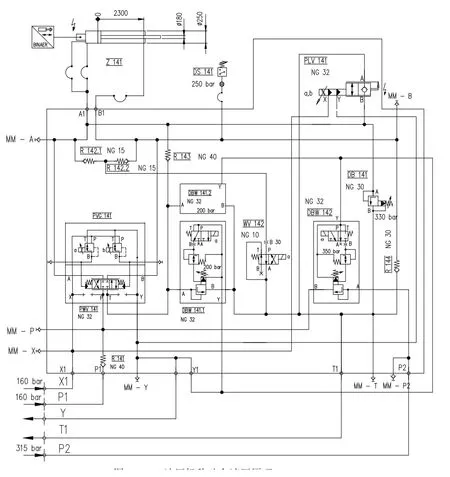
图1 90MN油压机移动台液压原理
当移动台向前动作时,由泵源供给的160 bar压力油经P1进入阀块,通过单向阀R 141进入比例阀PWV141的P口,此时比例换向阀P WV141的先导阀PVG141b侧比例电磁铁得电,160 bar的控制油经X 1进入阀块,通过先导比例阀PVG141,进入主阀芯的B腔,控制油推动主阀芯克服A腔弹簧力向A腔移动,同时A腔内的控制油从Y口排出,使主阀PWV141的P口与A口通,T口与B通,这样压力油经A1进入液压缸的无杆腔,同时DBW141.1,DBW141.2得电关闭,比例流量阀PLV141失电关闭,有杆腔的油液无法经T 1口回入主油箱,只能通过P WV141再经单向阀143回流到无杆腔,实现差动回路,从而快速前进。当移动台运动到前进减速位时,通过调节比例阀PWV141的先导阀PVG141的输出电压,减小PWV141主阀的进油阀口,减少流量使移动台减速到达准确工位,这样将减少液压冲击及振动给精确定位带来的不利影响,此时2号模台将位于油压机的压制中心。
当2号模台完成压制后,移动台将向后动作,由泵源供给的压力油经P1进入阀块,比 例阀PWV141的先导阀PVG141a侧比例电磁铁得电,PWV141主阀在控制油X作用下处于A端所示位置,P口与B口相通,T口与A口相通,油液经B1进入液压缸有杆腔,同时D BW141.1,DBW141.2失电打开,比例流量控制阀PLV141逻辑板给定斜坡信号打开,通过打开三个阀,无杆腔油液一路通过PLV141,1路通过PWV141经DBW141.1,DBW141.2汇合后从T1流回主油箱,实现液压缸的快速向后运动。当移动台运动到后退减速位时,比例流量控制阀PLV141失电关闭,无杆腔回油仅仅由D BW141.1,DBW141.2打开完成,回油由原先打开三阀减少为打开两阀,从而减小了回油的速度,完成减速动作,减小对硬挡块的冲击,直至到达指定的位置,最终使1号模台处于油压机的压制中心。其中通过调 节PLV141的比例逻辑板,可以调节快速后退时的速度。另外主缸压制过程中,主缸将对移动台垂直产生90MN左右的力,由于压制中心不可能与模具中心100%的重合,钢坯也不一定100%位于模台中心,这些综合因素将导致主缸加压时水平方向对移动台有一定的偏载,移动台如果水平方向没有足够的力将偏载分力抵消,将会导致移动台无法锁紧,使移动台前后出现位置偏移,压制过程中移动台的轻微移动将导致产品出现偏心废品,因此必须产生足够的锁紧力将其准确定位。
当2号模台处于油压机中心时,160 bar液压油作用在无杆腔上,将产生0.78MN的锁紧力;当1号模台处于油压机中心时,由于液压缸有杆腔和无杆腔面积差,导致有杆腔的锁紧力为0.378MN,显然无法满足工艺要求,该回路增加了有杆腔锁紧回路,当1号模台处于油压机的压制中心后,DBW142得电打开,由泵源供给的315 bar压力油经P2进入液压缸有杆腔,这样将产生0.75MN的锁紧力,满足要求。同时通过R 141单向阀将P1-160bar的压力油和P2-315 bar的压力油回路分开。
该回路中总加载阀WV142在系统运行时一直处于得电加载状态,当WV142失电时,油缸的有杆腔和无杆腔均与的回油路相通,油缸两腔卸压,油缸制动,起到失电卸荷安全保护作用。
2 典型故障分析
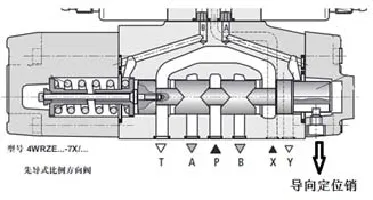
图2 PWV141主阀结构图
移动台多次出现向前动作正常,向后动作缓慢。由于该阀组运用了比例阀控制回路,相关阀组较多,使故障处理的过程极为繁琐,通过分析向后速度慢的原因两种,一种进油腔压力低,一种回油腔背压。首先测量液压缸有杆腔和无杆腔的压力,均未发现明显问题,电气人员测量了比例阀的电压,均正常,机械人员手动捣动先导比例阀PVG141的阀芯,动作正常,修改PLV141逻辑放大板的电压值,使其阀芯处于最大位置,泄流量最大,移动台向后速度没有明显改观。检查DBW141.1,DBW141.2溢流阀,阀芯灵活,均没有卡死迹象。
最终问题的焦点还是回到了比例阀,通过对比例阀PWV141主阀的拆检发现PWV141主阀内部很小的导向定位销断裂(如图2所示),填塞在主阀芯的右端,使得PW V141主阀处于图1的A位时(液压缸后退),阀口无法正常打开,出现节流现象,导致流量不够。移动台向前动作时,PWV141主阀处于图1的B位时(液压缸前进),阀口可以正常开启。
3 改进后液压回路的工作原理
由于该故障经常出现,进一步对导向定位销的断裂进行分析,该阀是力士乐名牌产品,通径DN32,压力350 bar,导向定位销主要是对主阀芯起导向作用,防止其前后运动时出现旋转,其材质和硬度经分析测量均不存在问题。分析工况发现其动作频率高达200次/h,由于实际运行中比例阀的频繁换向给主阀芯带来了较大的液压冲击,从而导致了定位销疲劳断裂。
改进后的原理图如图3所示通过对比例换向阀进行优化设计,增加减压缓冲回路来降低油液对主阀换向时阀芯的冲击。
在比例阀PWV141的先导部分增加先导减压阀DM141,同时为了安全考虑增加先导截止阀WV141。先导减压阀将系统160 bar的控制油减压为40 bar,既满足了比例换向阀换向的功能,也降低了先导高压力给主阀带来的冲击,改进后通过测量发现液压冲击很小,油压波动明显减弱。自从对系统改进后,故障再未发生过。
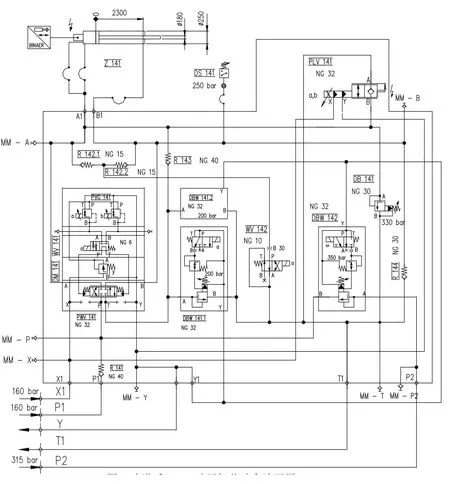
图3 改进后90MN油压机移动台液压原理
4 结论
通过对比例电磁换向阀的优化,增加了先导减压阀,来缓解对主阀芯的冲击,大大提高了使用寿命,同时增加了先导截止阀,从安全角度出发,保障了阀芯稳定开启,杜绝了液压缸的误动作。实现了移动台快慢速的平稳切换,既减少了运行过程中的液压冲击及管路振动,又减小了前后到位后对机械挡块的冲击,大大降低了移动台的故障率,也延长了比例阀的使用寿命。
[1] 张利平编.液压传动系统及设计.北京:化学工业出版社,2005.8.
[2] 路甬祥编.液压气动技术手册.北京:机械工业出版社,2005.8.
[3] 雷秀编.液压与气压传动.北京:机械工业出版社,2005.8.
[4] 成大先主编.机械设计手册.北京:化学工业出版社,2000.6.
[5]官忠 范主编.液压传动系统.机械工业出版社,2011.7.
TH137
A
1671-0711(2016)09(下)-0098-02
