角度动力头在五坐标加工中心的应用
2016-11-24纪鑫范大宇林红军
纪鑫+范大宇+林红军
摘要:随着航空产业的发展,航空产品的零、组件结构越来越复杂,特别是机匣类零件已经从原有的外型凸台结构向零件内腔过渡,形成内型凸台与外型凸台相结合的结构。伴随着设计结构的复杂化、多样化、内腔化,对数控加工的可达性要求也越来越高,进而角度动力头与五坐标加工中心相配合使用便逐步得以应用。
关键词:航空产品 机匣 结构复杂 加工中心 角度头
1 角度动力头的作用
角度动力头的主要作用是将某机床主轴方向旋转运动通过角度动力头内的锥齿轮相互啮合,从而改变与原主轴成一定角度的旋转运动,并传递相应的扭矩,且通过角度动力头的相应几何尺寸,使得机床主轴的动力输出在某方向上得以延长,增加机床主轴的可达性,提高机床的可加工范围,增强机床的加工能力。
2 角度动力头与五坐标加工中心的连接
2.1 硬件连接
角度动力头可以看作特殊的铣削刀具,故与机床主轴连接的刀柄应与相应的机床主轴配置刀柄进行配合使用。目前,五坐标加工中心的刀具刀柄接口一般采用ISO50圆锥刀柄,较为高级的机床也有采用HSK接口的刀柄。根据不同的主轴接口需选用相应刀柄接口的角度动力头。然而,角度动力头需要与机床主轴保持相对的固定关系(即角度动力头应跟随五坐标加工中心主轴做相应摆动,但与主轴的相对位置关系保持不变),故需要自制一个可以固定角度动力头的装置,此装置对角度动力头在与机床主轴连接过程中主要限制角度动力头主体的旋转,使其在加工过程中避免因切削力及切削振动等因素造成的相对位置变化。
2.2 软件连接
目前国际主流五坐标加工中心操作系统多以西门子公司的Sinumerik_840D系统及海德汉公司的Heidenhain_iTNC530系统为主,因其系统的强大功能及强大的稳定性被大多五坐标加工中心生产厂商所青睐。
以Sinumerik_840D系统为例,该系统对角度动力头有专门的定义。该系统将角度动力头定义为一种刀具,并根据角度动力头的特点,定制属于该刀具特有的刀具长度补偿表格。
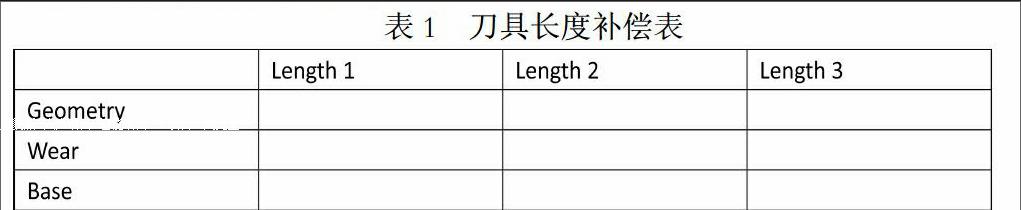
表1 刀具长度补偿表
其中,Geometry代表刀具几何长度,Wear代表刀具磨耗,Base代表基本长度补偿,Length代表不同几何轴的方向上的长度补偿。以90°动力头为例,当该动力头在G18加工平面工作时,Length 1代表坐标轴Y方向上的长度补偿,Length 2 代表坐标轴X方向上的长度补偿,Length 3代表坐标轴Z方向上的长度补偿。根据角度头的设计尺寸及角度头上所固定的刀具长度情况分别在各自对应的位置输入相应的长度,进而完成角度头在机床中的软件连接设定。
3 角度动力头在五坐标加工中心的应用实例
3.1 零件结构
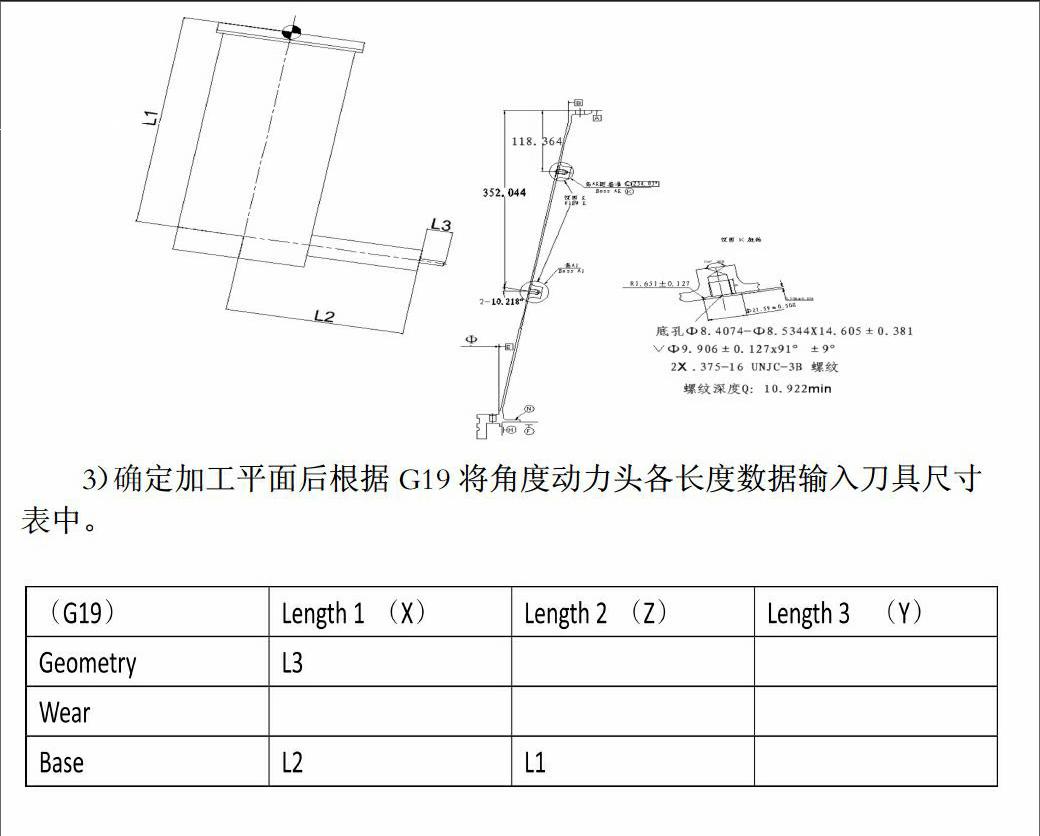
某转包零件系美国GE航空公司飞机发动机一号轴承支撑,该零件材料为AMS5659,为不锈钢类合金,质量较轻。该零件系机匣类零件,零件外侧分布五处凸台,零件内腔包含两处 .375-16UNJC-3B螺纹,并要求在该螺纹孔上端面划窝,深度为0.508±0.254mm。其中一处螺纹孔位于零件上端面以下352.044mm,与水平成10.218°,该零件上端面开口直径仅为Φ922mm。该零件结构导致五坐标加工中心主轴可达性受到制约,无法满足加工要求。
3.2 五坐标加工中心简介
五坐标加工中心根据旋转方式分类分为双摆头式五坐标加工中心、双转台五坐标加工中心、一摆头一转台五坐标加工中心;根据旋转轴旋转方式分类分为正交旋转五坐标加工中心、非正交旋转五坐标加工中心。
根据我厂实际情况,我厂现有DMU125P五坐标加工中心,该加工中心是德玛吉公司主流产品,工作行程1250mm*880mm*800mm。该加工中心是非正交、一摆头一转台五坐标加工中心,含有X、Y、Z三个线性轴及B、C两个回转轴,且满足直角笛卡尔坐标系,可以五轴联动加工零件。该设备刀具接口采用JT50锥通用接口。
3.3 角度动力头简介
我厂使用的角度动力头是奔驰公司90°直角弯头,接口采用JT50锥刀柄与DMU125P五坐标加工中心接口相连接。该弯头沿主轴方向有效长度为270.05mm,与之垂直方向有效长度为162.76mm。
3.4加工过程
1)采用“弯头限位块”将角度动力头与DMU125P五坐标加工中心主轴进行连接、固定,使角度动力头与机床相对位置进行固定。
2)由于DMU125P五坐标加工中心为非正交45°一摆头、一转台式加工中心,故需通过实验确定弯头刀尖方向,经论证将角度动力头刀尖指向机床X轴正方向可加工该结构零件,故数控加工平面应采用Y/Z加工平面(即G19平面),对角度动力头与X轴进行“拉直”找正,跳动不大于0.01mm,锁紧定位螺钉。
3)确定加工平面后根据G19将角度动力头各长度数据输入刀具尺寸表中。
注意,由于弯头刀尖指向X+,与机床坐标系方向相同,故L3、L2应输入负值。
4)对数控程序进行处理。采用西门子系统自带的框架平移及旋转功能将加工坐标系X轴与孔轴线重合,使坐标原点置于螺纹孔起点,进而完成数控程序编制简单化。
5)运行数控程序,完成零件加工。
4 经验与总结
通过对该类零件的加工研究,开拓一种新的加工思路,即角度动力头在五坐标加工中心的应用。采用这种方法,可以进一步提高五坐标加工中心的加工可达性,扩大五坐标加工中心应用领域,使五坐标加工中心可以最大化的发挥其柔性制造单元的优势。
参考文献:
西门子840D操作说明书 西门子(中国)
