卧式加工中心电气控制部分的安装与调试
2016-11-22陈宏超齐博
陈宏超,齐博
(沈阳机床股份有限公司中捷立加分公司,辽宁 沈阳 110142)
卧式加工中心电气控制部分的安装与调试
陈宏超1,齐博2
(沈阳机床股份有限公司中捷立加分公司,辽宁 沈阳 110142)
电气控制部分是卧式加工中心的核心部分。电气控制部分的安装与调试直接影响机床的性能。电控柜是电气控制部分安装的主要部分,整体系统的调试则是保证机床能够正常运行的关键步骤。本文分析了电控柜和数控系统的安装与调试,提出了安装调试的步骤和注意事项,对保证机床性能具有参考意义。
电控柜,安装与调试;数控系统
1 电控柜的安装调试
(1)正面电控柜内部元件的安装:首先安装数控操作面板,然后在安装伺服驱动器,最后安装其他相关的电气元件并连接相关电缆。
(2)反面电控柜内部元件的安装:首先安装变频器,进一步安装风扇、隔离变压器以及制动单元和制动电阻并连接相关电缆。
(3)面板元件的安装:面板元件主要由电流电压表、指示灯、各种按钮旋钮组成,安装时应按电器图安装避免按错位置。
(4)限位开关的安装:安装位置准确保证限位功能。
重新检测安装后,确认供电电能质量后送电检测;保证安装无误。
2 数控系统的安装调试
2.1 数控系统的安装要求
首先应安装数控系统。数控系统的安装位置应便于调试,并连接相关线缆。信号线应远离交流接触器以及动力电缆以避免干扰。电源接地应可靠,电缆连接牢固可靠。在安装时应保护操作面板保证其清洁。
2.2 数控系统的调试
(1)数控系统输入连接。系统输入采用C-DI接口其输入信号即是从机床到CNC的信号,该信号可由机床侧的按键、极限开关、继电器的触点产生。
机床侧的触点的主要参数为:
触点容量、开路时触点间的泄漏电流以及闭路时触点间的电压降(包括电缆的电压降)。此类信号的信号回路如下图1所示。
(2)数控系统输出连接。系统输出侧的主要电参数为:
①输出ON时的最大负载电流(包括瞬间电流)和饱和电压。②输出OFF时的耐电压(包括瞬间电压)和泄漏电流。
输出回路如图2所示。
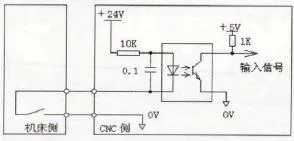
图1 信号回路图
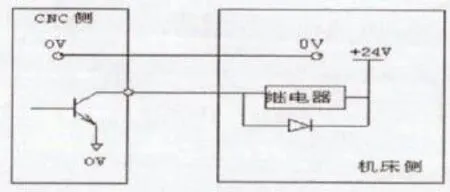
图2 输出回路
数控系统输出信号由达林顿管产生,达林顿管导通时信号有效;输出信号都为电平信号,信号公共端为+24V。采用16波段编码器作为进给和主轴速度倍率波段开关,其旋转极性由PLC定义(图3)。
(3)变频器、数控系统和电机的连接如图4。
2.3 整机系统调试
(1)调试准备。系统调试可按下列步骤进行。①部件连接:整机系统部件的正确连接是调试的前提。②I/O接口调试:连接相关设备并发出指令信号。③驱动器参数设定:按电机铭牌参数和控制方式进行设定。④系统参数设定:包括控制参数,速度参数等参数。⑤数据存储:调试后应保存该数据,以便在后续可能的维护中进行恢复使用。
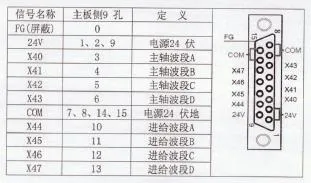
图3 16波段编码信号
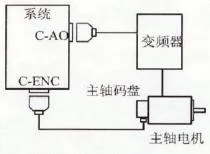
图4 变频器、数控系统、电机连接图
(2)系统通电。首先应切断线路中所有的开关,确保线路断电;然后合上电控柜主电源开关,检查DC24V电源输出电压是否正常;检查其他电源是否正常;确认正常后给数控系统通电调试。
(3)急停与硬限位。根据系统限位的要求,需在X轴、Y轴和Z轴分别安装满足行程距离的限位开关。通过试运行调整限位开关的位置使之满足要求。连接相关电缆使得面板上的红色指示灯作为超程及报警使用。
(4)进给轴运动方向的调整。在完成急停与硬限位后,可进行进给轴运动方向的调整。首先进入手动方式,按下对应的移动键,观察运动部件的运行方向是否与按键一致,如果不一致需重新设定并在必须断电重新启动后有效。
(5)反向间隙补偿和螺距补偿。调整反向间隙和螺距补偿需要用激光的测量仪器,根据测量的数据,按要求调整反向间隙和输入螺距补偿,记录数据为后续维护留下数据资料。
3 结语
本文主要分析卧式加工中心电气部分的安装与调试,提出了电气安装的顺序和调试要求。对于保证机床性能有着积极的意义。
[1]陈泽宇,秦志强.数控机床的装配与调试[M].北京.电子工业出版社,2009.9.
TG659
A
1671-0711(2016)11(上)-0109-02