清蓄电站蜗壳焊接质量控制研究与实施
2016-11-17刘生国
刘生国
(中国水利水电建设工程咨询中南有限公司,湖南 长沙 410014)
清蓄电站蜗壳焊接质量控制研究与实施
刘生国
(中国水利水电建设工程咨询中南有限公司,湖南 长沙 410014)
清远抽水蓄能电站采用高水头、大容量、高转速的可逆式蓄能机组,蜗壳材质为厚板型高强钢,焊接工艺复杂,施工质量控制难度大,1号机组蜗壳焊缝超声波探伤一次合格率未满足南方电网示范工程建设目标要求。本文归纳分析了焊接缺陷的主要原因,通过研究与实施质量控制对策,后续机组蜗壳焊接质量达到了预期效果,可供类似工程监理借鉴。
蜗壳;焊接;质量;控制;对策
1 工程概况
清远抽水蓄能电站位于广东省清远市境内,直线距离广州75 km,枢纽工程由上水库、下水库、输水系统、地下厂房洞室群及开关站、永久公路等部分组成。地下厂房内安装4台立式单级混流可逆式蓄能发电机组,总装机容量4×320 MW。电站最大水头504.5 m,额定水头470 m,最小水头449.3 m。
水泵水轮机部件包括尾水管、底环、座环、蜗壳、转轮、导水机构、水导轴承等,其中蜗壳材质为B610CF高强钢,壁厚32~74 mm,重约226 t,厂家分瓣制造及运输,工地组装与焊接。清蓄电站蜗壳安装是南方电网示范工程建设项目,施工质量需满足规范优良等级标准。根据《水电水利基本建设工程单元工程质量等级评定标准》DL/T5113.3-2012,焊接质量是蜗壳安装质量评定的主要检查项目,其优良标准为超声波探伤检测一次合格率≥95%,且同一部位焊缝的返工次数不超过1次。
2 电站1号机组蜗壳焊接情况简述
水泵水轮机蜗壳的水力条件要比常规水轮机复杂,其焊接质量直接关系到蜗壳结构强度和机组运行安全。清蓄蜗壳采用厚板型高强钢制造,管节最大壁厚达74 mm,最小管节内径仅为1 220 mm,焊接作业面狭小,焊接工艺复杂,施工质量控制难度大。类似蓄能电站蜗壳焊接,普遍存在气孔、夹渣、未熔合等质量通病,甚至发生过蜗壳水压试验焊缝开裂、多次返工等质量事故。
清蓄蜗壳组装共有3条环缝需要现场焊接,每条焊缝长度分别为3 405 mm、6 225 mm、7 870 mm。1号机组蜗壳焊接完成后,按照焊接工艺规程要求,对焊缝进行了100%PT、100%UT和20%TOFD无损探伤检测,其中超声波探伤(UT)一次合格率为92.5%,虽满足规范的合格等级标准,但低于规范优良等级标准。根据检测结果统计分析(详见表1、表2),1号机组蜗壳焊缝存在气孔、夹渣、形状缺陷、未融合、咬边、裂纹等缺陷,以气孔缺陷为主,占焊缝总缺陷长度的80%。
为确保蜗壳焊接质量和实现南方电网示范工程建设目标,有必要分析焊接缺陷成因,研究焊接过程质量控制对策,以提高后续机组蜗壳安装施工质量水平。
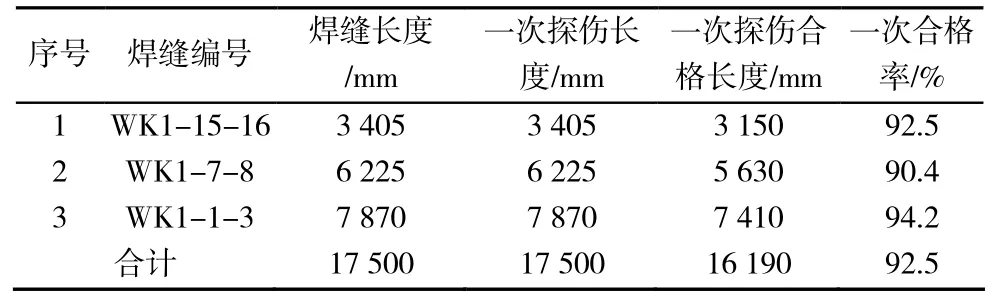
表11 号机组蜗壳焊缝超声波探伤一次合格率统计表
3 焊接缺陷原因分析及要因确认
根据1号机组蜗壳焊接的施工作业指导书、监理日志、验收记录、施工记录等文件资料,并结合对施工现场的调查,从“人、机、料、法、环、测”六个方面分析,排查出可能造成焊缝缺陷的14个末端原因:岗前系统培训不完善、焊接过程监控力度不够、烘箱和保温筒保养维修不及时、焊接材料受潮、母材含碳量超标、焊缝清根方法欠妥、焊接电流太小、坡口清理未彻底、坡口角度及间隙超标、预热温度偏低、焊接环境相对湿度超标、焊接部位风速过大、检测人员操作误差、探伤仪器精度误差。
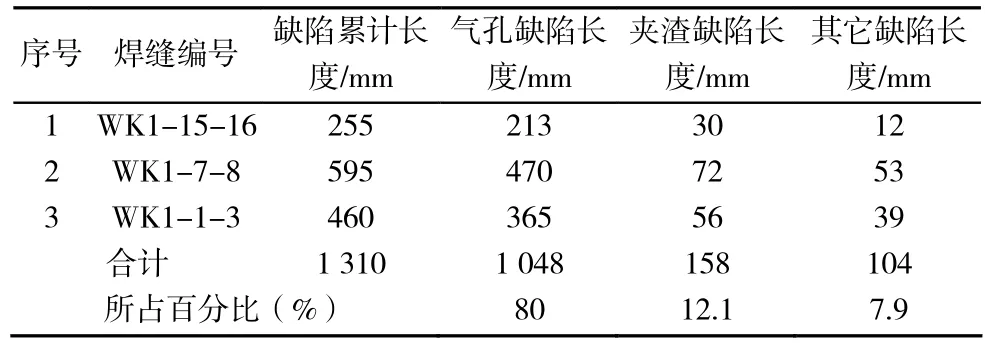
表2 1号机组蜗壳焊缝缺陷类型调查统计表
经过逐项核查和论证,确认造成1号机组蜗壳焊缝“气孔缺陷多”的主要原因有5个(详见表3),分别是:岗前系统培训不完善、焊接过程监控力度不够、烘箱和保温筒保养维修不及时、采用风铲清根、焊接电流太小。
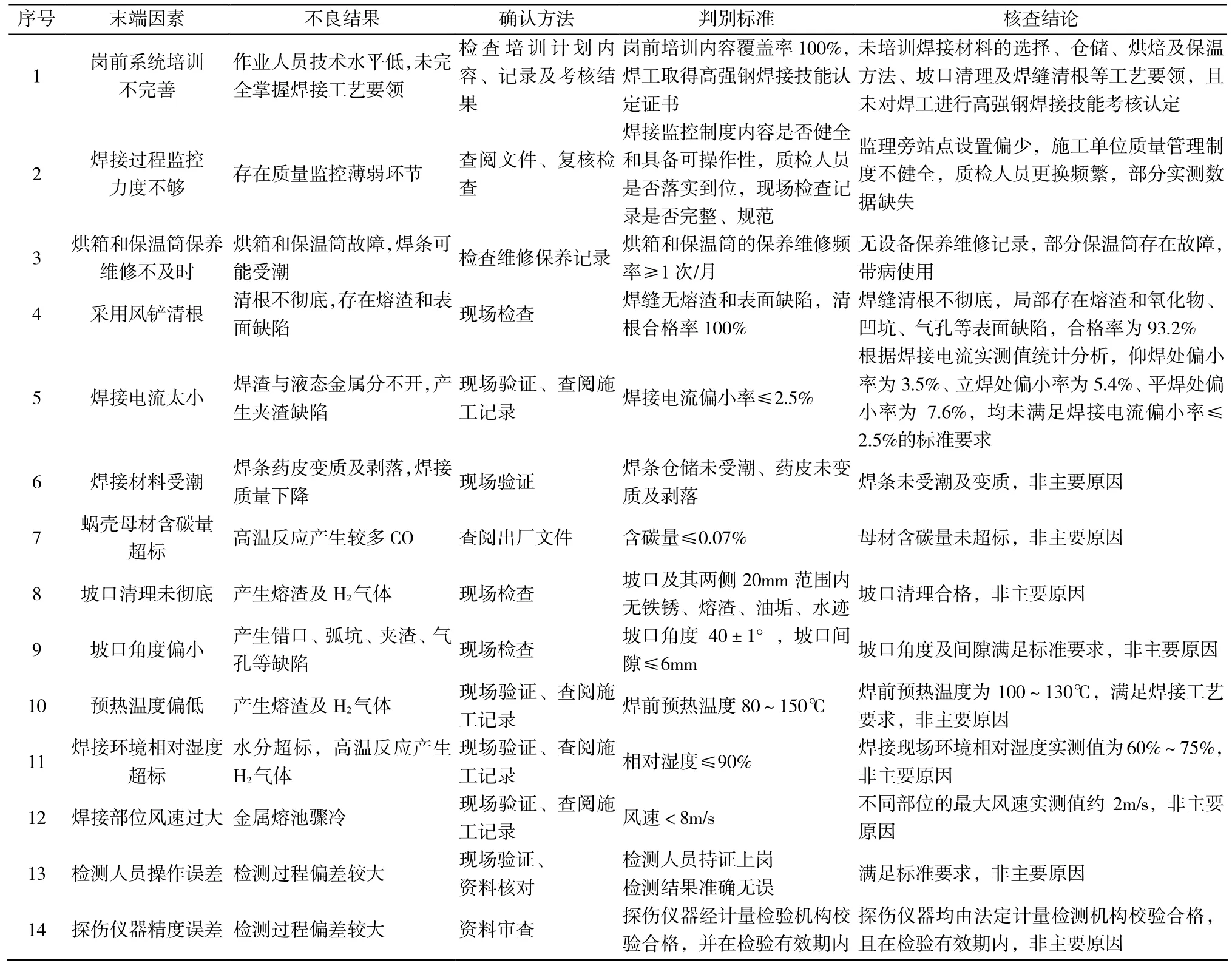
表3 主要缺陷原因分析确认表
4 质量控制对策研究与实施
4.1 制定对策
1)监理部牵头成立蜗壳焊接质量控制小组,配备机械、焊接、电气、档案管理等专业技术人员,以加强事前、事中、事后施工质量管控。
2)完善岗前系统培训。督促施工项目部重新组织培训及考核,要求培训内容覆盖率100%,焊工需取得高强钢焊接技能认定证书方可上岗。
3)修订焊接过程监控制度。修订焊接过程质量监控制度,制定相关记录表格,增加监理旁站点,固定施工质检专职人员,并逐项落实职责。
4)按规定及时检查维修焊接设备。制定焊接设备检查维修记录表,每月检修次数不少于1次。
5)改变焊缝清根方法。采用碳弧气刨清根,焊缝应无熔渣和表面缺陷,清根合格率100%。
6)控制焊接电流满足要求。督促施工项目部组织焊接工艺参数专项技术交底,技术员适时监测调整电流大小,保证焊接电流满足工艺规程要求。
在关系数据库中,关系模式是有概念模式生成的。概念模式的表示方法一般为E-R图。在E-R图中,包括实体和联系两个元素,实体与实体之间的联系类型有“1对1”、“1对多”和“多对多”三种,根据一定的规则和规范化要求,可以导出由实体和联系生成的关系模式。因此,关系模式可以分为实体关系模式(实体表)和联系关系(联系表)模式两类。根据关系数据模型的参照完整性要求,关系表之间存在主外键的约束关系,形成了关系图。
4.2 对策实施及效果
4.2.1 完善岗前系统培训
在2号机组蜗壳焊接前,质量控制小组重新组织业主、监理、施工项目部的质量技术管理人员和焊接作业人员进行了岗前培训考核,内容涵盖施工安全规程、蜗壳焊接施工流程及其质量控制要点、焊接材料的选择、仓储、烘焙及保温注意事项、坡口清理及焊缝清根的注意事项、碳弧气刨清根操作要领、焊接方法及工艺参数的选择、焊接常见缺陷的预防及处理、高强钢焊接技能考核等。
通过岗前系统培训,全体人员对蜗壳焊接工艺规程和常见缺陷的预防方法,有了更深刻的认识,素质有了较大提高,焊接作业人员根据岗前培训内容进行了焊接生产性试验,6名专职焊工一次性通过了考试,取得了高强钢焊接技能认定证书。
4.2.2 修订并落实焊接过程监控制度
为规范蜗壳焊接质量管理,施工项目部修订了《蜗壳焊接过程监控制度》,监理部同步完善了《蜗壳焊接旁站监理实施细则》,重点在定位焊接、正式焊接、焊缝清根、后热消应、探伤检测、缺陷处理等施工环节增加监理旁站点。
为有效落实蜗壳焊接过程监控制度,质量控制小组制定了《清蓄电站蜗壳焊接过程检查表》,内容涵盖焊材仓储保管及检测、设备检查维修、焊接参数监测、工序验收、质量评价等管理环节,并逐项落实到人。
为加大蜗壳焊接过程质量监控力度,按照焊接施工计划,监理和施工方各自指派1名专业人员跟班监控施工质量,并要求质检人员不得随意更换。
质量控制小组对蜗壳焊接过程监控制度的可行性及落实情况进行了效果检查,发现修订后的制度及其检查记录表格内容健全、可操作性强。现场质检人员已落实到位,并进行了跟班旁站监控,旁站记录完整、数据详实可靠。通过蜗壳焊接过程监控制度的实施,监理工程师和施工质检人员不但明确了各自的职责,同时也掌握了质量控制的内容和方法,真正落实了事前、事中、事后控制。
4.2.3 按规定及时检查维修焊接设备
按照南方电网《施工机械(具)和设备管理业务指导书》规定,督促施工项目部每月对焊接设备进行2次检查维修,及时更换故障设备。
在后续3台机组蜗壳施工期间,电焊机、烘箱和保温筒等设备运行正常,相关检查记录表格归档及时,确保了焊条烘焙及保温满足要求和正常生产。
4.2.4 清根方式由风铲改为碳弧气刨
采用碳弧气刨代替风铲清根,清根后人工打磨渗碳层和刨槽表面缺陷。清根工作由通过岗前培训考试合格的焊工进行,首先在清根前检测焊缝温度,低于80℃时需对焊缝重新预热;再将清根侧的焊缝表层清除;然后用砂轮人工打磨修整刨槽,磨除渗碳层和氧化物、凹坑、气孔等表面缺陷;最后采用渗透探伤检查,确认刨槽无缺陷。
经过检查,后续机组蜗壳焊缝清根合格率全部达到了100%,取得了预期效果。
4.2.5 控制焊接电流满足工艺规程要求
为确保作业人员完全掌握焊接工艺要领,施工项目部重新组织焊接工艺专项技术交底,重点讲解焊接电流的选择及其注意事项。质量控制小组成员全过程旁站监督,每隔15 min记录一次焊接电流值,施工技术人员适时调整电流大小,使其满足焊接工艺规程要求(Φ3.2焊条:平焊90~140 A,立焊80~130A,仰焊80~130A;Φ4.0焊条:平焊140~190A,立焊110~180 A,仰焊110~180 A)。
经过统计核查,2号~4号机组蜗壳焊接电流实测值全部满足工艺规程要求。
5 质量控制成果
后续3台机组蜗壳焊接完成后,按照焊接工艺规程要求,对焊缝进行了100%PT、100%UT和20% TOFD无损探伤检测。根据检测结果统计分析,其中2号~4号机组蜗壳焊缝UT探伤一次合格率分别为97.8%、99%、99.2%,与1号机组相比,每条焊缝质量有了明显的提高,均高于目标合格率,质量控制活动取得了持续改进的效果(详见表4)。
全厂4台机组的蜗壳焊缝UT探伤一次合格率平均达97.2%,焊接质量整体达到了规范优良等级标准,实现了南方电网示范工程建设目标。质量控制小组的活动成果,荣获2014年度国家工程建设优秀QC小组一等奖,被评为2014年度全国优秀质量管理小组。

表4 4台机组蜗壳焊缝超声波探伤一次合格率统计表
6 结语
目前,清蓄电站已有3台机组投产发电,机组运行平稳,各项主要技术指标均优于国内同类蓄能机组。通过蜗壳焊接质量专项控制活动,我们摸索出了一套蓄能机组蜗壳安装与焊接的施工监理工作方法,将《蜗壳焊接作业指导书》、《旁站监理实施细则》和《焊接施工过程监控制度》形成企业标准,向今后类似工程推广实施。
[1]东芝水电设备(杭州)有限公司.清远抽水蓄能电站蜗壳现场组焊要领书[Z],2012.7.
[2]Q/CSG411002-2011基建工程质量控制作业标准(WHS)[S].中国南方电网有限责任公司,2012.2.
[3]DL/T5070-2012水轮机金属蜗壳现场制造安装及焊接工艺导则[S].
[4]GB/T8564-2003水轮发电机组安装技术规范[S].
[5]DL/T5113.3-2012水电水利基本建设工程单元工程质量等级评定标准[S].
TV547.3
B
1672-5387(2016)10-0037-04
10.13599/j.cnki.11-5130.2016.10.011
2016-03-18
张广川(1979-),男,工程师,从事水工金属结构设计工作。
收稿日期:2016-06-04
作者简介:刘生国(1975-),男,高级工程师,从事水电站机电工程设计、监理工作。
