聚丙烯装置尾气回收技术措施
2016-11-16毕永红中国石油大连石化分公司有机合成厂
毕永红(中国石油大连石化分公司有机合成厂)
聚丙烯装置尾气回收技术措施
毕永红(中国石油大连石化分公司有机合成厂)
在气柜检修时为了减少丙烯损失和环境污染,通过对尾气回收流程进行适当改造,切除气柜使丙烯尾气直接进尾气压缩机升压冷凝回收,确保气柜检修期间丙烯尾气正常回收,通过技术改造、调试和运行后达到预期效果。同时,对运行中出现的压缩机换热器因粉末夹带引起换热效果差、运行超标问题进行解决,保证了改造后的尾气回收系统运行平稳,回收丙烯量较高。
气柜检修;尾气回收;流程改造;效果评价
大连石化公司合成厂是一个以聚丙烯生产为主的石油化工厂,有7×104t/a和20×104t/a聚丙烯2套装置。作为聚丙烯装置的辅助设施,丙烯回收装置用于回收聚丙烯装置排放的丙烯尾气。气柜常年运行无法检修存在钟罩内外防腐层脱落严重、积存大量聚丙烯粉堵塞压缩机入口、钟罩有泄漏点等安全隐患。在原有条件下气柜检修3个月期间,尾气回收装置需停产,丙烯尾气将以火炬方式排放。为减少丙烯损失对尾气回收系统进行改造。
1 尾气回收改造
1.1改造前的尾气回收工艺
聚丙烯装置的丙烯尾气,均排入气柜中,经缓冲(V501)和过滤(气柜出口及压缩机入口)后进入压缩机,经三级压缩压力达到1.85±0.20 MPa,进入冷凝器冷凝成为液相丙烯丙烷,进入丙烯回收罐V304定压为1.75±0.25 MPa,气相去膜分离处理再回收,液相装入回收丙烯贮罐V626、V627、V628中。
1.2尾气回收改造工艺技术方案
切除气柜,尾气直接进压缩机,在气柜入口线阀前增设跨线,经原有的V624、V625(闲置利旧罐)缓冲后,并入原压缩机入口缓冲罐V501入口管道。实现尾气不经过气柜直接进压缩机进行回收。增大尾气缓冲空间,利用闲置的2个150 m3丙烯储罐V624、V625作为缓冲罐。可以稳定压缩机进口压力,增大尾气中聚丙烯粉末的沉降空间,减少聚丙烯粉末进入压缩机。尾气压缩机入口压力控制是改造的关键:
1)在压缩机入口缓冲罐V501上增设压力变送器,把原有气柜入口电动阀组开关与气柜高度的联锁保护改为电动阀组开关与V501压力联锁。
2)在压缩机入口缓冲罐前设置定压调节阀,压缩机三级出口部分尾气循环到压缩机入口缓冲罐,确保压缩机不抽负压。
3)设置压缩机入口压力高低限联锁。V501压力在0.004~0.007 MPa正常运行,排气柜阀打开、排火炬阀关闭、循环调节阀关闭。
2 改造后运行及效果
2.1尾气回收改造后的运行
为了保证改造后的尾气回收系统平稳运行,制定以下运行和操作原则:
1)尾气压缩机单机运行,保持压缩机1开1备。罐区尾气压缩机原设计要求入口压力为稳压,压力为0.004 MPa。流程改造后压缩机的入口工况发生较大变化,为保护尾气压缩机设备安全,设置了压缩机入口高、低压联锁保护开关。
2)加强聚丙烯装置尾气排放控制。由于尾气排放影响到尾气压缩机入口压力,入口压力过高、过低都会造成压缩机联锁停机,不但损坏设备,而且火炬控制难度加大。
3)改造后,压缩机切换操作、过滤器的清理、尾气压缩机连锁后的恢复操作与原有操作相比变化很大,我们根据设计条件和现场实际运行情况,制定了详细的操作规程和操作卡。
尾气压缩机单机运行,入口压力不稳定联锁停机时启动备机。尾气压缩机运行数据见表1。
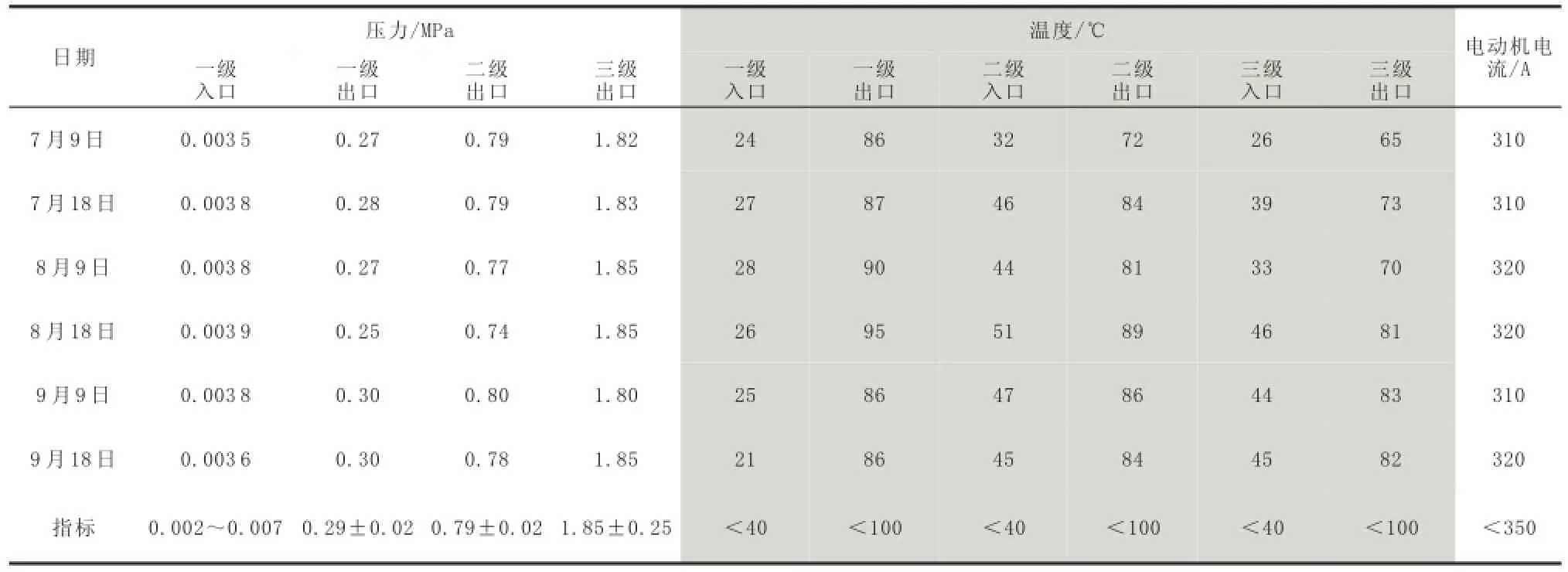
表1 尾气压缩机运行数据
由表1可知:
1)尾气压缩机入口压力、各级出口压力、各级出口温度、电动机电流控制在指标范围内,而且运行平稳。
2)尾气压缩机二级、三级入口温度指标小于40℃[1],实际运行中均出现超标情况,其中二级入口温度超标幅度较大,最高达到51℃。
存在粉料夹带的问题,尾气压缩机二级、三级入口温度超标原因是尾气中的聚丙烯粉末附着在一级、二级冷却器列管壁上,造成冷却器换热效果下降。
所以,加密气柜出口过滤网,由原来的1层40目网加密到2层120目网;定期清理压缩机入口过滤网;定期清理尾气压缩机一级、二级冷却器。
2.2改造后的尾气回收效果
2012年6月25日—9月25日气柜检修期间回收丙烯(Q1)3 213.46 t。3个月分别回收996.3 t、1 141.29 t、1 075.87 t。
1)理论回收率。尾气分析数据:C3H6为88.94%、C3H8为2.06%,尾气压缩机吸气量为1080 m3/h。
尾气组成中有机蒸气(C3H6和C3H8)含量为91%;尾气压缩机入口平均压力0.037 kg/cm2,平均温度25.6℃;其中的C3H6分压0.033 kg/cm2,C3H8的分压0.001 kg/cm2;尾气中有机蒸气(C3H6和C3H8)流量982.8 m3/h;尾气压缩机入口有机蒸气C3H6和C3H8密度分别为1.75 kg/cm2,1.778 kg/cm2。理论回收量3843 t,回收率83.62%。
2)回收效果。尾气回收在正常生产条件下采用升压冷凝回收率可达到90%,改造后回收率为83.62%,比正常低6.38%,当7×104t/a聚丙烯、20×104t/a聚丙烯尾气排放量不稳定,少量尾气转排火炬;为防止压缩机抽负压,压缩机出口部分尾气始终在打循环。
3)尾气回收改造效益分析。在气柜检修期间共回收丙烯尾气3 213.46 t,按照回收丙烯单价7000元/t计算,该项目投资80万元,直接经济效益2169万元。
3 结论
通过对尾气回收系统的工艺改造,解决了气柜检修期间聚丙烯装置尾气回收问题,避免了丙烯资源的浪费和由此而带来的环境污染问题。尾气压缩机和尾气回收系统总体运行平稳、安全。从改造的经济效果来看,创造了直接经济效益2169万元。
[1]管国锋,赵汝薄.化工原理[M].2版.北京:化学工业出版社,2003:8-9.
10.3969/j.issn.2095-1493.2016.07.001
2015-11-06
(编辑王古月)
毕永红,工程师,1992年毕业于中国纺织大学(环境工程专业),从事炼油化工工艺技术管理工作,E-mail:biyh_dl@petrochina.com. cn,地址:辽宁省大连市甘井子区山中街231#大连石化公司有机合成厂,116031。
