德国克劳斯—马菲离心机的维护与实践
2016-11-16陈士杰
陈士杰
(江西铜业集团公司 贵溪冶炼厂,江西 贵溪 335424)
德国克劳斯—马菲离心机的维护与实践
陈士杰
(江西铜业集团公司 贵溪冶炼厂,江西 贵溪 335424)
介绍了贵溪冶炼厂硫酸车间,(KMPT)VZU160/5G石膏离心机的结构、特点和使用情况。总结了运行中出现的一般故障,提出解决办法和改进措施。通过对离心机给液阀和刮刀驱动的改进,不仅有效地减少了故障的发生,设备台效也得到了一定程度的提升。
离心机;结构特点;工作原理;故障;改进
1 引言
贵冶硫酸车间既是生产车间,又是全厂的环保车间。负责冶炼烟气制酸、白砷制取、尾气脱硫及全厂废酸、废水的处理和排放。其中,石膏反应工序是废酸处理的关键步骤,其产物石膏是通过离心机分离出来的。新三十万吨铜冶炼工程的投入,产能的不断扩大,废酸处理量也相应增加,原有的4台离心机(日本)处理能力难以满足生产需求,所以,引进2台德国克劳斯-马菲离心机,投入使用后,小故障频发,设备运行效率没有达到预期要求,严重影响生产。因此,唯一的方法就是控制故障的发生率,充分挖掘设备的潜能,提高它们的效率。
2 离心机结构特点及工作原理
2.1 结构特点
见图1,离心机由机械系统和电控系统组成。机械系统包括内外筒体、转鼓、滤网、给液控制器、刮刀及管线阀门等。电控系统包括变频电机、变频器、制动单元、PLC、人机界面(触摸屏)及其它电气元件。离心机采用侧边给液,有上、下给液口,相比老式离心机单管顶部给液,效率更高。为确保给液量,配置了给液控制器,当给液控制器检测到石膏,厚度达到设定值时,立即停止给液,以避免给料过多,损坏其他零部件。出料方式为气缸推动刮刀,直接刮料,相比传统离心机的旋转刮料模式,耗时更短。

图1 离心机结构示意图
2.2 工作原理
离心分离机类似于我们生活中的洗衣机甩干桶,它由一个绕本身轴线高速旋转的圆筒,称为转鼓,表面装有滤网或滤布,当混合液加入转鼓后,被迅速带动与转鼓同速旋转,在离心力作用下,液体透过滤网被甩出,形成滤液,固体颗粒则被截留在滤网上,形成滤渣,再由刮刀将其刮落,从而实现液-固分离。通常情况下,转鼓转速越高,分离效果越好。
2.3 新老离心机容积对比
图2为新老离心机容积对照图。
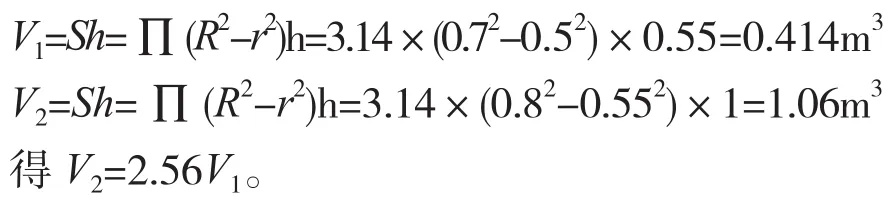

图2 新老离心机容积对照图
3 常见故障分析与处理
离心机的故障形式大致可分为三种[1],机械故障、电气故障和工艺故障。而机械故障和电气故障发生率较高,如震动,加料阀动作异常,刮刀的工作位置不正确,引起报警等。
3.1 异常震动
异常震动的主要原因及处理方法:
(1)给液扁口堵塞,造成加料不均匀。
处理方法:清理给液扁口,同时检查给液扁口出口是否磨损,如发现磨损应及时更换或焊补。扁口出口间隙一般在8~10mm。
(2)筒体内零部件脱落或损坏,如给料控制器松动、轴承损坏,滤网破损或滤网压条松动脱落等。
处理方法:紧固给料控制器,改善控制器材质,将原有不锈钢改用为锰钢。更换滤网,紧固滤网压条。
(3) 筒体内部残渣未清洗干净。
处理方法:清理洗涤水管喷头,增加水泵压力,延长清洗时间。
3.2 刮刀“出位”和“入位”报警
刮刀由气缸推动,由初始端(出位)向末端(入位)行进,在这两端均设有限位传感器,用来控制刮刀的位置,以避免刮刀接触到转鼓或滤网。在设定时间内未能检测到刮刀时,PLC就默认刮刀未到入位报警,进入待机状态。
出位和入位报警的主要原因及处理措施:
(1)电气原因:传感器松动,检测距离过长[2];传感器损坏;数据线损坏。
处理办法:紧固传感器,调整传感器处于正常位置;更换传感器或数据线。
(2)机械原因:刮刀刀刃磨损严重,刀架变形,刮刀固定螺杆松动,气压低,刮刀气缸内漏等。
处理办法:更换刮刀,校正刀架,紧固螺栓,调节压力更换气缸密封。
(3)工艺原因:石膏浆液中含杂质(如底泥、黄泥巴、沙子等),导致石膏变硬。
处理办法:查照原因,及时调整工况。
3.3 给液阀打开或关闭报警
主要原因[3]:由于给液阀为气动蝶阀,中间是一个圆形的阀板,石膏溶液中带有杂物或溶液颗粒大时,石膏便会沉淀在阀板周围,当阀门动作时就会产生阻碍,导致报警。
处理办法:在给液阀上方管线上加一个旁路,通入压缩空气,阻止管道内的石膏溶液发生沉淀,堵塞阀门。
4 改进
4.1 给液阀改进
原有的给液阀容易磨损,使用寿命短,采购费用高。
改进措施:将气动蝶阀改为气动夹紧阀,其优点是维修方便,不易堵塞,使用周期长。
4.2 刮刀气缸改进[4]
对于新式离心机,目前刮渣时间为600s,滤网清洗时间为300s(单循环时间约1750s)残留石膏厚度为70mm,通过计算,可得出离心机实际能力:
V单循环1=Sh=∏(R2-r2)h=3.14×(0.732-0.552)×1=0.72m3
V日均1=24×3600/1750×V单=49.37×0.72=35.54m3
假设能将刮渣时间下降至400s,将残留石膏厚度下降至45mm,则滤网清洗时间可相应降低至200s,则单循环时间可下降至1450s,通过计算,可得出离心机假设能力[5]:
V单循环2=Sh=∏(R2-r2)h=3.14×(0.7552-0.552)×1=0.84m3
V日均2=24×3600/1450×V单=59.58×0.84=50.04m3
则日均能力增加:
V增=V日均2-V日均1=50.04-35.54=14.5m3
效率增加:
η增=(14.5÷50.04)×100%=28.9%
改进前,新离心机刮刀由气缸推动。由于气压不稳定,刮刀过程经常出现往复运动,造成传感器损坏。刮渣时间长,刮刀磨损严重,设备无法长周期运行等弊端。通过对比,老式离心机刮刀由液压驱动,运行平稳,耗时短,未出现过往复运动。
改进措施[6]:将新离心机刮刀气缸拆除,改用液压油缸驱动。因为液压压力大且稳定,减少刮渣程序的消耗时间,刮刀移动速度可调可控,有效提高设备运行效率25% 以上。表1为改进前后参数对比。
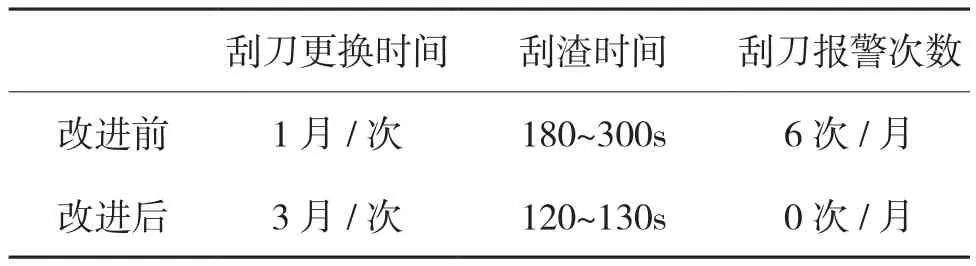
表1 改进前和改进后参数对比表
5 结论
综上所述,要提高离心机工作效率,保证设备正常运行,延长其使用寿命,正确地使用和操作是至关重要的。对于液压气动元器件要重点维护,做好运行参数、检修前后的相关信息记录,为以后的故障判断和改造,提供参考。
[1]费国辉. 固液分离工艺改进研究[J]. 工艺与装备, 2016(2):1-3.
[2]赵伟. 离心机的安全使用[J]. 科学管理, 2016(1):1-2.
[3]黄立飞. 立式与卧式刮刀离心机比较及故障与分析[J]. 企业导报,2013(1):4-6.
[4]都振峰. 离心机故障分析及管理重点[J]. 施工应用,2016(5):3-4.
[5]蔡毅卿. 轴流式止回阀动态特性的数值模拟[D]. 兰州理工大学, 2013.
[6]李运华. 机电控制[M]. 北京:北京航空航天大学出版社, 2013, 18-22.
Maintenance and Practice of German Claus Maffei Centrifuge
CHEN Shi-jie
(Guixi Smelter, Jiangxi Copper Corporation, Guixi 335424, Jiangxi, China)
In this article, the sulphuric acid plant of Guixi Smelter, the structureand its characteristics and usage of KMPT VZU160/5 g gypsum centrifuge are introduced. The common faults occurred in running period are summarized, and the solutions and improving measures are putforward. Throughimproving the hydraulic valve and scraper drive of centrifuge, not only the rate of faults occurred is reduced effectively, but also the equipment efficiency is promoted.
centrifuge;structure characteristics;working principle;fault;improvement
TQ111.1
B
1009-3842(2016)05-0074-03
2016-07-03
陈士杰(1982-),男,吉林辽源人,机械工程师,主要从事铜冶炼企业机械设备技术改造及管理。E-mail:jlhcfy@163.com