全钢内衬层防渗胶片同步热贴合改造
2016-11-15陈观贵梁卓英
陈观贵,梁卓英
(广州市华南橡胶轮胎有限公司,广东 广州 511400)
全钢内衬层防渗胶片同步热贴合改造
陈观贵,梁卓英
(广州市华南橡胶轮胎有限公司,广东 广州 511400)
我司的全钢内衬层防渗胶片采用线下冷贴合方式进行贴合,需单独生产防渗胶片,然后在独立的胶片贴合机进行贴合,生产效率低下,无法满足生产需求。对设备进行改造后,实现了内衬层和防渗胶片同步生产在线热贴合,彻底解决了线下冷贴合的弊端。
冷贴合;热贴合;切胶装置;导出装置;贴合辊筒
我司采用四辊压延法生产全钢内衬层,生产线如图1所示,由四辊压延主机和辅线组成,由四辊压延主机将胶料压延成胶片,通过主机的切胶装置将胶片切开,然后进入贴合装置压合,压合后的胶片经过接取皮带进入冷却装置,冷却后的胶片分别经过表面卷取段、储料架、对中装置,最后卷取装置收取。

图1 内衬层生产线
1 改造前的现状
随着轮胎工艺的不断改进,需在内衬层上贴两条宽度50~80 mm的防渗胶片,我司采用线下冷贴合防渗胶片,利用独立的胶片贴合机(见图2)将内衬层生产线生产出的内衬层再次导开,然后将事先生产的防渗胶片贴在内衬层上,贴合完后再通过卷取装置收取。这种线下贴合方法主要有如下弊端:
(1)由于涉及到较多的中间工序,生产效率较低,随着公司产能的提升及工艺的发展,胶片贴合机的产能已经无法满足生产的需求;
(2)线下贴合对内衬层质量有较大的影响,需将已经收取的内衬层再次导开,然后再收取,容易造成内衬层的拉伸,同时线下贴合的防渗胶片容易出现气泡而且胶片的接头较多,对产品质量的控制不利;
(3)线下贴合的成本较高,首先防渗胶片需用内衬层生产线单独压延生产后再用胶片纵裁机进行分切,同时防渗胶片需覆盖隔离膜,每年大约需耗费8 t左右的隔离膜;同时需安排4个操作工进行操作胶片贴合机,耗费大量的人力物力。
鉴于以上的原因,对内衬层防渗胶片贴合方法的改进就很有必要了。

图2 胶片贴合机
2 改造方案的确定
针对线下冷贴合防渗胶片的弊端,改造的方向定为在内衬层生产线线上同步贴合防渗胶片,这样无论是生产效率还是人工成本方面都会有较大的改善。线上同步贴合防渗胶片有冷贴合和热贴合两种方案,线上冷贴合其实跟现有的冷贴合方法相差不大,线上冷贴合减少了重新导开内衬层这一步,生产效率提升了,但还是无法消除冷贴合的弊端,所以改造方向定为线上同步热贴合防渗胶片。
线上同步热贴合有两种方案,方案一为增加两台Φ90挤出机生产防渗胶片,然后将防渗胶片导进生产线,跟内衬层进行热贴合;方案二为利用压延机主辊上的余胶分切成所需的防渗胶片,胶片和内衬层同步热贴合。方案一为比较成熟的方案,但施工难度大周期也长并且投入较大占用场地也大,方案二则较为简单,投入也少,相比之下方案二更有优势,所以最终决定采用方案二。
方案二需解决三个问题:①怎样将压延主辊上的余胶分切成所需尺寸的防渗胶片;②怎样将分切好的防渗胶片从压延主辊上导出;③防渗胶片如何跟内衬层进行贴合。
3 改造方案实施
3.1防渗胶片的分切
通过现场设备结构的分析,决定在压延3#主辊上进行分切防渗胶片,可通过对3#主辊的切胶装置进行改造,实现在分切内衬层的同时将辊筒上多余的胶料分切成防渗胶片。改造前切胶装置如图3所示,利用左、右切刀将胶片从3#主辊切下,左、右切刀之间的胶片就是所生产的内衬层,其余胶片则作为多余的胶料返回压延主辊。如需在切取内衬层的同时在余胶上切取防渗胶片,则可在刀座上增加一把切刀,如图4所示,两把刀之间切出的胶片就是所需的防渗胶片,两把刀的距离可手动调整,可适应不同宽度防渗胶片的生产。

图3 改造前切胶装置

图4 改造后的刀座
改造后的切胶装置如图5所示,四把切刀一齐切取胶片,左切刀2和右切刀1之间的胶片为内衬层,左切刀1和左切刀2之间的胶片、右切刀1和右切刀2之间的胶片则为防渗胶片,实现了在3#主辊上同时切取内衬层及两条防渗胶片。

图5 改造后的切胶装置
3.2防渗胶片的导出
防渗胶片最终需导出到3#主辊下方的接取皮带上,所以必须在3#主辊下方增加一套导出装置,如图6所示,导出装置主要由左右导开装置和调整丝杆组成,导开装置由上、中、下三条导辊(见图6的4~9)组成,其中上、中导辊可以调整角度,用于适应不同规格防渗胶片的生产,下辊则水平固定安装,为防渗胶片贴合做好准备。导辊采用鼓型结构,见图7,可以对防渗胶片起到定中纠偏作用。导出装置的工作流程为:左侧的防渗胶片先经过导辊4接取,然后经过导辊5作适当调整,在经过导辊6完成导出过程,右侧的防渗胶片同样原理。调整丝杆可调整左右导开装置的距离,达到调整左右两条防渗胶片间距的目的,适应生产不同规格内衬层的要求。

图6 防渗胶片导出装置
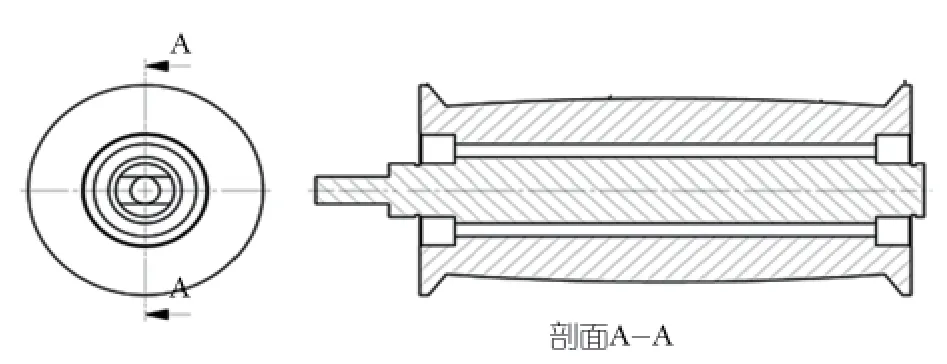
图7 鼓型导辊
3.3防渗胶片的贴合
改造后的内衬层和防渗胶片同步热合流程如图8所示,切胶装置切取的两条防渗胶片经过导出装置导出后,绕过贴合辊筒进入接取皮带,同时压延主辊压延出的内衬层在设备原有的导出装置导出后也需绕过贴合辊筒进入接取皮带,这样防渗胶片和内衬层就在贴合辊筒处实现贴合,贴合后进入接取皮带经过冷却后最后卷取收取。

图8 改造后示意图
4 改造后的效果
改造后生产线实现了内衬层防渗胶片在线同步热贴合功能,彻底消除了原来线下冷贴防渗胶片的弊端。
(1)防渗胶片同步热贴合充分利用了设备的现有资源,实现防渗胶片与内衬层同步生产,消除了单独生产防渗胶片的环节,彻底解决了原有线下冷贴合产能不足的问题;同时由于操作简单方便,不需增加人手单独操作,对生产线的生产效率没有任何影响。
(2)同步热贴合消除了线下冷贴合防渗胶片接头问题及贴合后存有气泡问题,也不存在卷取后再次导开的问题,对产品的质量有了很大的改善。
(3)淘汰落后的线下冷贴合生产方式,消除了大量的中间环节,节省了大量的人力物力,为公司创造了利益。淘汰了一台胶片贴合机,实现了减员4名,同时内衬层生产线及胶片纵裁机无需再单独生产防渗胶片,不但可以释放出内衬层生产线及胶片纵裁机的产能,同时每年可节省电耗约40万kw.h。单独生产的防渗胶片需覆盖隔离膜,每年需消耗隔离膜约8 t,同步热贴合不需用到隔离膜,这样每年可节省8 t隔离膜。
(R-01)
2016年“TTA新技术产品发布会”圆满成功
随着第七届广饶展会掀起的热潮,同期,2016年5月15日上午,“TTA新技术产品发布会”在广饶会展中心顺利召开!参见图1。

图1 TTA新技术产品发布会开幕式
本次发布会有幸邀请了山东橡胶协会会长张洪民先生,中国橡胶协会材料分会秘书长侯凤霞女士,青岛科技大学机电学院教授曾庆奎先生,山东丰源轮胎总经理王中江先生,总工程师罗吉良先生等。以及轮胎业内各方面专家200余位。
山东省橡胶协会会长张洪民先生发表了热情洋溢的致辞,并对TTA轮胎技术的创新与发展,在山东轮胎行业起到推进性的影响给予充分的肯定和赞许,并代表山东橡胶行业协会表示与业内各企业共同努力推动橡胶行业的发展!
此次发布会,由TTA轮胎研究部经理张晓鹏重点介绍了轮胎云设计平台的开发与推广,张经理介绍说:“TTA轮胎云设计平台是德国、加拿大、中国技术人员的研发成果,采用应用虚拟化技术实现高新技术软件网络远程发布,运行设计人员通过网络远程调用平台中的软件进行轮胎新产品开发。有互联网的地方,就有TTA轮胎云设计平台!”
随后,TTA副总工程师朱家顺博士对新型橡胶混炼技术与新型过程控制技术的研发与应用做了详细介绍,朱博士说:“新型橡胶混炼技术可依据客户需求优化设备选型工艺布局,日均产能可达到40~200 t,该项技术荣获山东省自主创新奖、通过中国化工学会科技成果鉴定:国际先进水平;新型过程控制技术的研发大大提高了橡胶检测的效率与准确性,填补了国内过程控制技术的空白。
最后,TTA总经理李红卫博士对莅临现场的嘉宾表示衷心的感谢!TTA发展7年离不开客户的支持,TTA将会继续努力,充分发挥国际先进技术的优势,为行业带来更多新技术、新产品,不辜负新老客户的信任。
会后, 为答谢各界人士的到来与积极参于,TTA准备了神秘抽奖活动与丰厚的奖品。
通过本次发布会的成功发布,TTA轮胎技术国际先进水平再次得到了认可, TTA也将全力为轮胎业的发展做贡献,与业界同行并肩作战,共同努力!
(R-01)
Ienovation of synchronous hot applied for all steel lining layer impervious rubber sheet
Ienovation of synchronous hot applied for all steel lining layer impervious rubber sheet
Chen Guangui,Liang Zhuoying
(Guangzhou South China Rubber Tyre Co., Ltd., Guangzhou 511400, Guangdong ,China)
All the steel lining layer of anti-seepage sheet used offline cold joint manner in the past, effi ciency is low and cannot satisfy the production requirements. After Renovation of equipment , achieved the synchronization lining layer and the anti-seepage sheet production online hot laminating, completely solve the disadvantages of the offl ine cold laminating.
cold applied; hot applied; cutting device; guiding device; laminating roller
TQ330.4
1009-797X(2016)11-00037-04
B
10.13520/j.cnki.rpte.2016.11.011
陈观贵(1984-),男,工学学士,毕业于广东省佛山科学技术学院,现为生产设备部部件工区主管,从事部件工区的橡胶机械维修工作十多年。
2016-03-09
