静水压试验对X80M钢级螺旋缝埋弧焊管性能的影响
2016-11-10王丽丽顾志乾
王丽丽,顾志乾
(山东胜利钢管有限公司,山东淄博255082)
静水压试验对X80M钢级螺旋缝埋弧焊管性能的影响
王丽丽,顾志乾
(山东胜利钢管有限公司,山东淄博255082)
分析了X80M钢级Φ1 219 mm×18.4 mm螺旋缝埋弧焊管在静水压试验前后拉伸性能、导向弯曲、残余应力、管径等的变化情况。结果表明:与在静水压试验前相比,焊管经过静水压试验后屈服强度、屈强比、最大力总延伸率变化明显,屈服强度升高10.9%,屈强比升高10%,最大力总延伸率降低10.8%,抗拉强度变化较小,仅升高1.1%。分析X80M钢级成品焊管性能时,建议在静水压试验后截取试样。
螺旋缝埋弧焊管;管线钢;X80M;静水压试验;屈服强度;残余应力
在螺旋缝埋弧焊管的生产中,取样管的试验结果对整批焊管是否合格具有重要意义。在静水压试验前后取样对拉伸试验及残余应力试验有明显的影响,试验结果差异很大[1]。目前管线钢管规范及标准中并未对取样时机进行规定[2]。针对这种差异,笔者选取某公司生产的X80M钢级Φ1 219 mm×18.4 mm螺旋缝埋弧焊管,对同一炉批次、同一卷、同一工艺生产的焊管,进行了静水压试验前后性能变化对比试验研究,并给出了取样时机的建议。
1 试验材料
采用某钢厂生产的X80M钢级18.4 mm板厚热轧卷板,其显微组织为针状铁素体,晶粒度为13级[3-4]。X80M钢级18.4 mm板厚热轧卷板的化学成分及力学性能平均值见表1~2,板厚中心晶粒度如图1所示。
2 试验方案
试验依据Q/SHCG 24.2—2015《天然气输送管道用钢管技术条件第2部分:埋弧焊钢管》[5]的要求,分别在水压前后截取拉伸、冲击、残余应力试样。水压前后的试样取自同一焊管的同一端,A、B、C对应卷板的头部、中部、尾部。拉伸试样取自管体横向距焊缝180°处,为圆棒试样,标距内长50 mm,直径为12.7 mm,拉伸试验设备为1000HDX-G7静液式万能型材料试验机,试验方法标准为ASTM A 370—2014《钢制品力学试验的标准试验方法和定义》[6],拉伸试验测试项目包括屈服强度、抗拉强度、屈强比和最大力总延伸率。拉伸试样导向弯曲试样宽度为38.0 mm,厚度为焊管壁厚;弯轴直径为110 mm,弯曲角度为180°,试验设备为WAW-Y500微机控制电液伺服万能材料试验机,试验方法标准为ASTM A 370—2014。冲击试样取自管体横向距焊缝90°处。残余应力试样为取长度200 mm左右的管段,残余应力试验一般是在距焊缝100 mm处沿焊管纵向切开,测量管段周向、径向、轴向张开量。静水压试验压力P为:

式中S——环向应力,MPa;
PR——端面密封工作油缸内压,MPa;
AR——端面密封工作油缸横截面积,mm2;
AP——管壁横截面积,mm2;
D——钢管规定外径,mm;
t——钢管规定壁厚,mm;
AI——钢管内径横截面积,mm2。
当环向应力至少为规定最小屈服强度的95%时,该技术要求使用最小允许壁厚tmin代替规定壁厚t,由公式(1)得出,静水压试验压力为15.3 MPa。稳压时间为15 s。试验后,对水压前、后的数据进行对比分析。

表1 X80M钢级18.4 mm板厚热轧卷板的化学成分(质量分数)%
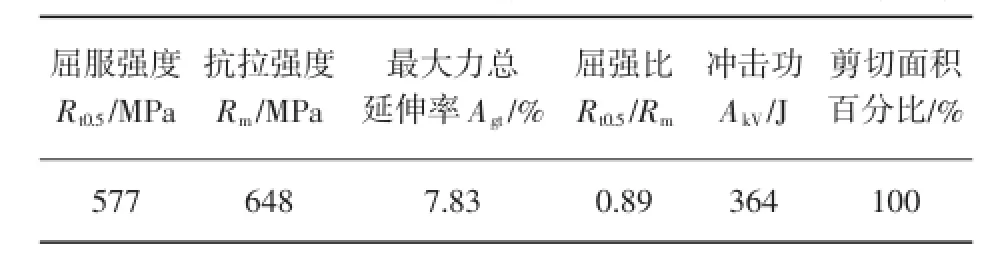
表2 X80M钢级18.4 mm板厚热轧卷板的力学性能平均值
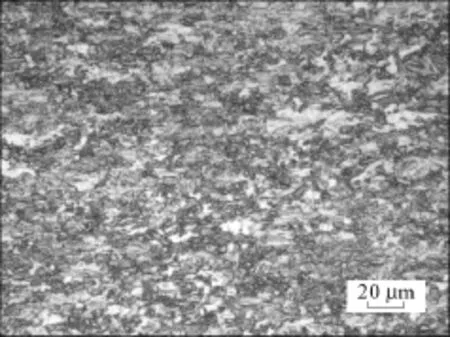
图1 X80M钢级18.4 mm板厚热轧卷板的板厚中心晶粒度
3 试验结果
3.1 拉伸试验对比
焊管在静水压试验前后的拉伸试验数据对比见表3。
3.1.1 屈服强度
与水压前相比,水压后焊管屈服强度变化明显。水压前、水压后屈服强度平均值分别为527.7 MPa、585.6 MPa。水压后较水压前屈服强度升高10.9%(57.9 MPa)。与水压前相比,水压后焊管屈服强度标准差变小,分布集中,离散性变小,屈服强度趋于均匀,并满足标准要求。
3.1.2 抗拉强度
与水压前相比,水压后焊管抗拉强度变化较小,抗拉强度略微升高。水压前、水压后抗拉强度平均值分别为655.0 MPa、662.2 MPa;水压后较水压前抗拉强度升高1.1%(7.2 MPa),焊管抗拉强度均满足标准要求。
3.1.3 屈强比
与水压前相比,水压后焊管屈强比变化明显,屈强比升高。水压前、水压后屈强比平均值分别为0.80、0.88;水压后较水压前屈强比升高10%,焊管屈强比均满足标准要求。
3.1.4 最大力总延伸率
与水压前相比,水压后焊管最大力总延伸率变化明显,最大力总延伸率降低。水压前、水压后最大力总延伸率平均值分别为7.121%、6.346%;水压后较水压前最大力总延伸率降低10.8%。
3.2 导向弯曲试验对比
焊管在静水压试验前后的导向弯曲试验结果见表4。由表4可知,水压试验前后试验结果有一定差异;水压试验后,试验结果满足标准要求。因为刚焊接完的钢管短期内存在内应力,这对试验结果有一定的影响。一般焊管在水压试验后有利于应力的释放,释放应力能减小弯曲裂纹产生的几率[7]。
3.3 残余应力试验对比
焊管在静水压试验前后的残余应力试验结果见表5。由表5可知,焊管成型后周向张开量为-80 mm,表现为负弹复;水压后周向张开量为95 mm,表现为正弹复。
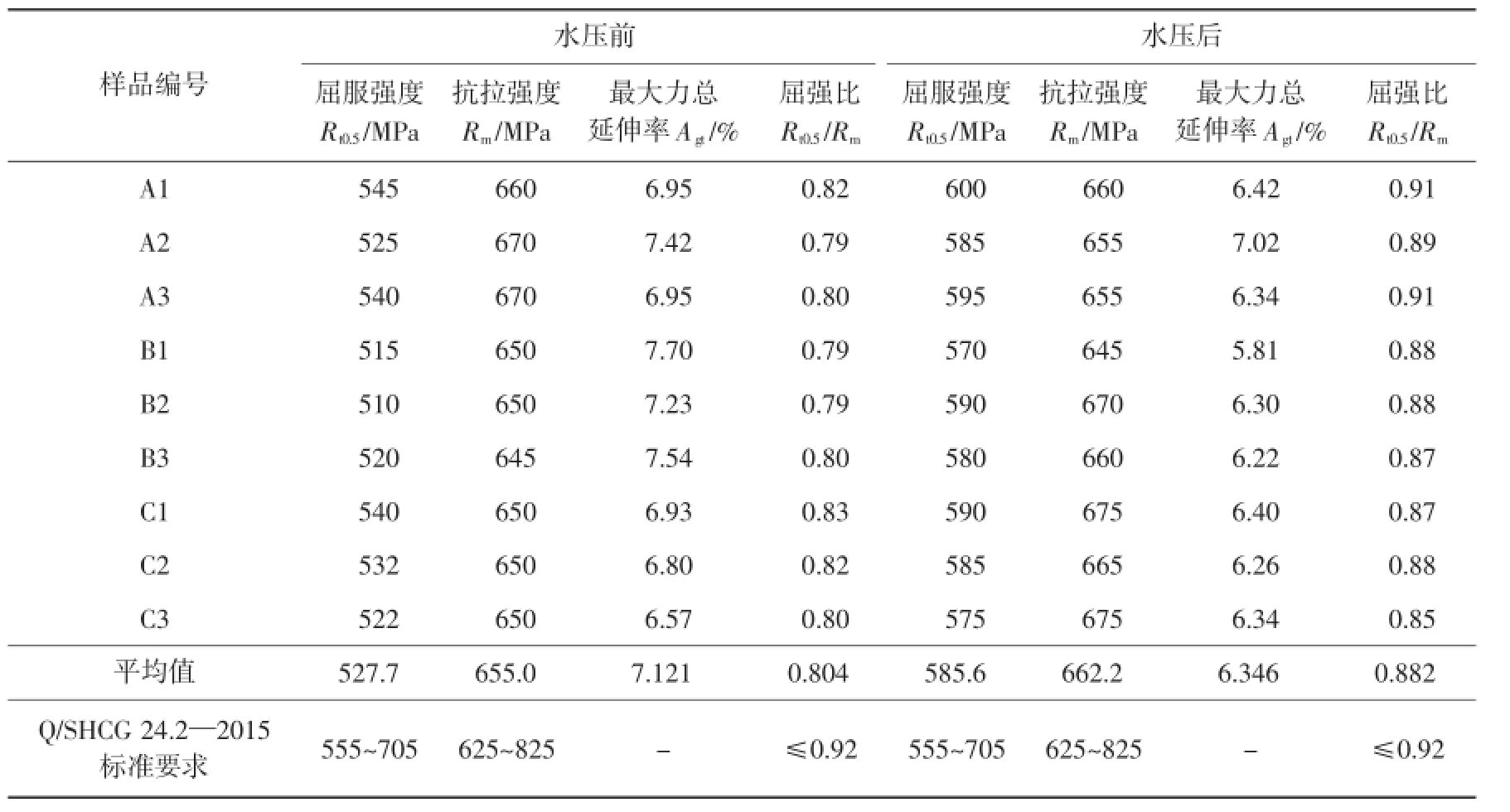
表3 焊管在静水压试验前后的拉伸试验数据对比
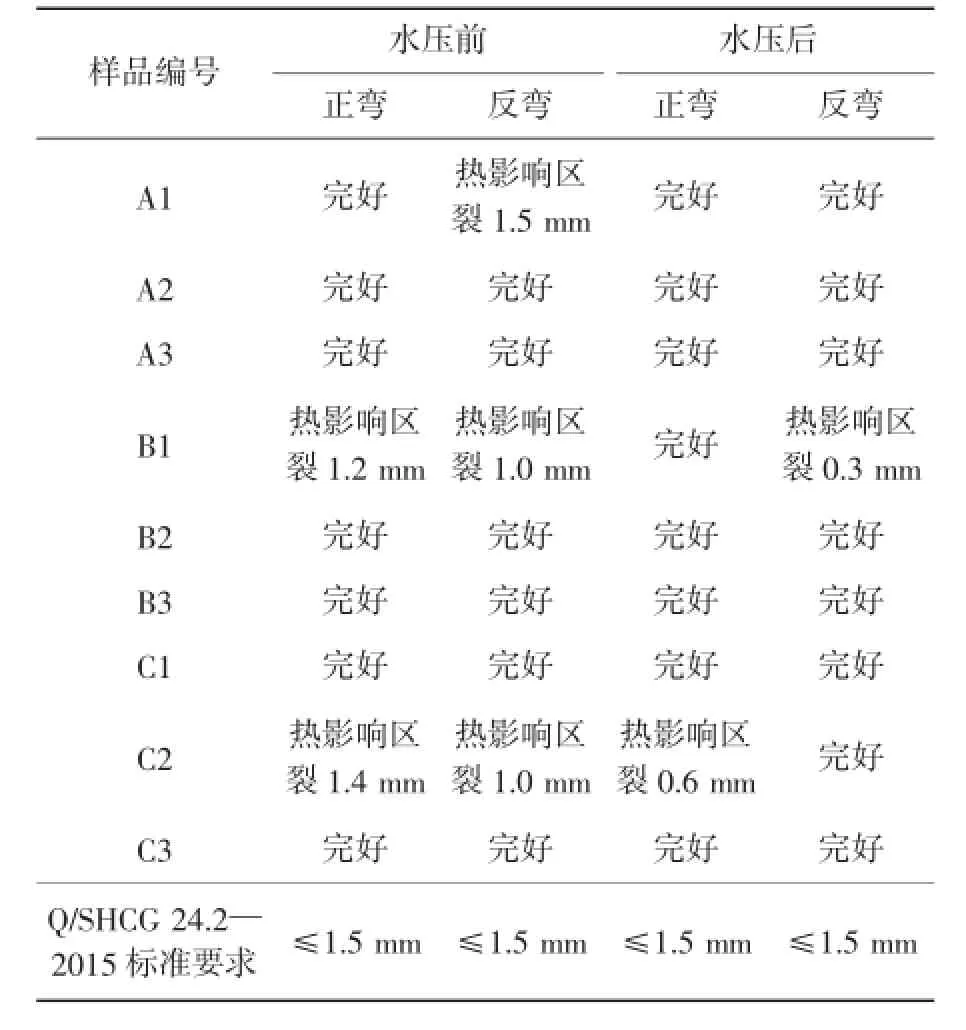
表4 焊管在静水压试验前后的导向弯曲试验结果
3.4 管径变化对比
焊管在静水压试验前后的管径变化见表6。由表6可知,静水压试验前后焊管管径有一定差异,静水压试验后,焊管周长变大,平均增长5.1 mm,变形量为0.13%,满足Q/SHCG 24.2—2015钢管周长为3 824.9~3 839.0 mm的标准要求。
3.5 椭圆度变化对比
焊管在静水压试验前后的椭圆度变化见表7。由表7可知,静水压试验前焊管椭圆度平均值为2.4 mm,静水压试验后椭圆度平均值为1.9 mm,静水压试验使焊管椭圆度变小,焊管形状更加均匀,水压前后椭圆度均满足Q/SHCG 24.2—2015规定管端≤7.3 mm、管体≤14.6 mm的标准要求。
4 结果分析及建议
4.1 静水压试验对力学性能的影响
一般影响静水压试验后管线钢性能的因素有两个:一是包申格效应,二是形变强化[8]。包申格效应是指金属材料经过预先加载产生少量塑性变形,卸载后再同向加载,规定屈服强度增加;反向加载,规定屈服强度降低[9]。形变强化是指随着塑性变形量的增加,金属流变强度也增加的现象。钢管强度是包申格效应和形变强化能力综合作用的结果。当焊管经过静水压试验后,受到包申格效应的同向加载和形变强化作用,屈服强度升高,而韧性降低[10-12]。屈强比升高,最大力总延伸率降低,使焊管整体性能更加稳定、均匀。
4.2 静水压试验对残余应力的影响
板材在出厂轧制及拆卷、矫直、铣边、成型、焊接过程中都会产生残余应力,焊管的残余应力以成型和焊接过程产生的为主。成型过程是钢带弯曲塑性变形的过程,焊管外层产生拉伸塑性变形,内层产生挤压塑性变形,而中间层则是弹性变形区,不产生塑形变形;焊接时由于热应力作用产生不均匀塑性变形,由于快速冷却产生相变作用,共同形成焊管的残余应力[13-15]。成型和焊接过程产生的是拉伸残余应力,在水压过程中,焊管受到屈服强度95%的静水压试验压力,并稳压15 s,周向拉应力加强,管体向外扩张。特别是水压试验压力接近钢材屈服强度附近时,对残余应力影响明显。
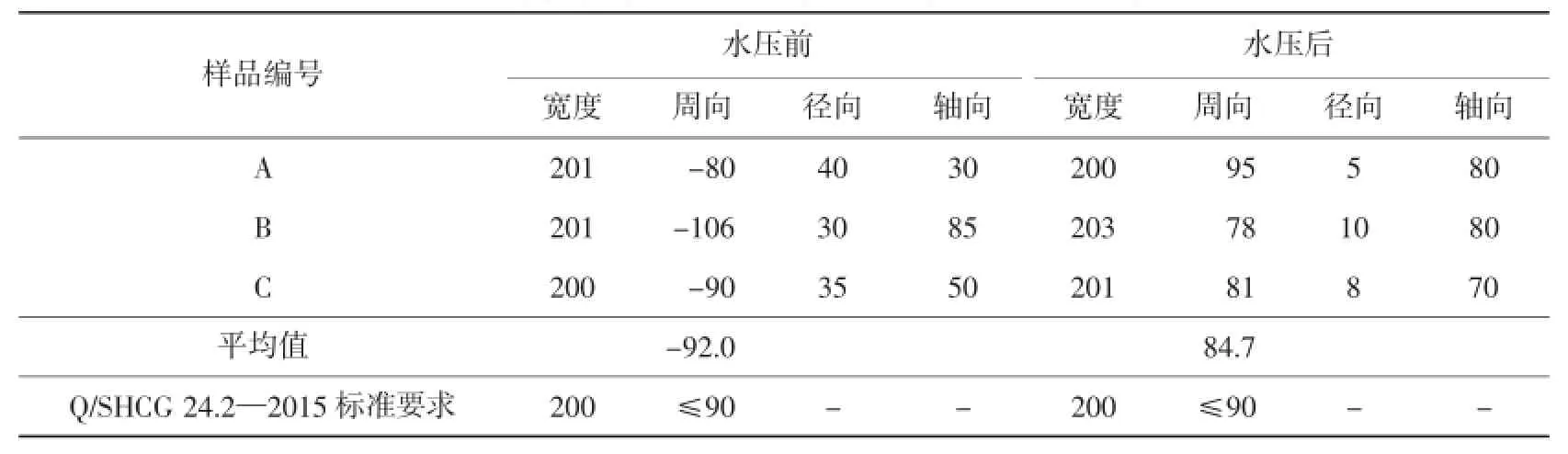
表5 焊管在静水压试验前后的残余应力试验结果mm
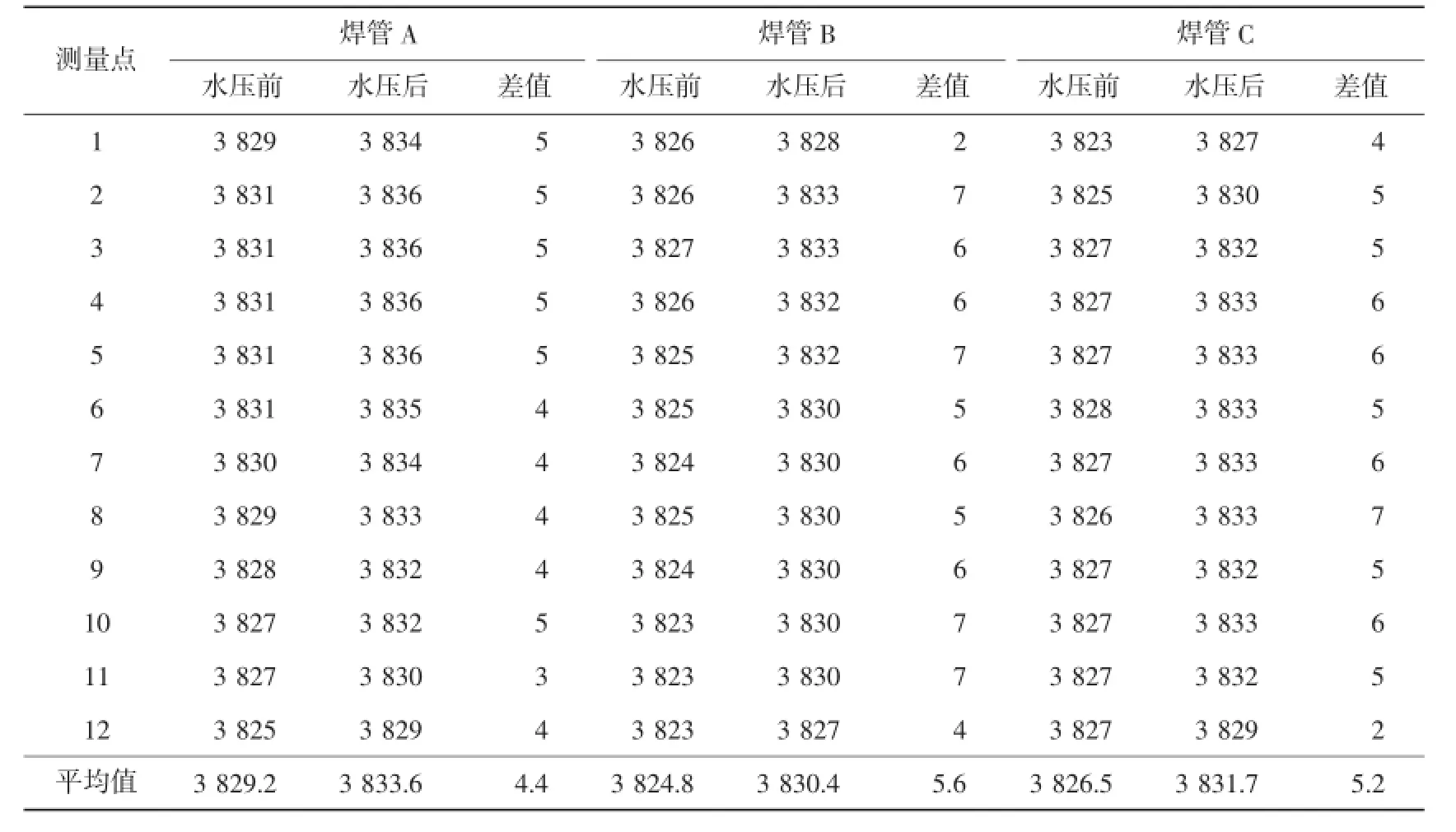
表6 焊管在静水压试验前后的管径变化mm
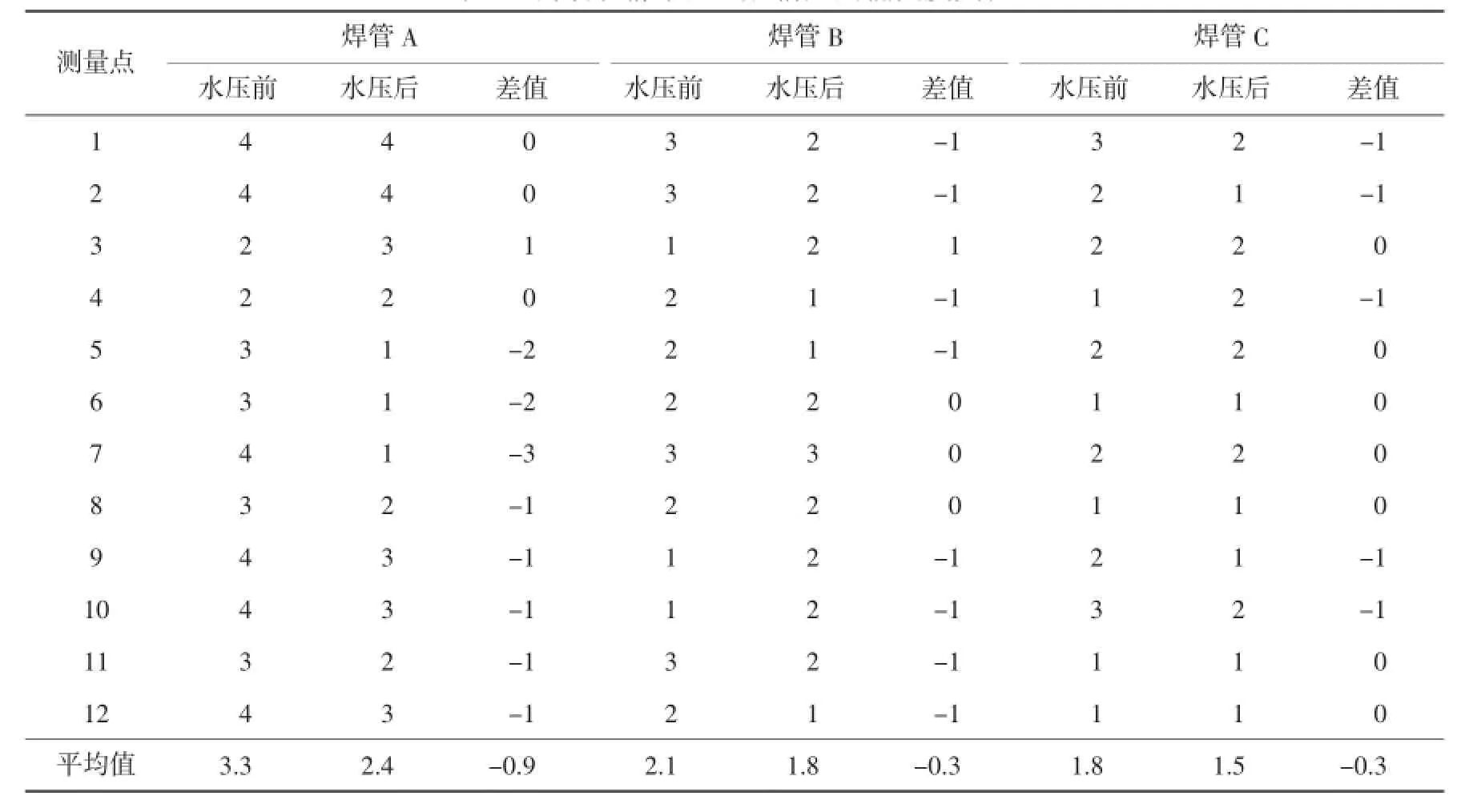
表7 焊管在静水压试验前后的椭圆度变化mm
4.3 对取样时机的建议
从试验结果可以看出,热轧卷板进场检验时的屈服强度略高于Q/SHCG 24.2—2015标准要求,成型后焊管的屈服强度却低于标准要求,但水压试验后焊管的屈服强度又高于标准要求。对此,屈服强度的试验结果就会产生争议。焊管生产检验过程的理化性能试验应模拟工况,在更加接近焊管实际使用状态下取样,这种情况下的试验结果也更具代表性,因此在水压后取样更能反映焊管的实际力学性能,同时也可以减少焊管误判而造成不必要的损失。笔者建议管线钢管规范及标准应规定取样时机,若没有规定,建议水压后取样。但目前国内各个焊管制造厂受工序条件限制,以及从提高效率、降低成本上考虑,基本都是在成型焊接后取样,在此位置取样略低于标准值的焊管,建议采取水压后重新加倍取样的方法进行复验。残余应力试验,水压前焊管表现为负弹复,即为合格;水压后表现为正弹复,可能出现不合格。为了检测成品焊管的应力分布状态,建议静水压试验后截取试样。
5 结论
(1)水压过程对焊管屈服强度、屈强比、最大力总延伸率影响明显,水压后屈服强度升高10.9%,屈强比升高10%,最大力总延伸率降低10.8%。静水压试验使焊管屈服强度、屈强比、最大力总延伸率分布集中,离散性变小,数值更加均匀,水压后焊管屈服强度满足标准要求。
(2)水压过程对焊管的抗拉强度影响不大,水压后较水压前抗拉强度升高1.1%。水压试验前后均满足Q/SHCG 24.2—2015标准要求。水压过程使焊管的内应力降低,导向弯曲试验结果更好,水压后试验结果满足Q/SHCG 24.2—2015标准要求。
(3)静水压试验对残余应力影响明显,使焊管残余应力分布转变,在焊管环向上,弹复由内弹变为外弹,残余应力分布由压应力变为拉应力。水压前后取样时机不同可能导致不同的试验结论。
(4)鉴于静水压试验对部分力学性能数据的影响,为了避免可能出现的误判,在分析X80M钢级成品焊管性能时,建议在静水压试验后截取试样。
[1]王树人,叶苏锦,王长安.X80级管线钢管屈服强度测量影响因素的分析[J].焊管,2009,32(12):16-20.
[2]API标准翻译出版委员会.API Spec 5L—2012管线钢管规范[S].45版.北京:石油工业标准化研究所,2012.
[3]冯耀荣,高惠临,霍春勇,等.管线钢显微组织的分析与鉴别[M].西安:陕西科学技术出版社,2008:35-52.
[4]国家技术监督局.GB/T 13299—1991钢的显微组织评定方法[S].北京:中国标准出版社,1991.
[5]Q/SHCG 24.2—2015天然气输送管道用钢管技术条件第2部分∶埋弧焊钢管[S].2015.
[6]ASTM A 370—2014 Standard test methods and definitions for mechanical testing of steel products[S].2014.
[7]李云龙,吴金辉,张鸿博,等.埋弧焊管导向弯曲试验的探讨[J].焊管,2012,35(1):57-59,64.
[8]吴忧,袁志善,刘志强,等.X80级管线钢管板状与圆棒试样屈服强度差异分析[J].焊管,2008,31(3):73-75.
[9]杜百平,李年,朱维斗,等.油(气)管用钢板的包辛格效应[J].机械工程材料,2006,30(2):13-15.
[10]吴金辉,李云龙,王长安,等.制管预应变对管线钢拉伸性能的影响[J].焊管,2011,34(3):33-37.
[11]高惠临.管线钢的形变强化、包申格效应与钢管强度[J].焊管,2010,33(8):5-9,13.
[12]陈小伟,张远生,王旭,等.X80钢制管前后强韧性变化规律研究[J].焊管,2013,36(2):23-28.
[13]杨树贵.关于焊接钢管残余应力的思考[J].焊管,1998,21(2):10-14.
[14]孙宏,田鹏,王晓香.X80钢级螺旋焊钢管力学性能研究[J].压力容器,2009,26(4):1-5.
[15]王自信,李忠响.X90钢级管线钢制管前后性能变化研究[J].钢管,2015,44(5):17-21.
Influence by Hydrostatic Testing on Properties of X80M SAWH Tube
WANG Lili,GU Zhiqian
(Shangdong Shengli Steel Pipe Co.,Ltd.,Zibo 255082,China)
Analyzed here in the article are diameter change,and changes of relevant properties of the Φ1 219 mm×18.4 mm X80M SAWH tube after being subjected to hydrostatic test,including tensile properties,guided bending,and residual stress,etc..The result shows that compared with correspondent before-test-data,properties of the tube after being hydrostatically tested like yield strength,yield ratio and percentage elongation at maximum force,etc are obviously changed,i.e.,yield strength is increased by 10.9%,and yield ratio by 10%,and percentage elongation at maximum force is decreased by 10.8%,whereas the tensile strength changes a little,just going up by 1.1%.Accordingly it is proposed that tube sampling be conducted after the hydrostatic test to analyze welding performance of the finished X80M tube.
SAWH tube;linepipe-purposed steel;X80M;hydrostatic testing;yield strength;residual stress
TG115.5
B
1001-2311(2016)04-0066-05
2015-12-20;修定日期:2016-07-07)
王丽丽(1986-),女,助理工程师,技术员,主要从事螺旋缝埋弧焊管质量检测工作。
