发动机缸盖罩壳注塑模调试对策的分析与应用*
2016-11-05刘金铁罗继刚
刘金铁,罗继刚
(1.武汉软件工程职业学院机械工程学院,武汉 430205; 2.武汉汽车齿轮厂,武汉 430050)
发动机缸盖罩壳注塑模调试对策的分析与应用*
刘金铁1,罗继刚2
(1.武汉软件工程职业学院机械工程学院,武汉 430205; 2.武汉汽车齿轮厂,武汉 430050)
为了提高注塑模具修正与调试效率,扩大调试工艺方案的使用范围,结合工程实际经验建立了层次分析法,使用专用夹具对塑料件的重要尺寸进行测量并分析,缩短了模具的生产周期,强化了注塑模具设计过程中修正对策的快速响应效率。
缸盖罩壳;注塑模;调试修正;测量分析
现在越来越多的汽车金属零部件已经逐渐被高性能新型工程塑料替代,这样不仅降低了汽车零部件和整机的质量,也在发动机的节能和降低油耗等方面发挥了较大的作用[1-2]。工程塑料的应用使得汽车兼具良好的动力性与燃油经济性,研发轻质高性能的新型材料来代替部分金属部件已成为实现汽车轻量化的一项重要途径[3-5]。汽车发动机缸盖罩壳包含了凸轮轴相位传感器、油气分离器和各种线束的固定装置,结构相对复杂,若要实现集成设计,往往需要一些后续加工才能够满足精度的要求,这对铝制缸盖罩壳难以实现,然而塑料缸盖罩壳具备较好的适用性,注塑出来的罩壳无需进行后期的处理和加工,在实现轻量化的同时还降低了生产费用,并满足了高精度和结构强度要求[6]。注塑模内部凹凸不平,塑料件成型的方式多变,所以很难保证注塑模具的制造一次性成功,因此要根据罩壳的技术要求对注塑模进行修正和调试[7-8]。以科学合理的调试方案来提高模具的成型质量成为了塑料件成型之前的核心工作,许多工程设计和研究人员都有着丰富的经验,但缺乏统一的调试和修正标准。为加强调试工艺方案的使用范围,结合工程实际经验,特建立了层次分析调试法,并对汽车发动机缸盖罩壳典型部位进行了测量调试分析,以期在模具优化设计的过程中根据特定的情况快速建立调试的响应对策。
1 塑料缸盖罩壳实体
缸盖罩壳是汽车发动机上的重要零部件,而且结构复杂,它需要承受发动机在运行过程中的恶劣环境条件。塑料缸盖罩壳集成了油雾分离装置和曲轴箱通风系统,需要具有良好的密封性和可制造性。由于汽车发动机缸盖罩壳是一种结构较大的塑料件,并且有许多的大平面,而这种大平面是有效的噪声辐射源,因此在设计时需要避免此缺点。塑料缸盖罩壳选用尼龙(PA)66/玻璃纤维(GF)复合材料,该复合材料优异的耐热性和力学性能有利于承受较大载荷,其性能在190℃环境中可保持长期稳定,而且在复合材料热老化后仍具有高寿命周期,这些特点使该复合材料可以很好地适应发动机周围高温、振动、高负荷的严苛工作环境。根据汽车发动机缸盖罩壳的使用环境和工况要求,结合发动机缸盖罩壳苛刻的公差标准,塑料件外形图如图1所示。长475.9 mm,宽242.6 mm,高89.4 mm,塑料件的体积为792 cm3,属于长形件。塑料件中间有个火花塞孔,位置度要求为0.5 mm,罩壳周圈和中间4个火花塞孔排布密封圈槽,密封圈槽轮廓度要求1.0 mm,同时平面度要求装夹状态时在0.5 mm以内,塑料件的周圈和中间还排布15个螺栓孔,螺栓孔的位置要求1.0 mm以内。为了进一步降低罩壳质量,降低原材料成本,结构主体采用2 mm壁厚设计。

图1 塑料缸盖罩壳
2 注塑模调试方案与缺陷位置层次分析
模具在设计与加工时可能会存在误差,这样就会导致注塑模具内部结构不合理以及存在缺陷等问题,所以提高模具的生产能力和适应能力必须要经过试模这一环节,试模可以根据罩壳的质量找出模具存在的问题并修正模具和优化模具[9]。由于汽车发动机缸盖罩壳注塑模零部件繁多,型腔尺寸多变,所以可以将模具调试的工艺方案分解成:调试问题、误差原因、调试方法和辅助方式。调试问题需要在试模结束后对模具或塑料件缺陷位置进行标定,并阐述问题的重要性等,此时也可以在模具图纸上对工艺位置进行标明叙述;误差原因的记载为进一步的解决问题提供了可能性;解决方法的内容包括针对具体零部件的工艺方法和调试参数;辅助信息的内容包含模具的几何结构和公差级数等对调试方案的影响因素[10-11]。根据方案特征层的表述内容,可以将这4大要素更加具体化,这样有利于调试方案的规范化,提高工作的响应效率,如图2所示模具调试方案层次分析。
在调试的过程中除了要注意调试的方案以外,还需要对实际生产过程中存在的问题进行工况分析。为了更加精准的进行点对点的调试工作,笔者根据注塑模具的实际使用情况进行了数理统计,并根据修模难易程度将问题进行了分类。图3为注塑模具问题分层。对存在问题的分类,在第一层中塑料件的位置和流道的位置成为分析的主要工作,其次就是随着具体的成型方案进行展开。如果缺陷位置在试模的塑料件上,排除表面位置的缺陷后对特定位置进行考虑,进一步对纹路处、动作位、特征位置等进行判别,最后再判断缺陷出现的详细部位,如螺纹位、孔位、柱位等,这样随着判别记载层次的深人,问题位置特征就被明确描述了,使得解决方法的针对性更强、效率更高。以此类推,工程人员和研究人员的修模任务可以按照此规则进行分析研究。

图2 模具调试方案层次分析
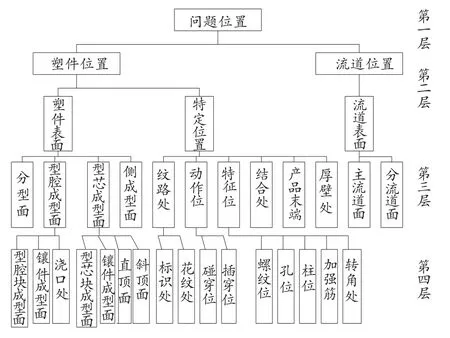
图3 注塑模具问题分层
3 塑料缸盖罩壳尺寸测量夹具
汽车发动机缸盖罩壳的塑料件是一个多维的几何结构件,必须使用专门的工装夹具才能完成测量工作,图4为缸盖检测夹具。检测复杂工件的专用夹具主要包括基座、支撑机构、限位机构、锁紧机构、测量机构以及其它辅助机构。该夹具的主要功能就是能够对复杂几何结构件进行几何测量,但在工程应用中除了发挥它的测量作用以外,更大的是能够将测得的数据进行分析,从而对模具的成型部件进行优化和改进。因为被测量件几何复杂,所以夹具的测量精度必须要保证,测量汽车零件的量具和夹具误差都需要控制在15%以内,只有这样才能更加精确地完成对模具的修复工作。
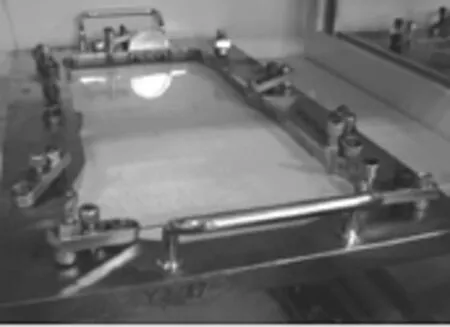
图4 缸盖检测夹具
为了满足设计需求,该汽车缸盖的夹具有如下几个特点:该检测夹具与一般的量具使用没有太大差别,工程人员通过便携式检测装置就可以精确地完成对缸盖的测量工作;该夹具设计全面,能够满足工程应用,并能够对缸盖内部的任何孔洞和曲面位置进行测量,并不造成对罩壳的损伤;能够完成零件与夹具之间的合理性配合,在不影响测量结果的前提下完成配合与装夹,图5示出罩壳压紧状态的测量夹具。

图5 罩壳压紧状态的测量夹具
4 塑料缸盖罩壳典型部位修正与调试
由于模具的偏差可能会导致制品产生不同类型的凹凸边、特别是有的地方产生气泡,更严重的是产生尺寸的变化,这些缺陷主要还是与模具的设计有关,也有可能受工程人员的操作技术和环境条件所限制。在注塑的过程中,模具的精度一次难以达到,可能会存在各种各样的缺陷,所以在试模后一般都会根据制品的偏差对模具的关键位置或者是关键点进行加工修正,从而满足产品的设计要求[12-14]。应用模具调试方案层次法对模具缺陷和问题部位进行分析并做好记录,根据测量结果找出特征位置后调试修正。
4.1孔位置度测量与分析
螺纹副连接是汽车、内燃机、压缩机等众多机械行业装配作业所广泛采用的一种方法,为确保装配的质量,必须对螺纹孔位置度和平面度进行控制[15]。图6为塑料缸盖罩壳内螺纹孔和火花塞孔的位置分布图。编号1~15为塑料缸盖罩壳上用于锁紧的螺纹孔,SP1~SP4为火花塞孔,根据工艺要求,螺纹孔的位置要求在1.0 mm以内,火花塞孔位置要求在0.5 mm以内。由于塑料件上螺纹孔较多,所以选择了较为典型的几种误差情况,图7为部分标记孔的位置偏差分析,图中还显示了各测量孔测量值与基准的相对偏差,其中菱形表示塑料件在自由状态下的测量结果,方框表示在装夹状态下的测量结果,圆点表示基准孔。对每一位置进行两次测量,结果取平均值,孔1需要向Y轴方向移动0.5 mm;孔2需要向X轴方向移动0.3 mm;孔6需要向X轴方向移动0.4 mm、向Y轴方向移动0.5 mm;孔13位置尺寸无需调试。图8为火花塞孔的SP1号孔、SP2号孔、SP3号孔、SP4号孔的偏差均在允许范围之内,其余孔位皆须要进行适当的调整。
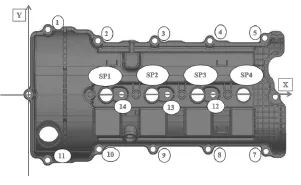
图6 螺纹安装孔的位置
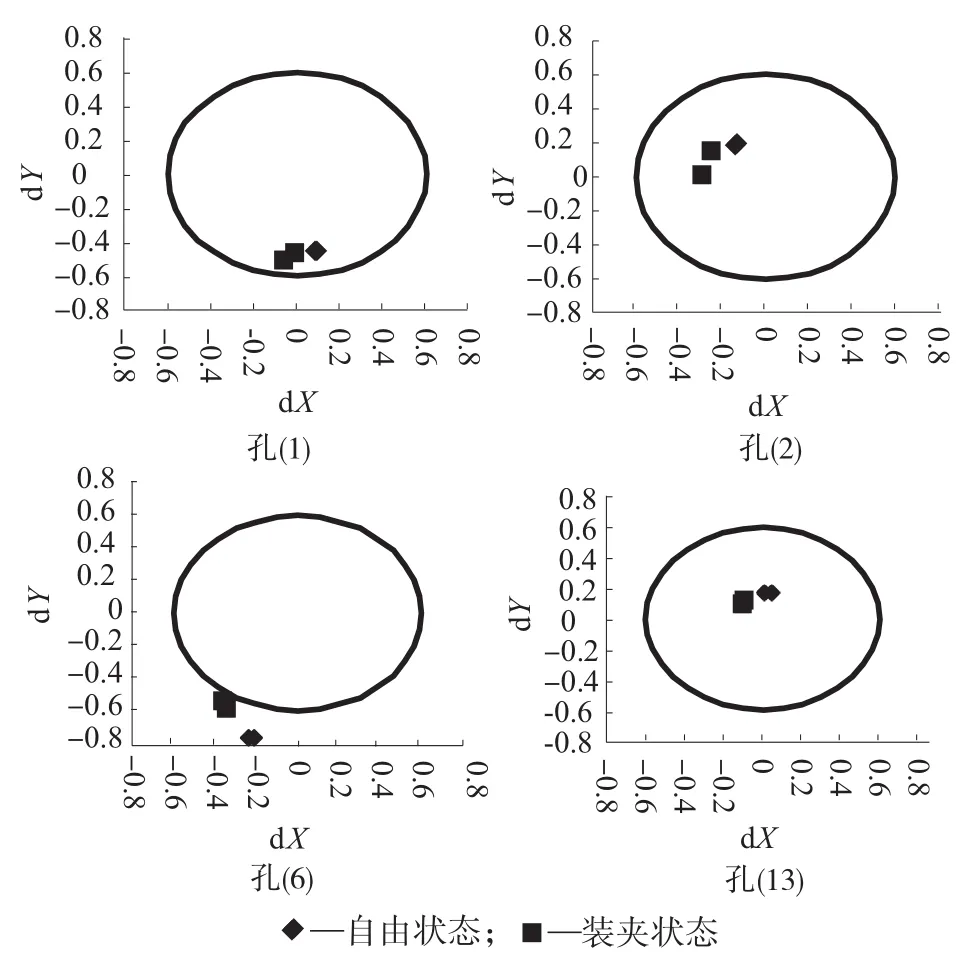
图7 部分螺纹孔位置分析
解决塑料成型性能与缺陷中的尺寸稳定性问题主要方法是对保压压力、注射时间、熔体温度、保压时间和模具温度的工艺参数进行调整。根据模具调试方案层次分析法,将孔位置度的测量结果进行误差分析,依次考虑供料量→模具温度→注射时间→注塑压力→物料温度→注射速度→浇道与浇口的尺寸,最后对解决缺陷的方法进行总结,缺陷的原因是罩壳在模具中的冷却时间不长,需要在不影响成本的情况下增加冷却时间。

图8 火花塞孔的位置分析
4.2平面度测量与分析
塑料缸盖罩壳端面关键位置的平面度关系到安装的密封性,而罩壳在自由状态下的平面度和装机模拟状态的平面度是不同的,为更加契合实际工况和安装工艺,笔者对试模得到的塑料缸盖罩壳进行了两种工况下的平面度分析,图9为缸盖罩壳平面度上监测点分布情况。表1为以1,13,21作为基准点全体平面度位移偏差数据,技术要求两种状态下的全体平面度均在1.0 mm以内,数据表明全体平面度满足要求。

图9 平面度测量点
表2为以1,13,21,33作为基准点各边平面度位移偏差数据,技术要求长边平面度在1.0 mm以内,短边平面度在0.7 mm以内。将检测数据分为4段,第1段为1号检测点至13号检测点内的长边平面度,偏差最大时为0.8 mm;第2段为13号检测点至21号检测点内的短边平面度数据,可以看出塑料件在装夹状态下的偏差与自由状态下的偏差明显不同,但仍在偏差允许范围内;第3段为21号检测点至33号检测点内的长边平面度数据,虽然检测点分布与对边对称,但偏差波动更小;第4段为33号检测点至40号检测点内的短边平面度数据,偏差在允许范围内。
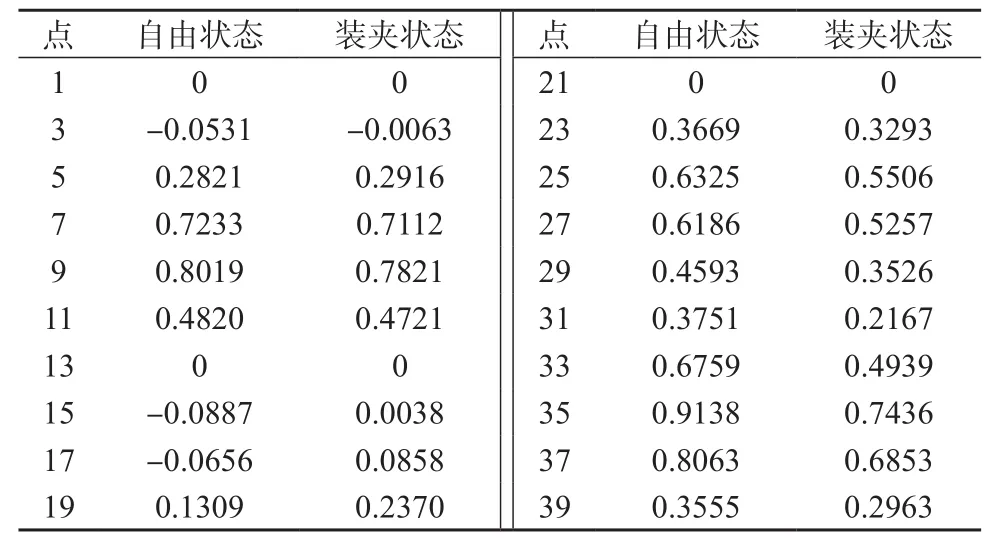
表1 全体平面度位移偏差数据(基准点为1,13,21)

表2 各边平面度位移偏差数据(基准点为1,13,21,33)
5 结论
以汽车发动机塑料缸盖罩壳试模制件为例,针对注塑模具在开发过程中的调试修正这一重要环节,提出使用科学合理的调试方案来提高模具的成型质量,形成模具开发过程中的统一调试和修正标准。结合生产实际通过建立层次分析法,设计专用夹具对汽车发动机塑料缸盖罩壳的典型部位的位置度和平面度进行测量与分析,根据罩壳的几何误差对模具成型工艺参数调试,强调在模具优化设计的过程中根据特定的情况快速建立调试的响应对策,总结调试经验,形成一套适用性较广与针对性较强的调试工艺方法,减少劳动强度,提高生产效率。
[1] 翟文,何金迎,甄建军,等.聚氨酯反应注射成型技术及其在汽车工业中的应用[J].工程塑料应用,2015,43(11):127-130. Zhai Wen,He Jinying,Zhen Jianjun,et al. Polyurethane reactioninjection molding technology and its application in automotive industry[J]. Engineering Plastics Application,2015,43(11):127-130.
[2] 杨安,肖国华,韩丽艳,等.汽车油封盖内螺纹脱模机构及注塑模设计[J].工程塑料应用,2015,43(4):68-71. Yang An,Xiao Guohua,Han Liyan,et al. Design of car oil seal cover internal thread demoulding mechanism and injection mould[J]. Engineering Plastics Application,2015,43(4):68-71.
[3] 韩鹏.碳纤维复合材料发动机罩优化设计研究[D].长春:吉林大学,2011. Han Peng. Research on optimization design of CFRP engine hood[D]. Changchun:Jilin University,2011.
[4] 马鸣图,魏莉霞,朱丽娟.塑料复合材料在汽车轻量化中的应用[J].化工新型材料,2011,39(11):1-3. Ma Mingtu,Wei Lixia,Zhu Lijuan. Application of plastic composite in vehicle lightweight[J]. New Chemical Materials,2011,39(11):1-3.
[5] 欧相麟,王大中,宁凯军.汽车注塑件典型缺陷分析及其解决措施[J].工程塑料应用,2014,42(1):51-56. Ou Xianglin,Wang Dazhong,Ning Kaijun. Analysis of typical defects in automobile injection parts and solving measures[J]. Engineering Plastics Application,2014,42(1):51-56.
[6] 肖国华.手机结构壳潜伏浇口转侧浇口浇注及模具结构设计[J].模具技术,2014(1):10-13. Xiao Guohua. Mould structure design for cellphone structure shell with feeding system switching from submarine gate to side gate[J]. Die and Mould Technology,2014(1):10-13.
[7] 陈娟.手机后盖定模滑块注塑模具设计[J].工程塑料应用,2014,42(5):63-67. Chen Juan. Design of injection mold with side action by cavity slide for mobile phone back cover[J]. Engineering Plastics Application,2014,42(5):63-67.
[8] 林光亮,肖国华.注塑模弯管抽芯机构设计与分析[J].模具技术,2015(2):16-18. Lin Guangliang,Xiao Guohua. Injection molding elbow pulling mechanism design and analysis[J]. Die and Mould Technology,2015(2):16-18.
[9] 王晓梅,陈晓宇.手机注塑模嵌件成型试模问题及解决方案[J].轻工机械,2012,34(4):101-103. Wang Xiaomei,Chen Xiaoyu. Mobile-phone injection mold insert molding trial problems and solutions[J]. Light Industry Machinery,2012,34(4):101-103.
[10] 刘峰,温达,刘瑞生.汽车外覆盖件拉深调试及缺陷产生原因分析[J].模具技术,2016(3):39-41. Liu Feng,Wen Da,Liu Ruisheng. Debugging and defects cause analysis of deep drawing for auto outer covering parts[J]. Die and Mould Technology,2016(3):39-41.
[11] 刘娟娟,韦联峰.模具调试流程及成形性基本问题[J].装备制造技术,2014(10):155-157. Liu Juanjuan,Wei Lianfeng. Die tryout process and basic problems of formability[J]. Equipment Manufacturing Technology,2014(10):155-157.
[12] 卜坤.虚拟修模技术在涡轮叶片模具优化设计中的应用研究[J].西北工业大学学报,2016,24(1):80-83. Bu Kun. Exploring reliability and precision in mould optimization design of aero-engine turbine blade[J]. Journal of Northwestern Polytechnical University,2016,24(1):80-83.
[13] 梁严,赵健,霍余达.四板式球型分型塑料桶盖模具设计[J].塑料,2016,45(2):106-108. Liang Yan,Zhao Jian,Huo Yuda. Design of four plate injection mold of spherical parting surface for plastic barrelhead[J]. Plastics,2016,45(2):106-108.
[14] 陈叶娣,黄敏高,严晓峰.基于CAE技术的智能电表箱注塑模浇口优化设计[J].塑料科技,2016,44(2):60-63. Chen Yedi,Huang Mingao,Yan Xiaofeng. Optimization design of smart meter box gate based on CAE technology[J]. Plastics Science and Technology,2016,44(2):60-63.
[15] 黄诗君,方耀华.铰链式塑料瓶盖自动卸螺纹注塑模设计[J].工程塑料应用,2005,33(4):50-52. Huang Shijun,Fang Yaohua. Design of injection mold with automatic device removing screw for plastic cap joined with a hinge[J]. Engineering Plastics Application,2005,33(4):50-52.
超低密度聚乙烯专用料指标在国内同行业树立新标杆
2016年8月24日,52 t TJVL-084Z超低密度聚乙烯专用料在天津石化12万t/a聚乙烯装置成功下线。该产品以熔体流动速率(MFR)为3.5~4.4 g/10 min、密度小于0.91 g /cm3的指标在国内同行业树立起新标杆。
烯烃部副经理吴文清介绍,这是目前国内低温柔软性最好的产品,完全能满足下游企业增韧、掺混的需求。
超低密度聚乙烯产品主要应用于改性聚丙烯性能领域,并在汽车保险杠、仪表盘等方面有广阔的应用前景,而受技术能力限制,国内大多依赖进口,且每吨售价高出通用料近1 000元。
天津石化烯烃部充分发挥自身技术优势,在超低密度聚乙烯产品研发方面大胆尝试。近2年,先后成功开发生产出TJVL-1210,TJVL-0505两种新产品。为满足下游用户提出的提高产品MFR指标的新要求,他们再次挑战更高难度,着手高MFR、超低密度聚乙烯新产品的研发生产。
与此前生产的两个超低密度聚乙烯产品相比,新产品MFR从1.0 g/10 min提高到3.5 g/10 min,峰值最高达4.4 g/10 min.由于产品黏度高,聚合过程中极易产生结块,对工艺控制要求极为苛刻。在前期周密准备下,天津石化聚乙烯装置试产过程中切换顺畅、各系统平稳运行。
超低密度聚乙烯新产品TJVL-084Z试产成功,加快了天津石化超低密度产品系列化、高端化步伐,标志国内线型聚乙烯生产加工技术水平迈上新台阶。
(工程塑料网)
Analysis and Application of Engine Cylinder Head Cover Injection Mould Debugging Strategy
Liu Jintie1, Luo Jigang2
(1. Wuhan Vocational College of Software and Engineering, School of Mechanical Engineering, Wuhan 430205, China; 2. Wuhan Automobile Gear Factory, Wuhan 430050, China)
In order to improve the efficiency of injection mould modification and debugging,and expand the scope of application of the debugging technology scheme,the analytic hierarchy process method is established which combine with the practical engineering experience,the important dimension of plastic parts are measured and analyzed by special fixture,the mould production cycle is shorten and the correct countermeasure quick response efficiency of injection mold design is strengthened.
cylinder head cover;injection mould;debugging correction;measurement and analysis
TG76
A
1001-3539(2016)10-0081-05
10.3969/j.issn.1001-3539.2016.10.017
*武汉市市属高等学校教学研究项目(2015032)
联系人:刘金铁,工程师,从事注塑模具设计与开发研究工作
2016-07-27
