Ti-46Al合金微小孔电火花-电解复合加工工艺研究*
2016-11-02黄绍服邵骏灵孙伦业朱延松
黄绍服 邵骏灵 李 君 孙伦业 朱延松
(安徽理工大学机械工程学院,安徽 淮南 232001)
Ti-46Al合金微小孔电火花-电解复合加工工艺研究*
黄绍服邵骏灵李君孙伦业朱延松
(安徽理工大学机械工程学院,安徽 淮南 232001)
应用电火花-电解复合加工方法,在Ti-46Al合金试件上进行电火花-电解复合加工小孔试验,研究峰值电流、脉冲宽度对小孔出、入口直径、小孔扩孔量、表面再铸层覆盖范围的影响规律。通过选择合适的电火花电规准及电解加工等工艺参数,能够获得加工质量较好、无再铸层的小孔。
电火花-电解复加工;Ti-46Al;微小孔
随着科学技术和工业制造水平的高速发展,微小孔在航空航天、国防、机械、仪器仪表、电子工业等领域的应用越发广泛,各加工领域对微小孔内壁的表面质量、尺寸精度的要求不断提高[1]。Ti-Al合金材料由于其良好的性能,在高压压气机导向叶片、涡轮增压器转子、压缩机壳体、排气阀座等发动机部件都有着良好的应用[2],它是航空航天领域能够取代Ni基高温合金的材料之一[3],它还成为了汽车发动机排气阀比较可靠的替代材料[4]。
但应用电火花在Ti-Al合金上加工小孔,加工表面有再铸层;激光加工同样会在小孔表面留下再铸层;机械钻孔时,小孔出口端会形成毛刺[5]。在难加工材料上进行小孔加工时,采用电火花-电解复合加工工艺,可以综合电火花及电解加工各自的优点[6]。
本文应用电火花-电解复合加工方法进行在Ti-46Al合金上进行微小孔加工试验,研究峰值电流、脉冲宽度对小孔出、入口直径、小孔扩孔量、表面再铸层覆盖范围的影响规律。
1 试验装置
如图1所示为试验装置示意图,试验装置由电火花加工脉冲电源、电解加工直流电源、电火花加工工作液循环系统及电解液循环系统等组成。
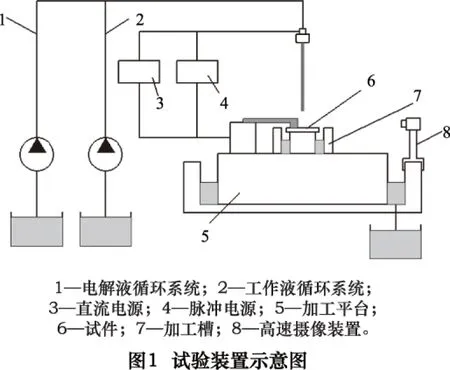
加工时,首先打开电火花工作液循环系统,接通电火花加工脉冲电源进行电火花打孔加工,电火花打孔结束后,关闭电火花加工电源及工作液循环系统,打开电解加工电解液循环系统,接通电解加工电源,进行原位电解加工。
2 加工参数
电火花打孔加工参数见表1,电解加工参数见表2。
表1电火花打孔加工参数

加工参数预设值峰值电流/A2/4/6脉冲宽度/μs50/70/100/150工作液自来水工作液压力/MPa4
表2电解加工主要加工参数
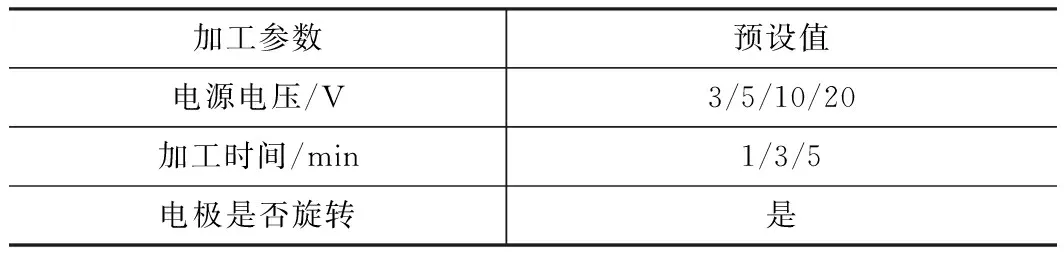
加工参数预设值电源电压/V3/5/10/20加工时间/min1/3/5电极是否旋转是
3 试验结果分析与讨论
3.1电火花打孔加工参数对小孔出入口直径的影响
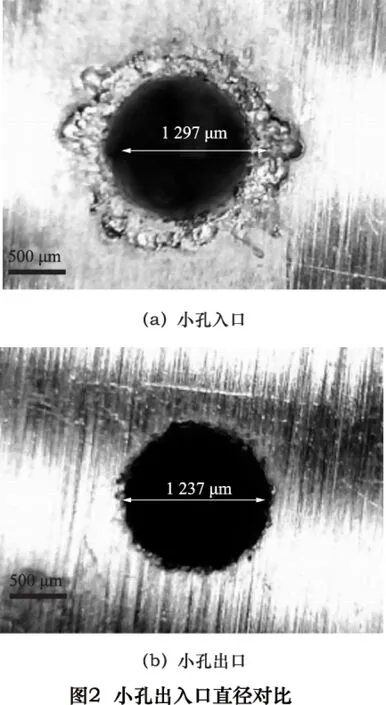
如图2所示,电火花打孔后,小孔的出入口直径之间存在一定的差值,小孔的入口直径通常略大于出口直径。
如图3所示为不同电火花加工参数下小孔的出入口直径差变化趋势图。
从图3中可以看出,小孔的出入口直径差值随电火花打孔加工峰值电流的增加而增大;相同峰值电流水平下,小孔直径差值随脉冲宽度的增加而增大。
3.2电火花打孔加工参数对小孔扩孔量的影响
图4所示为电火花打孔后小孔的扩孔量。图中可以看出,在相同峰值电流下,随着脉冲宽度的增加,小孔的扩孔量呈增大趋势;相同脉冲宽度条件下,随着峰值电流的增加,小孔的扩孔量总体增大。总的来说,随着机床峰值电流和脉冲宽度的增大,小孔的扩孔量会越来越大,但脉冲宽度对小孔尺寸偏差的影响更为明显。


3.3电火花打孔加工参数对再铸层覆盖宽度的影响
如图5所示为电火花加工后小孔再铸层覆盖区域及外部形貌图。
如图6所示为不同电火花加工参数下小孔表面再铸层平均覆盖范围。图6中可以看出,电火花打孔后留在小孔表面的再铸层覆盖范围随加工峰值电流的增加而增大,相同峰值电流下,再铸层宽度随脉冲宽度的增加而增大。


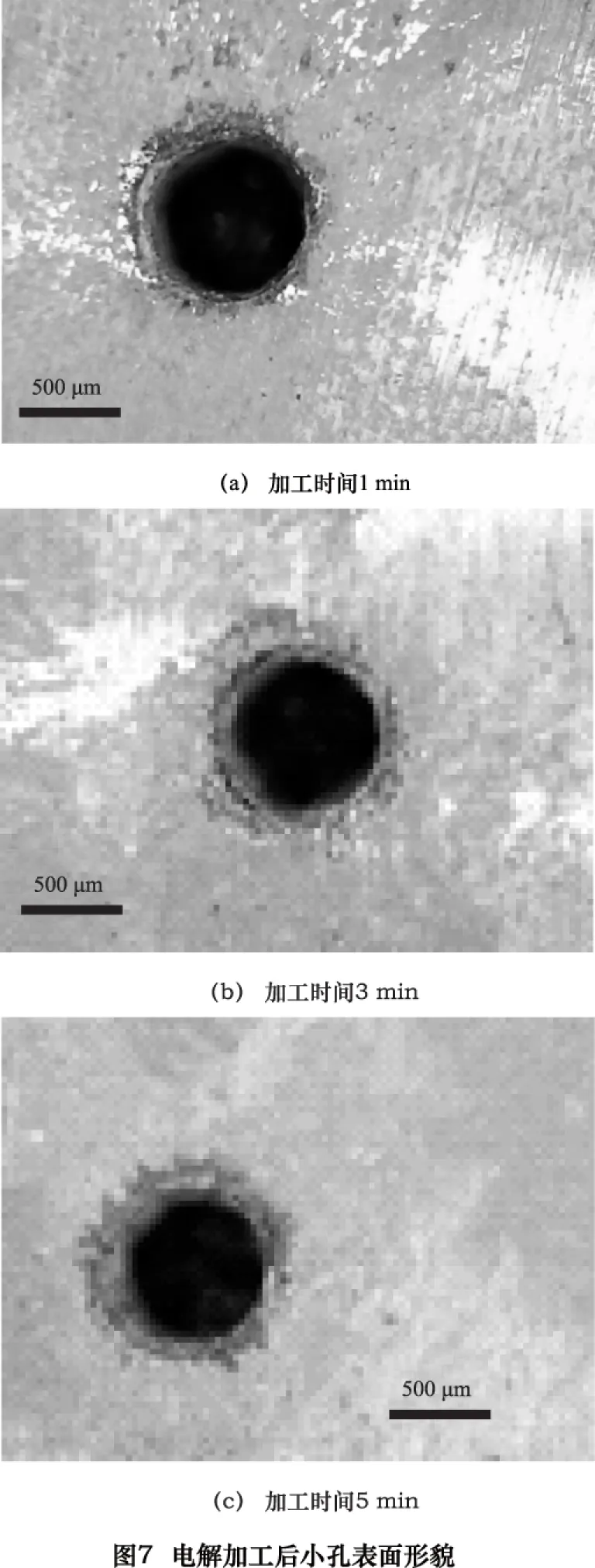
3.4电解加工对小孔表面的影响
在电火花加工结束后,在原位对小孔进行电解加工,电解加工后小孔表面形貌如图7所示。从图7可以看出,电解加工可以去除电火花打孔后留下的加工表面再铸层,但小孔直径有所增大。
4 结论
(1)电火花-电解的复合加工工艺可以去除小孔表面再铸层,提高小孔的表面质量。
(2)电火花打孔时,小孔出入口直径差值及扩孔量随加工电流脉冲宽度和峰值电流的增加而增大。
(3)电火花打孔后。小孔表面再铸层覆盖范围随加工电流峰值的增加而增大,相同峰值电流下,再铸层覆盖范围随脉冲宽度的增加而增大。
[1]应人龙,曾莉群,顾大强.微小孔加工技术综述[J].机床与液压,2008,36(6):144-148.
[2]彭超群,黄佝云,贺跃辉.TiAl合金设计与成形方法[J].粉末冶金技术,2001,19(5):297-302.
[3]江治国,马颖澈,陈皮,等.添加Nb对Ti48Al0.7B合金组织和力学性能的影响[J].金属学报,2007,43(5):482-486.
[4]孔凡,董孟环.Ti47Al1.2Ce合金显微组织及稀土相[J].中国稀土学报,2002,20(1):72-73.
[5]李树侠,朴松花.γ-TiAl合金的切削加工工艺[J].飞航导弹,2010(2):88-91.
[6]诸跃进.电解电火花复合加工深孔试验研究[J].电加工与模具,2012(6):47-50.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Research on EDM-ECM combined machining micro holes on Ti-46Al
HUANG Shaofu, SHAO Junling, LI jun, SUN lunye, ZHU Yansong
(College of Mechanical Engineering,Anhui University of Science and Technology,Huainan 232001,CHN)
EDM-ECM combined machining method is used to drill the micro holes on the Ti-46Al alloy. The effect from different processing parameters to the outlet and inlet diameters of the micro holes,and the cover range of the recast layer are analyzed. The micro holes with the better surface quality and without recast layer of the micro holes are gained by selecting the suitable processing parameters of the ECM-EDM combined machining.
EDM-ECM combined machining; Ti-46Al: micro holes
TG66
A
10.19287/j.cnki.1005-2402.2016.10.002
黄绍服,男,1974年生,博士,副教授,硕士生导师,研究方向为非传统加工技术,已发表论文20余篇。
�扬)(
2016-06-07)
161006
*国家自然科学基金资助项目(51505003);安徽省自然科学基金资助项目(1508085QE94、1608085ME89)
