基于ABAQUS的压脚机构焊缝应力集中的仿真分析
2016-10-20周晓华
吴 跃,周晓华
(西南自动化研究所,四川 绵阳 621000)
【机械制造与检测技术】
基于ABAQUS的压脚机构焊缝应力集中的仿真分析
吴跃,周晓华
(西南自动化研究所,四川 绵阳621000)
某压脚由焊接组成,工作时处于恶劣的载荷环境中。传统设计方法无法满足结构强度验证的需求,导致在调试和实际使用过程中受力压脚焊接处出现裂纹及断裂。利用Abaqus有限元分析软件,对压脚结构进行了静载荷应力分析,动载荷谐响应分析,对压脚应力集中部位进行数值仿真分析,得出了压脚断裂的主要原因是结构强度不足的结论,研究了焊接部位的应力集中的情况以及产生应力集中的原因。
有限元;ABAQUS;压脚结构;应力集中;谐响应分析
焊接结构应力集中是工程领域中常见的问题,在一定条件下可能将导致焊缝裂纹、断裂,引发严重的事故。由西南自动化研究所研制的某型数控剁齿机是国内第一种锉刀纹类智能加工设备,在初样机调试过程中,出现了压脚焊缝开裂,压脚断裂。无论从理论还是实践角度来看,焊缝的应力集中都是一个复杂的多因素耦合过程,既与焊缝的焊接形式、结构的急剧变化程度相关,还与焊缝工艺缺陷因素相关。处理焊缝应力集中问题时,传统的方法只能基于焊缝的形式通过应力集中系数算法对焊接部位做初步的强度校核,无法反映由于结构的复杂构造、焊接工艺不良等因素产生的额外应力。随着数值仿真技术的发展,通过建立有限元模型[1]进行仿真已经成为解决工程问题的一种可行的办法。国内已有研究者开展了有限元(FEA)方法在焊接应力集中领域的基础应用技术研究[2-3]。一部分研究者在细分工程领域开展了类似研究,例如李世铭,谭越,王春升使用ABAQUS对管道焊缝应力集中进行了分析和研究[4],魏康,何柏林使用ABAQUS对转向架十字焊接头应力集中系数进行了分析[5]。本文将基于ABAQUS[6]对压脚机构焊缝应力集中进行研究,准确得到焊缝周围应力分布情况,预测受动态载荷时的响应状态,为类似焊接结构的设计提供参考。
1 压脚机构受力特点
压脚机构的模型如图1(左)所示。压脚[图1(右)]由压脚杆部、压脚底部焊接组成(图2),承受着剁刀的循环冲击载荷和推力气缸的压紧载荷,是整个剁齿机中受力较为复杂的系统。压脚机构由固定部分和运动部分组成,压脚安装在图中运动部分的右下角位置。压脚工作时,由固定在机床上的气缸推动压脚运动部分向下运动,并由压脚压紧并固定锉刀。
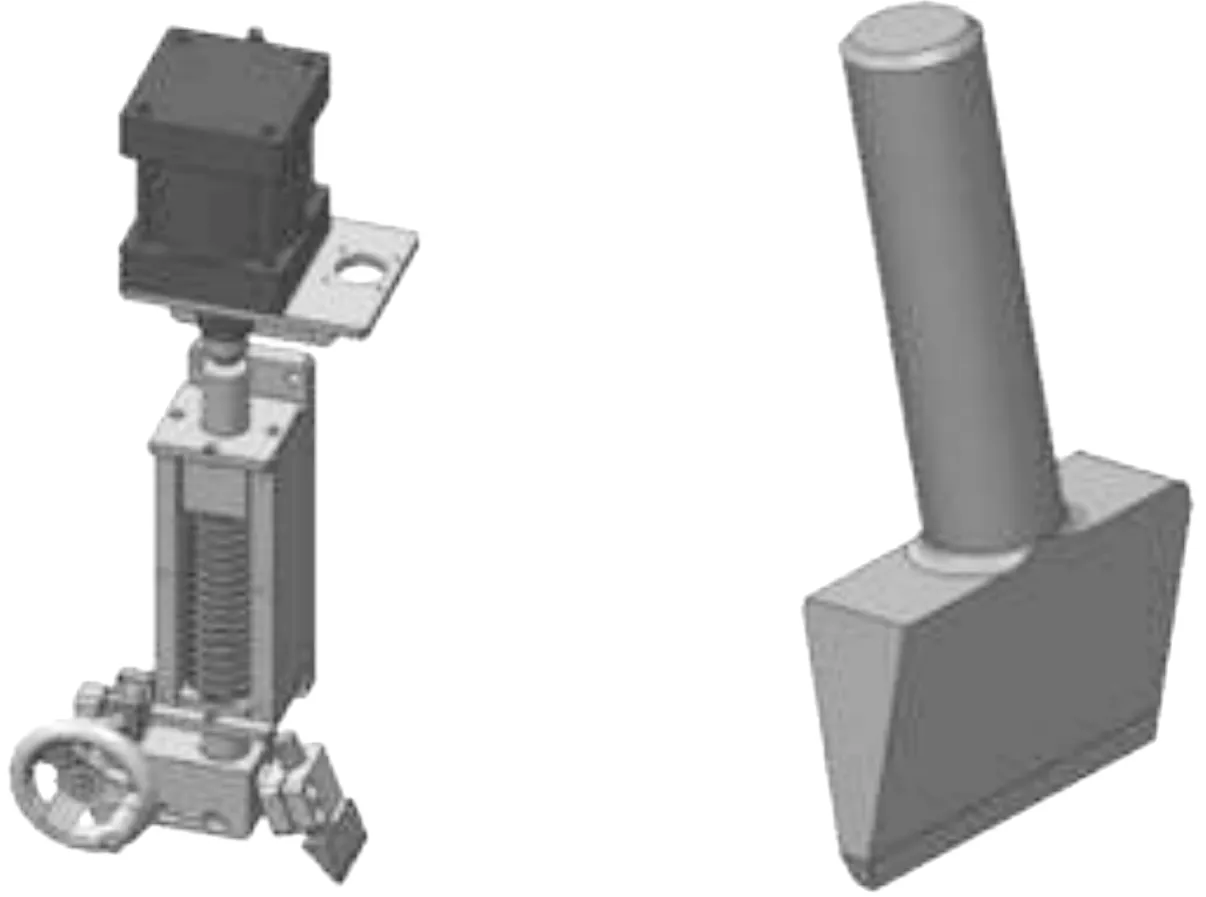
图1 压脚机构(左)与压脚(右)
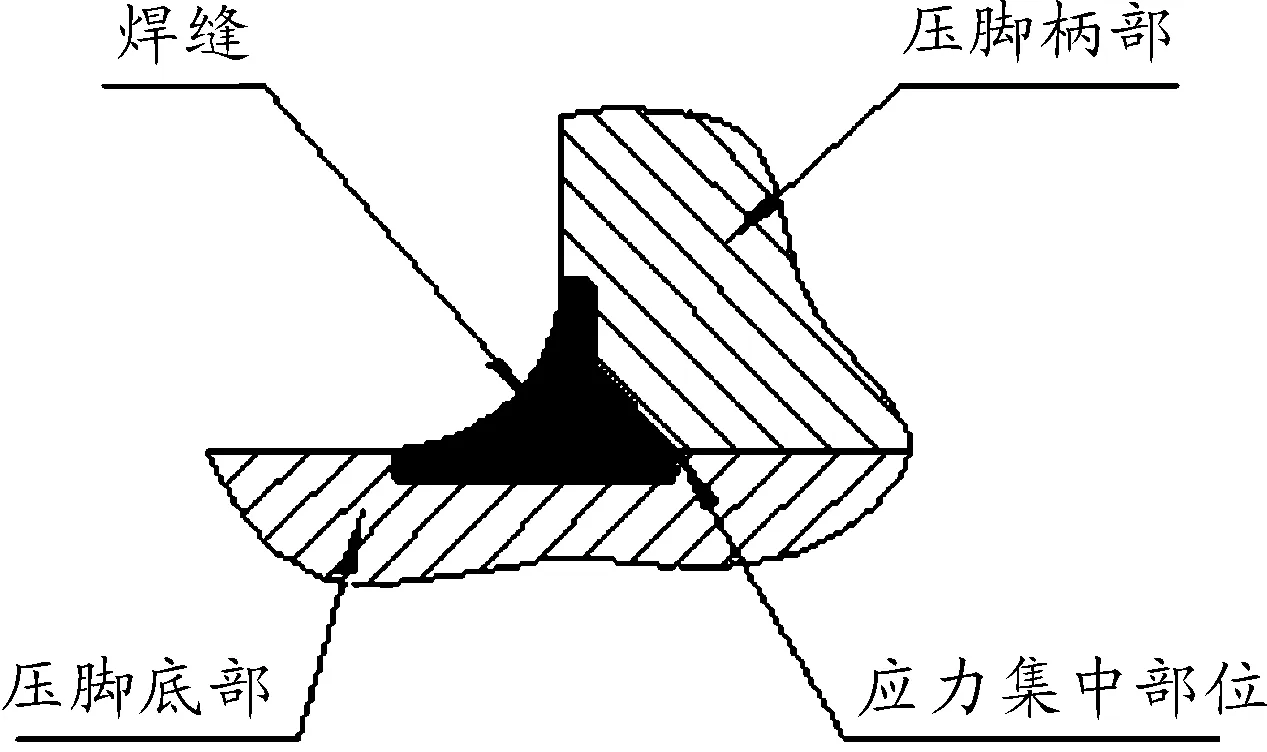
图2 压脚焊接方式
压脚由柄部与压脚底部组成,在压脚柄部圆柱根部开坡口后整圈焊接连接,焊缝宽度为3mm。压脚柄部材料为合金结构钢40Cr,整体淬火30~35HRC;压脚底部为高速工具钢W12Cr4V5Co5,整体淬火62~65HRC。压脚工作时,主要受到两个方面的载荷。
1.1由气缸产生静载荷
如图1所示,压脚机构上方设置了缸径为125mm的气缸,在0.4~0.5MPa工作气体环境下向压脚提供约 5 000~6 000N的紧固力,并最终将该力传递在锉刀上。对压脚单独进行分析,压脚柄部由水平支撑杆固定,压脚底部与锉刀接触部位受到方向向上的大小为5 000~6 000N的反作用力F。压脚柄部圆柱中心线与平面呈70°夹角,因此锉刀对压脚的反作用力使压脚产生弯曲的倾向,并使压脚柄部与压脚底部的接触部位产生较大的应力集中。压脚静载荷受力示意图如图3所示。
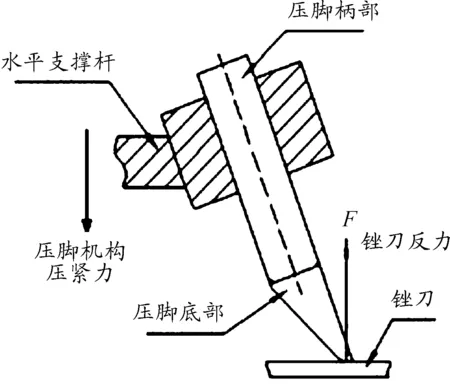
图3 压脚静载荷受力模型
1.2由剁刀产生的动载荷
锉刀齿纹是由剁刀及其附属机构在重力及预置弹簧力的作用下产生向锉刀表面的冲量,在锉刀上冲击形成。冲击能量表示为:
式中: α为锉刀齿纹能量吸收系数; fh为剁刀剁入深度为h时对锉刀的力; fg为剁刀及其附属机构沿剁入方向的重力分力; fk为预置弹簧力;s为剁刀及其附属机构冲程。剁刀齿口为锥形截面, fh随剁入深度线性增长。根据上式,可估算出冲击载荷约为20 000N。
在锉刀加工主齿纹时,该力以500~800/min的频率冲击锉刀。锉刀在受到挤压变形后,会向压脚传递一个方向为垂直于水平面,频率与剁刀频率相同的激振力。由于压脚机构的活动部分在水平方向受到约束,刚度大,在垂直方向上刚度较低,在受到同方向的激振力后产生一定的谐振动相应。
2 压脚结构静态响应分析
2.1有限元模型
压脚有限元模型由3部分组成,分别是压脚柄部、压脚根部与焊缝。压脚柄部与根部接触部位为面接触。焊缝与压脚柄部与压脚底部互相融合。
网格采用ANSA软件划分,如图4所示,上图为焊缝网格,下图为压脚柄部、底部与焊缝交界处的网格。压脚焊缝周围网格采用近似长方体网格,网格密度与网格品质均较高。
为简化模型,省略压脚机构其他部件,单独对压脚进行分析。设置压脚柄部与压脚机构配合面为固定约束,在压脚底部与锉刀接触面设置方向朝上,大小为6 000N的反作用力。
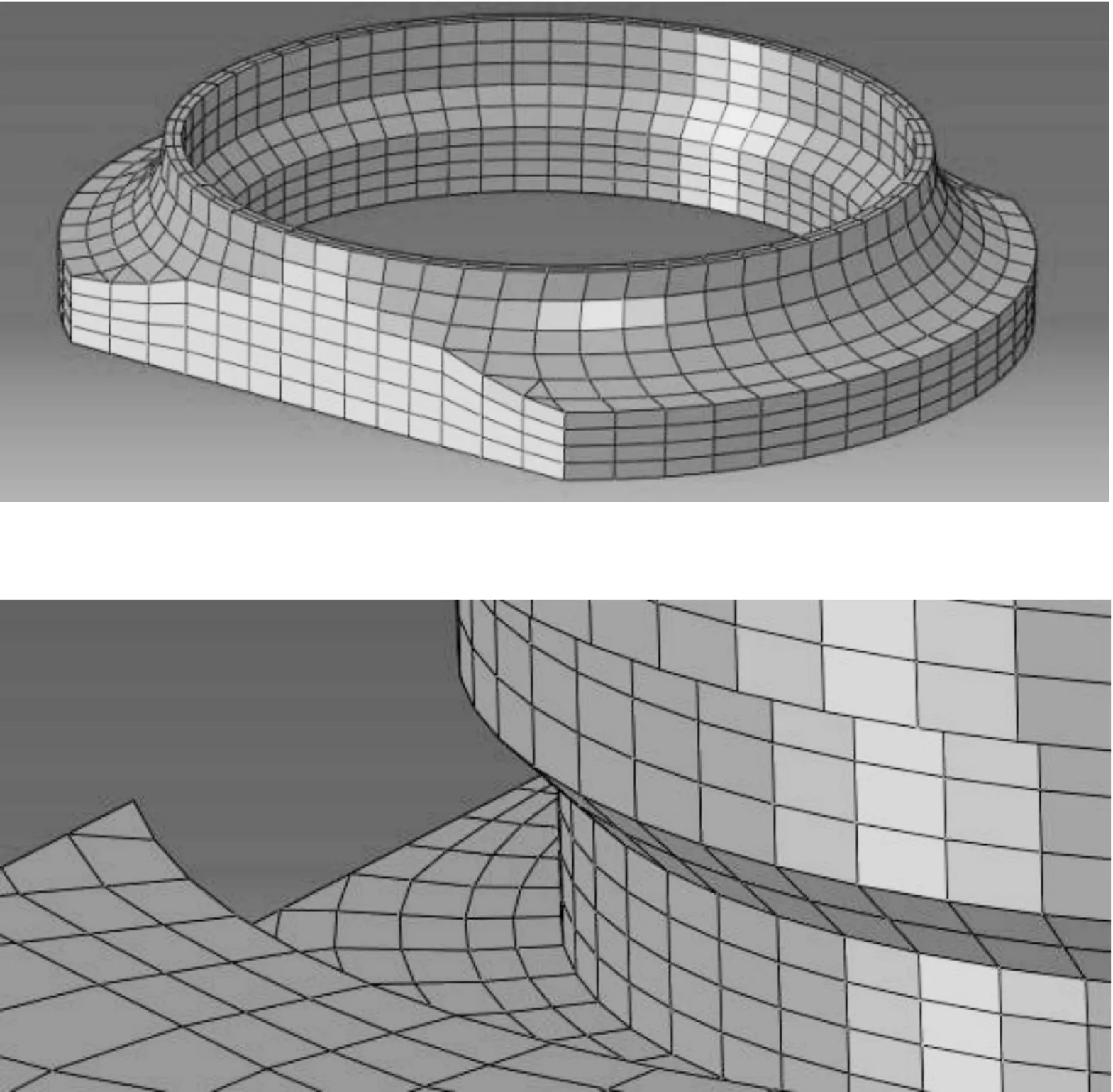
图4 焊缝网格(上)与压脚网格(下)
2.2分析结果
焊缝处的应力云图如图5。
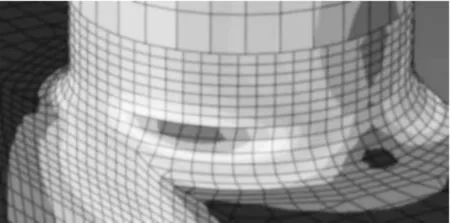
图5 焊接部位Mises应力云图
分析结果显示,在焊缝表面出现了明显的应力集中现象,应力集中部位为如图6所示的4个点。由于压脚的结构不对称,压锉刀的位置在偏向柄部一侧,导致压脚受到的压力集中在该侧,1处应力值明显高于其他3处。
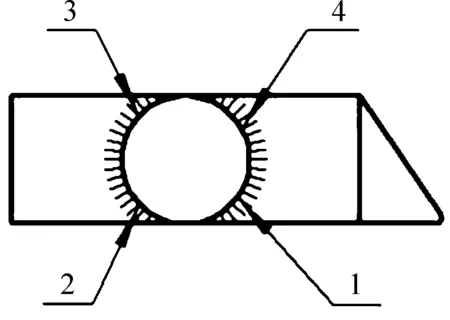
图6 焊缝应力集中部位

应力部位Mises应力/MPa应力部位Mises应力/MPa1427325722184194
另外,在与焊缝表面应力最大的位置相对应的,压脚柄部、压脚底部接触面与焊缝的交接处产生了更为明显的应力集中,应力大小为497MPa。
2.3强度校核
焊接材料选用MG600,该材料是一种通用性极广,高效率,强度高,抗裂性理想的材料,可用于高速工具钢焊接,屈服强度为710MPa。根据机械设计手册及相关资料说明,取安全系数为2,焊接许用应力为[7]:
压脚底部材料为高速工具钢W12Cr4V5Co5,查阅机械设计手册,根据表面硬度推算出材料的屈服强度约为850MPa,取安全系数为2,许用应力为:


表2 强度校核
强度校核结果显示,焊缝表面的最大强度与焊缝交界面的最大强度值均超过了许用应力。不能满足设计要求,需要对结构进行优化和改进。
2.4结构优化
分析结果表明焊接位置是压脚强度最薄弱的点,需要对该部位进行加强。
采用两种方法对压脚结构进行加强:
方案1:于压脚柄部与底部接触面之间设置M12螺纹连接结构。压脚柄部的圆柱伸出长度为5mm,如图7所示。这种方案和原方案类似,加工成本接近,能在一定程度上提高结构的强度。
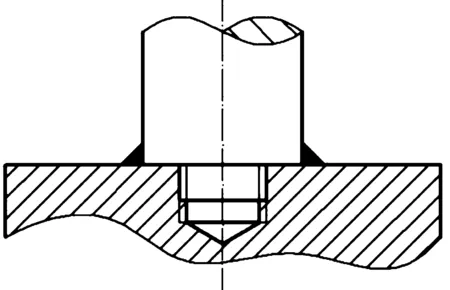
图7 方案1示意图
方案2:将压脚整体进行加工制造,由毛坯经去除材料的方式加工,柄部与底部连为一体,并在连接处倒圆角R3。这种方案需要切削大量的金属材料,成本高,加工时间长,但是对结构强度提升大。
运用ABAQUS对两种优化方案进行计算。为了简化螺纹连接结构,内螺纹和外螺纹两个面直接用TIE形式连接。施加的边界条件与原方案相同。经计算,得到的应力分布如表3、表4所示。
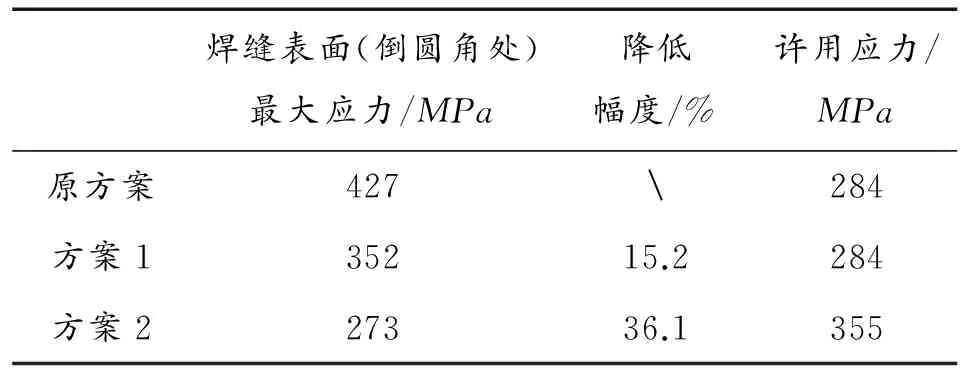
表3 焊缝(倒角)表面优化结果与校核

表4 交界处优化结果与校核
结果显示,通过螺纹连接的方式,压脚柄部与底部接触面与焊缝交界处受力情况得到一定的改善,应力从497MPa降为279MPa,降低幅度达到43.9%,满足许用应力要求。但焊缝表面应力情况改善情况有限,最大应力降低幅度仅15.2%,为352MPa,未达到许用应力要求。
通过整体制造的方法将柄部与底部之间的结合面的危险源消除,并将焊接结构变为一般的倒角结构,最大应力降为273MPa,与原方案相比降低幅度为36.1%,同时将许用应力提高为355MPa,符合强度校核要求。
3 压脚机构动态响应分析
压脚机构结构复杂,零件众多,同时,底部锉刀垫放在柔软的铝制垫片上,顶部有回复弹簧支撑,边界条件复杂。有限元技术能对复杂结构进行有效的动态响应分析[8-10],本文运用ABAQUS的谐响应分析模块对压脚机构进行动态响应分析。
3.1有限元模型
取压脚机构上下运动部分,锉刀及底部垫片,构建压脚机构动态响应模型。由于接触分析对运算性能要求较高[8],容易造成计算不收敛,需要在保证计算精度的条件下,尽量优化模型,减少网格数量。压脚的角度调整机构零件众多,形状复杂。由于该部位位于压脚机构外缘,不承载载荷,可视为压脚机构上下运动部分的负载,按照整体质量和重心位置,与底部压块集成简化为一件。动态响应分析模型如图8所示。
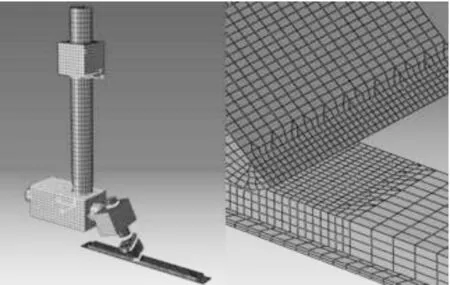
图8 动态响应分析模型(左)与接触部位网格(右)
对模型设置直接谐响应分析步(Steady-statedynamics,direct)。该型数控剁齿机剁刀的冲击频率为500~800/min。相对应的,在剁刀冲击部位锉刀的部位设置频率扫描范围为8~15Hz的激振力。压脚底部与锉刀面接触,接触部位网格细分。为模拟锉刀传递剁刀力的效果,仅限制锉刀顶部沿锉刀长度方向的位移,并设置锉刀与底部铝制垫片的接触条件,以此限制锉刀沿上下方向位移。
3.2模态分析
因激振力频率较低,高阶模态响应应力低,对结构影响不大,仅取前10阶模态进行分析,结果如表5所示。
最低频率为177.06Hz,振动方向与激振力方向一致,是最危险的模态。激振力频率约为8~14Hz,远低于系统固有频率,共振危险度低。
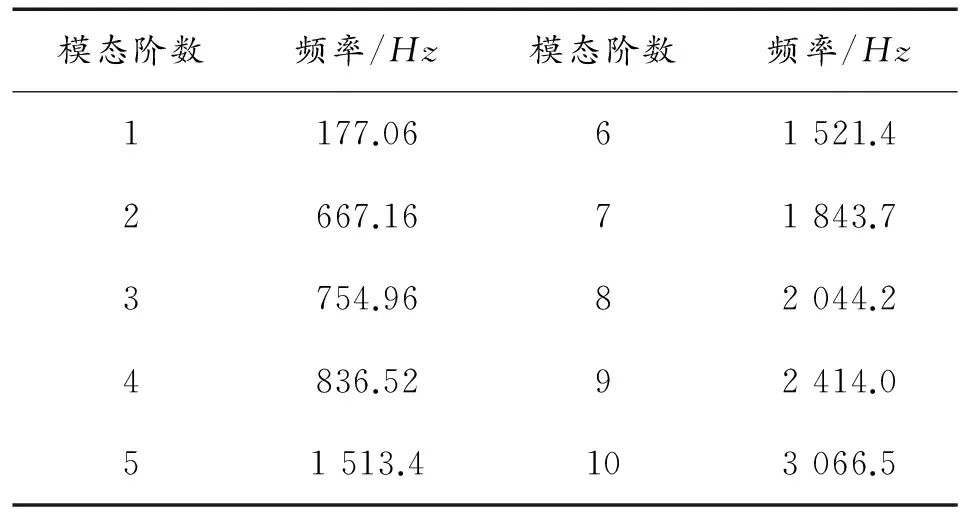
表5 模态分析结果
3.3谐响应分析
压脚焊缝处最大响应应力与激振频率之间的关系如图9所示。激振频率为8Hz时,响应应力为5.927MPa;激振频率为15Hz时,响应应力为5.925MPa。在8~15Hz激振力频率范围内,响应应力几乎保持恒定值,约5.93MPa。根据手册可知,焊缝压缩疲劳极限许用应力为:
焊缝最大响应应力5.93MPa远小于许用疲劳应力513MPa,可认为剁刀激振力对压脚结构强度影响微弱。
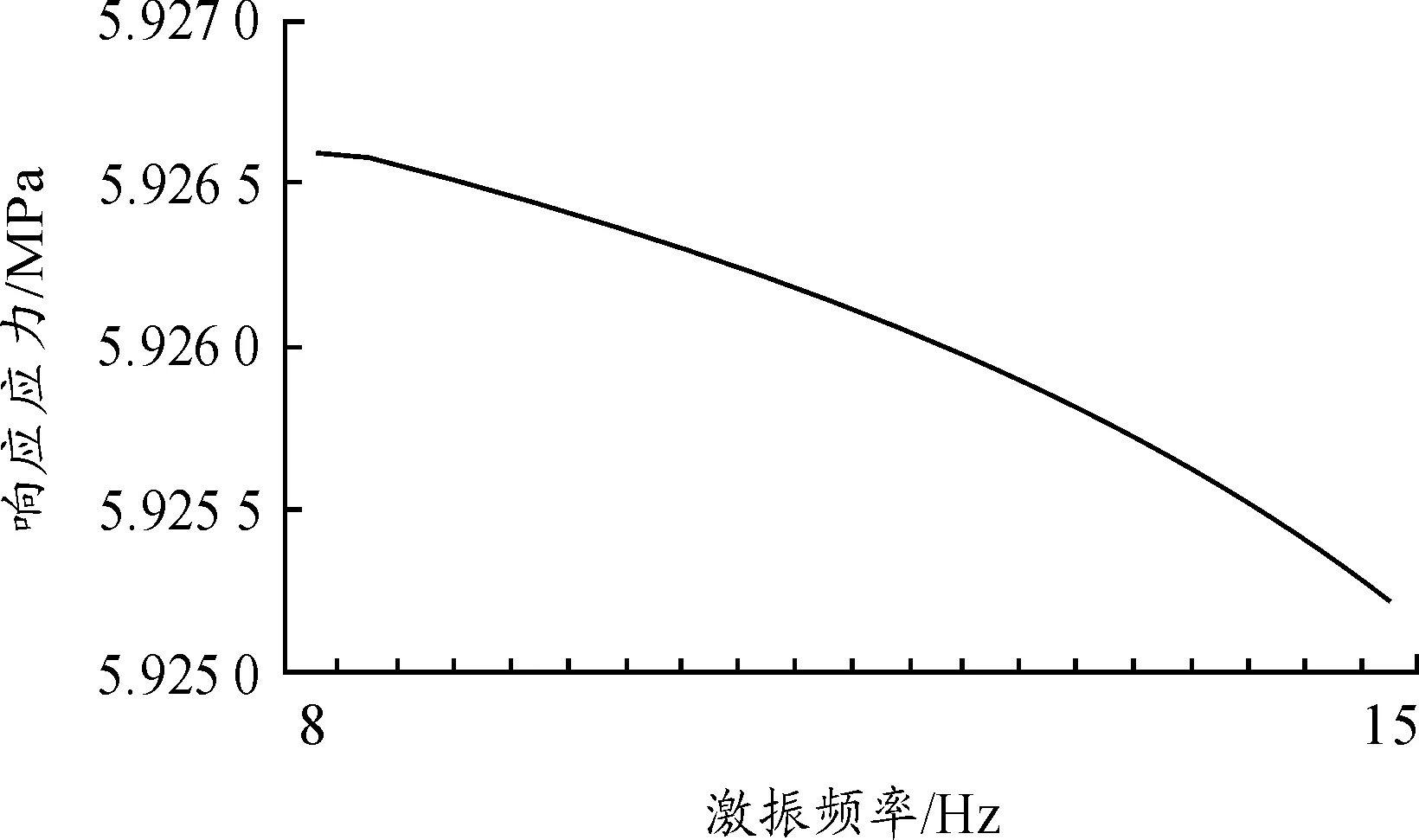
图9 压脚焊缝动态响应应力
4 结论
本文通过对压脚机构焊缝应力集中部位的有限元分析,得到了焊缝受动、静载荷应力分布情况,得出了压脚断裂的主要原因是结构强度不足的结论,并提出了压脚优化设计的方案,验证了强度。因此,本文使得有限元方法能够有效、准确地预测焊缝应力集中的分布情况,为类似的结构设计提供参考。
[1]冯果忱,郐继福.有限元模型综述——各类模型的力学背景及其有关数学问题[J].固体力学学报,1980(1):123-137.
[2]张毅,黄小平,崔维成,等.对接接头焊趾应力集中有限元分析[J].船舶力学,2004,8(5):91-99.
[3]武奇,邱惠清,王伟生.基于结构应力的焊接接头疲劳分析[J].广州:焊接学报,2009,30(3):101-105.
[4]李世铭,谭越,王春升.基于ABAQUS的管节点应力集中系数研究[J].上海:中国海洋平台,2015,30(3):95-100.
[5]魏康,何柏林.基于ABAQUS的转向架十字焊接接头应力集中系数分析[J].宁波:兵器材料科学与工程,2016 (1):41-44.
[6]曹金凤,石亦平.ABAQUS有限元分析常见问题解答[M].北京:机械工业出版社,2009.
[7]王文斌,林忠欣,严携琪,等.机械设计手册[M].北京:机械工业出版社,2004.
[8]孙松林,王德信,谢能刚.接触问题有限元分析方法综述[J].水利水电科技进展,2001,21(3):18-20.
[9]柴山,吕凤军,孙义冈,等.计算汽轮机叶片动应力的谐响应分析法[J].汽轮机技术,2002,44(5):267-268.
[10]刘志威,李航,刘丽丽.基于ABAQUS的三轴立式镗铣加工中心动态特征分析[J].机床与液压,2015,43(9):117-119.
(责任编辑唐定国)
SimulationAnalysisofStressConcentrationatWeldJointinPresserFootMechanismBasedonABAQUS
WUYue,ZHOUXiao-hua
(SouthwestAutomationResearchInstitute,Mianyang621000,China)
Apresserfootwascomposedbyweldingandcarryingacomplexenvironmentloadswhenworking.Traditionaldesignmethodscannotmeettheneedofstructuralstrengthrequirement.Thishasleadtoanumberofaccidentsofpresserfootbrokenattheweldingarea.ThefiniteelementanalysissoftwareAbaquswasusedtoanalyzethestressresponseofstaticanddynamicloadsofthepresserfoot.Bythenumericalanalysisofthestressconcentrateposition,thispaperstudiedthestressconcentratedistributionofthepresserfootandexpoundedthereasonsitgenerated.
finiteelementanalysis;ABAQUS;presserfootmechanism;stressconcentration;harmonicresponseanalysis
2016-04-10;
2016-04-28
吴跃(1990—),男,助理工程师,主要从事机械结构设计研究。
10.11809/scbgxb2016.09.029
format:WUYue,ZHOUXiao-hua.SimulationAnalysisofStressConcentrationatWeldJointinPresserFootMechanismBasedonABAQUS[J].JournalofOrdnanceEquipmentEngineering,2016(9):123-127.
TH164
A
2096-2304(2016)09-0123-05
本文引用格式:吴跃,周晓华.基于ABAQUS的压脚机构焊缝应力集中的仿真分析[J].兵器装备工程学报,2016(9):123-127.
