仪表板发泡工艺和模具简介及应用
2016-10-14张敏
张敏
摘 要:本文主要介绍汽车软质仪表板的发泡工艺和模具,及其在DPCA(神龙汽车有限公司)实际项目开发中的运用。
关键词:软质仪表板;仪表板发泡工艺;发泡模具;发泡模具开发
一、概述
汽车仪表板根据加工工艺可分为硬塑仪表板、真空复合仪表板、软质发泡仪表板。硬塑仪表板直接注塑而成,零件表面带有纹理。真空复合仪表板是将加热的PVC表皮通过真空吸附在上模,模具合模后粘贴压制在注塑仪表板本体上。软质仪表板是在表皮和骨架直接填充聚氨酯泡沫,通过发泡模具成型。软质仪表板由于良好的触感、均匀的纹理和光泽在中高档车上被广泛应用。本文将重点软质发泡仪表板的材料、工艺、模具和设备,以及在实际项目开发中的运用。
二、仪表板发泡工艺介绍
仪表板发泡工艺为将聚醚和聚氨酯充分混合后通过浇注头注入发泡模具的表皮和骨架之间,在发泡剂、催化剂、阻燃剂等多种助剂的作用下,在几分钟内形成具有一定高分子量和一定交联度的聚氨酯泡沫体。第一个主要反应生成聚氨酯,第二个主要反应生成聚脲(泡沫的骨架),上述两个反应都属于链增长反应,后者还生成二氧化碳,因而即可以看作链增长反应,又可视为发泡反应。聚氨酯发泡工艺流程如下:
1)配料。按照配方配制原材料。
2)浇注。按照一定的流量和浇注时间通过混合头向模具中注入原材料。并控制原料的温度,模具的温度以及浇注时的压力。
3)成型。两种原料在一定的温度下反应,成型时间一般为几分钟。
4)脱模。模具开启,零件从模具中被取出。
5)开孔。泡沫出模后,需要进行开孔,使泡孔破裂,否则泡沫容易收缩。
6)后熟化。泡沫出模后,还没有反应完全,需要挂在悬挂链上进行后处理,该过程需要6小时。
三、仪表板发泡模具介绍及应用实例
3.1 发泡模具浇注方式
仪表板发泡有两种浇注方式:
1)开模浇注:发泡原料在发泡模合模前注入。适合于发泡面积大,骨架型面相对复杂的产品。
2)闭模浇注:发泡原料在发泡模合模后注入。适合于发泡区域较小、流程短,骨架型面平坦的产品。
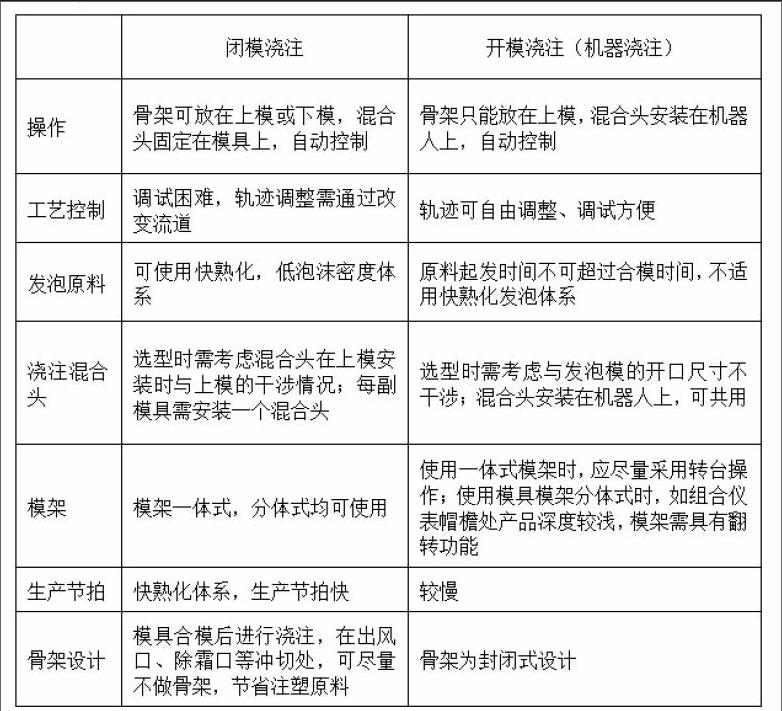
3.2 发泡模具两种浇注方式比较
3.3 发泡模具开发周期
发泡模具从发放开模指令到第一次试模的周期为24周左右。制定发泡模具开发计划时,需结合仪表板骨架注塑模具和表皮搪塑模具一起制定。DPCA(神龙汽车有限公司)车型骨架注塑模具为国内模具供应商,一般开发周期为4.5个月。搪塑模具供应商在日本和德国,制定计划时按照周期较长的德国供应商排计划,德国搪塑模具供应商从发放开模指令到第一批表皮运输至中国的周期为26周左右,如表皮有假缝线,周期会适当增加。
3.4 仪表板发泡模具整体密封方案的设计
模具上一般采用两种或三种密封方式共同组成整体密封方案。整体方案的设计,首先根据造型面的限制来选定各局部的密封方式,然后根据初步选定的组合密封方案进行CAE模拟分析,根据分析结果在对局部进行密封方式调整或者在相关密封位置增加排气功能。
发泡模具密封方式一般为三种:充气密封条、硬密封、自密封(HPI)。下面分别介绍这三种密封方案。
1)充气密封条,典型的软密封条为直径10mm的硅胶软管,布置在模具的型腔侧。设计产品时需要在零件的端头和A面端头各留出至少7mm距离,表皮B面与骨架在密封区域需要设计1.5~2mm间隙。
2)硬密封,如果产品某部分需要设计成硬压边密封,那就需要在仪表板骨架上设计相应的硬密封筋,即表皮与骨架零接触。实际生产中,需要对骨架上的密封筋高度进行调整,以满足表皮和骨架的匹配,减少溢料缺陷。
3)自密封,自密封优点:材料节省,无工艺边;重量减少,避免了双层骨架结构;减少铣切加工;改善零件匹配即在可视面上,表皮和骨架零间隙。使用自密封设计时,需考虑专利因素。
3.5模具温度控制
通过模具温控系统和水路布置来调节模具温度。冷却水路一般紧贴产品面,达到良好的冷却目的。上下模如使用全铝,可在铸铝时放置冷却水路;如使用环氧,可在浇注环氧树脂时,布置冷却水路。
3.6 人机工程分析
发泡模具设计需考虑人机工程,保证良好操作性。根据国内供应商实际生产情况,一般模拟一个身高为170cm的男子放置表皮、骨架、开模取件的整个过程。满足工人连续工作8至12小时的劳动强度要求。
3.7 模具寿命及模具投资套数
仪表板发泡模具寿命能到达70万以上。在实际的模具投资中,受产品生产节拍的限制,为满足产品量纲即单日生产峰值,往往需要增加模具投资。目前DPCA仪表板发泡模具生产节拍为270S至300S之间。
四、仪表板发泡模具制造
4.1 发泡模具材料
DPCA仪表板发泡模具材料为铸铝和环氧树脂,优缺点如下:
1)铸铝:直接在铸铝上加工,对设备、操作者技术要求不高;如有模具更改需求,加工量较大;
2)铸铝+环氧树脂:模具重量较轻,有改模需求时更改量小;主模型的环氧浇注工艺复杂,对环境(温度、湿度)和操作者技术要求高,模具寿命较铸铝短,
4.2 发泡模具制造
发泡模具由上模和下模两部分组成,组装后放入发泡模架进行生产。目前DPCA主要的两家仪表板供应商分别采用通用模架和一体式专用模架。发泡模具制造流程如下:CNC铣出主模型和滑块,组装,浇注环氧树脂得到下模或者CNC数控铣出下模,装配滑块等;CNC数控铣出上模,装配滑块、抽芯等。
根据不同模具材料有如下上、下模制造过程。
1)铸铝上模:苯乙烯模型制造,循环水管排布,翻砂铝模制造,通过CNC按照数据加工出上模。
2)环氧上模:苯乙烯模型制造,翻砂铝质框架制造,循环水管排布,简易环氧模型制造,将铝质框架放在环氧模内,浇环氧复制出环氧模粗坯;环氧模粗坯通过CNC加工出环氧上模。
3)铸铝下模:苯乙烯模型制造;循环水管排布;翻砂铝模制造;铝模通过CNC加工出发泡模上模。
参考文献
[1]《一种软质仪表板的制造工艺》 周超群 陈之中.
