自动化控制中的过程现场总线与RS-232/485接口通讯
2016-10-10李强
李强
(山西太钢不锈钢股份有限公司自动化公司, 山西 太原 030003)
自动化控制中的过程现场总线与RS-232/485接口通讯
李强
(山西太钢不锈钢股份有限公司自动化公司, 山西太原030003)
从连接方式、通讯原理、通讯过程、通讯设置等方面对自动化控制系统中的过程现场总线与R S-232/485接口的通讯技术进行详细介绍。该系统的开发为现场总线与多样性的自动化控制设备网络连接提供新途径。
自动化过程现场总线网络协议R S-232/485接口通信报文
山西太钢自动化公司使用的高炉炉喉十字自动化控制测温系统采用的是外部厂家提供的成套专用设备,检测的温度信号仅能在独立的计算机系统上显示。随着高炉生产工艺的发展,数据资源共享已成为新的需求。通过现场调研和分析发现,原厂家设备不具备数据连网功能,因此决定采用现场总线与可编程控制DP口连接的方式,将原控制系统的CP以太网络接口与高炉控制系统100 M工业以太网连接,完成网络数据资源共享的目的。采用该技术可大大减少施工量(包括控制电缆、温度补偿、导线敷设),降低现场环境因素对通讯系统的干扰。该系统的成功开发,使得具有RS232/485接口的现场设备,都可以实现与过程现场总线网络协议的互连。
1 系统介绍
硬件部分主要包括PROFIBUS主站(CPU315-2DP)、RS-232/485总线桥、工控机、研华ADAM温度采集模块、RS-232 9针D型插座。软件部分主要包括WINCC组态软件、STEP7编程软件以及DS232 GSD文件。网络部分主要包括RS-485总线、屏蔽双绞电缆。图1为系统配置图。

在总线网络控制中,将可编程控制器作为该自动控制系统的主要控制站,RS-232/485总线转换桥作为辅助控制站,通过RS-232/485接口与可编程控制DP口进行控制系统的连接。而RS-232/485总线桥作为RS-232/485设备的主要控制站,主动向自动控制系统数据采集设备发送相关的数据通信信息,并等待相关控制设备做出应答。工业控制计算机作为上位监控机,配置西门子通讯网卡CP5611。
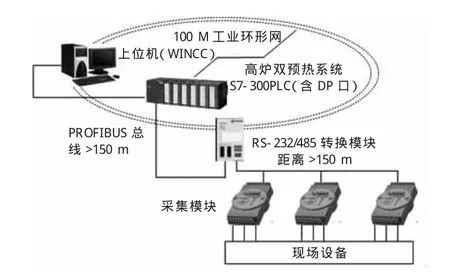
图1 系统配置图

该通信格式的通信数据采用的是ASIIC码。在主要控制站上进行系统的程序编制,将通信数据按照相关通信协议规定的报文格式要求填入到PB-BRS232/485总线桥的过程现场总线数据输出区域,并在可编程控制器的内部随机存储器中建立现场总线通信数据的缓冲区域,然后通过启动PB-BRS232/485总线桥将通信数据RS-232/485接口发送到相关设备;同样在可编程控制器的内部随机存储器中建立RS-232/485通信数据所需的缓冲区域。该系统主站的中央处理器通过以上两个通信数据缓冲区的数据进行实时交换,实现过程现场总线到RS-232/485的数据信息通信,PB-B-RS232/485总线桥会自动转入到信息数据的接收状态。当RS-232/485设备的回答报文数据被PB-B-RS232/485总线桥完全接收,并将回答报文数据自动填入到过程现场总线的数据输入区域后,现场总线主要控制站就可以在过程现场总线数据的相关输入区得到RS-232/485设备的回答报文数据,见下页表1。
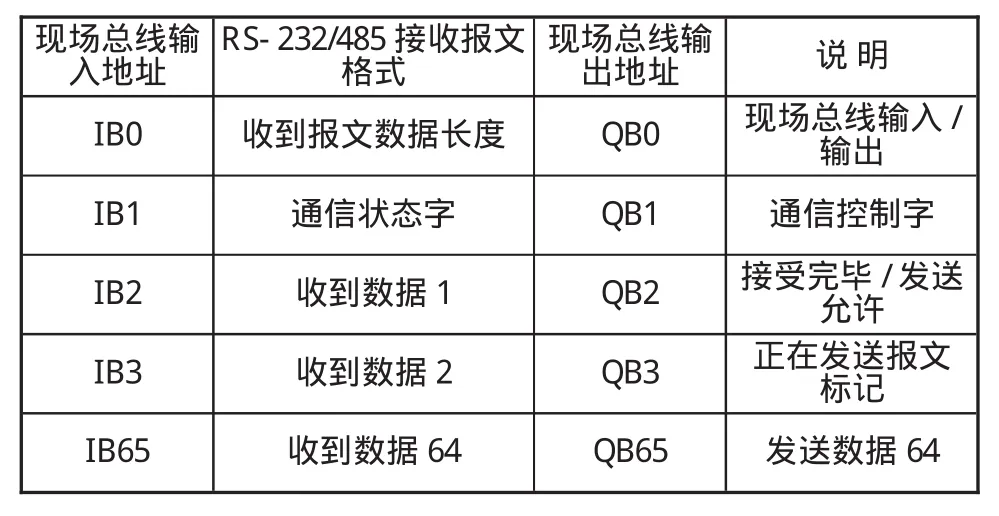
表1 RS-232/485设备的回答报文数据
RS-232/485接口作为过程现场总线的辅助控制站,最大有232字节的输入或输出,而该控制系统中使用了64字节的输入和输出。因此RS-232/485接口满足生产工艺的要求。
现场总线的输入/输出都是以控制系统的主要控制站作为基点的。RS-232/485发送字节数n≤PROFIBUS,输出字节数-2;本例中,n≤66-2=64。RS-232/485接收字节数m≤总线输入字节数-2;本例中,m≤66-2=64。图2说明了现场总线主站、PB-B-RS232/485接口及相关控制设备之间的通信数据缓冲区的关系。

图2 通讯数据流

1)PB-B-RS232/485/V3是RS-232/485的主设备,上电后处于“接受完毕/发送允许”reok_tren=1的状态。
2)PB-B-RS232/485向现场设备发送报文数据长度为10;数据为11、22、33、44、55、66、77、88、99、AA。
3)现场设备回答数据长度、状态字、数据对应PROFIBUS输入地址IB0-IB11。

1)将PC1中的STEP7程序t232_3和硬件配置下载到PLC。当PB-B-RS232/485/V3中的PROFIBUS通信灯(红)灭时,表示PROFIBUS已连通。
2)运行PLC程序。由于PB-B-RS232/485/V3设置成RS-232/485从站,因此上电后处于“等待接受/发送完毕”状态,即I1.0=reok_tren=0。
2 技术指标
1)PROFIBUS-DP/V0协议符合JB/T 10308.3-2001PROFIBUS规范测量和控制数字。
2)标准PROFIBUS-DP驱动接口,波特率自适应,最大波特率为6M。
3)过程现场总线I/O数量可自由设定。MaxI/O:Input Bytes+Output Bytes<232 Bytes;Max Input Bytes<122Bytes;MaxOutputBytes<122Bytes。
4)标准RS-232/485接口为半双工。字符格式:可选7位/8位、可选校验位(偶、奇、无)。可选波特率:2 400、4 800、9 600、19.2 K、38.4 K、57.6 K。可选RS-232/485主/从设备。
5)RS-232/485最大通信报文长度:发送230字节、接收230字节。
3 应用经验
将过程现场总线通信地址定位在WORD区以节省主站资源,PLC的BYTE区地址有限;大容量BYTE区通常要高档次CPU模块。
一般PLC的WORD区比较大,因此可以将PB-B-RS232/485的I/O地址定位在WORD数据区。对S7-300而言,WORD数据区在256地址以后;对S7-400而言,WORD数据区在512地址以后;I/O定义在WORD数据区后,通常需要使用功能块SFC15、SFC14将数据写入/读出IW/QW区,而不使用MOV指令。SFC14功能是按槽读取大于IW256 (IW512)地址的数据。SFC15功能是按槽写入大于QW256(QW512)地址的数据。
4 结语
该系统的成功开发,使得在自动化控制系统中凡具有RS-232/485接口的现场设备,都可以实现与过程现场总线网络协议的互连。例如:电量测量装置、各种变送器、智能仪表等,尤其对自动化控制系统中的信息化数据采集系统提供了新的途径,具有一定的推广价值。
(编辑:贺焱)
Communication of Process Fieldbus and RS-232/485 Interface in Automatic Control System
LI Qiang
(Automation Company of Shanxi Taigang Stainless Steel Co.,Ltd.,Taiyuan Shanxi 030003)
The communication technology of process fieldbus and RS-232/485 interface in the automatic control system is introduced in detail from the connection mode,communication principle,communication process, communication settings and other aspects.The development of the system provides a new way for the network connections between fieldbus and the diversed network control equipment.
automation process,fieldbus network protocol,RS-232/485 interface,communication message
TP273
A
1672-1152(2016)02-0094-03
10.16525/j.cnki.cn14-1167/tf.2016.02.36
2016-01-08
李强(1974—),男,从事自动化控制系统的研发工作,工程师。
