H型钢表面质量自动检测技术的应用探讨
2016-10-10潘华,左发
潘 华,左 发
(山东省冶金设计院股份有限公司, 山东 莱芜 271104)
H型钢表面质量自动检测技术的应用探讨
潘华,左发
(山东省冶金设计院股份有限公司, 山东莱芜271104)
简要介绍HotEye热眼技术工作原理,并通过分析H型钢的缺陷位置及相应的形状特征,提出H型钢表面质量自动检测技术的应用可行性和系统设计特点,为型钢表面质量自动检测提供切实可行的理论方案。
H型钢表面质量HotEye热眼技术表面自动检测
莱芜钢铁股份有限公司大H型钢生产线是在2005年从德国西马克梅尔公司引进的。该生产线以近终形异型连铸坯为原料,连铸坯经过一架Φ1 082 mm两辊可逆粗轧机轧制后经链式移钢机横移进入UR(万能粗轧)—ED(轧边机)—UF(万能精轧)往复连轧机组进行往复轧制成型,而后通过冷却、矫直、锯切后进入码垛收集工序。
在最终成品质量检查中,由于生产节奏的限制,质量检查控制点只能被安排在冷床位置,并且只能通过人工巡检的方式进行H型钢产品表面质量的检查与控制。这种生产模式,职工劳动强度大,生产效率低,并且因为漏检造成的不合格品不时流入市场,易引起产品质量异议,造成经济损失。
HotEye热眼技术是一种在线自动检测技术,目前已被广泛应用于板带和棒材生产线,而且全国H型钢的产量已经超过了2 000万t,因此实现H型钢表面质量在线自动检测有广泛的应用前景及实际意义[1-3]。
1 H型钢缺陷分析及形状特征

H型钢的表面质量缺陷主要分为腹板裂纹缺陷,翼缘外侧拉丝压入和异物压入缺陷,R角拉丝压入和异物压入缺陷,腹板浪、腹板穿洞缺陷等。其中,腹板裂纹缺陷和压入缺陷为表面质量主要缺陷,这些缺陷具有随机性、偶然性、局部性等特征,人工巡检目测难度和劳动强度均较大。
腹板裂纹缺陷主要为纵向缺陷,其宽度一般只有250~500 μm,深度一般为500~1 000 μm,长度一般超过10 mm。因此,对于在线自动检测系统,其检测精度应较高。
H型钢的表面缺陷主要分布在三个区域:H型钢内部四个R角区域、H型钢翼缘外侧区域和上下腹板区域。因此,对于在线自动检测系统,检测范围应为表面全覆盖。

H型钢尺寸范围广,以莱钢大H型钢为例,其腰高范围从200 mm到1 000 mm,翼缘宽度范围从50mm到407mm。因此,对于在线自动检测系统,其摄像头位置必须是可调的。
H型钢头尾存在较多的表面质量缺陷,但在后部工序中会进行相应的切除。因此,在线自动检测系统在头尾位置应该被屏蔽,否则报错现象将频繁发生。
由于H型钢的尺寸范围较广,其辊道侧挡板距离较大,H型钢在轧制后容易出现偏头等缺陷。为保护在线检测系统不受损坏以及对轧材定位准确,在自动检测系统前必须设置强力侧向导板。
2 Hot Eye热眼技术原理
热眼HotEye系统是利用特殊设计的光学投射方式,对钢材表面进行在线检测,其检测原理基于图像在线表面检测技术。在线表面检测技术比传统的涡流探伤具有多方面的优势。首先,基于图像的表面在线检测技术已经被成熟应用在板材上,后来拓展到连铸坯和棒线材,其检测精度较高,最小缺陷尺寸可达0.025mm,相当于涡流技术的1/5甚至更小。热眼采用多个摄像头,沿H型钢四周布置,覆盖所需检测表面,在H型钢轧制成形的过程中,在线检测系统对H型钢表面动态成像,如图1所示。其次,基于图像的表面在线检测技术能依据不同H型钢的表面特性(因钢种、尺寸规格、轧制工艺而不同)选择合适的系统参数,对检测过程进行优化。另外,基于图像的检测技术可以提供实时、直观的表面质量信息,具有自动检测、分类功能,可以直接与数据库通讯,提供H型钢表面的缺陷图像反馈等。
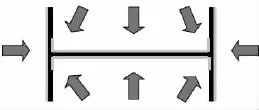
图1 H型钢检测部位及摄像头示意图
3 H型钢检测部位及精度规范
H型钢的缺陷特征要求检测系统需要涵盖的检测部位包括左右侧板外表面全长、底板上下表面全长和H型钢内R角范围。莱钢大H型钢的产品范围要求此检测系统使用的H型钢应该满足宽度方向最小200mm、最大1000mm,高度方向最小50 mm、最大400mm。
HotEye为一个图像系统,因此H型钢必须有表面开口才能得以检测。此外,系统对表面平顺度较敏感,即于表面开口的“坡度改变”成为影响信噪比的主要因素。在前段所述的尺寸及检测部位规范下,对于H型钢常见的纵向横向裂纹缺陷、飞边压入缺陷、拉丝压入缺陷较敏感。某些文献资料[1-3]显示,对于H型钢缺陷,HotEye系统将可检测到具有下列特征的表面缺陷。
1)纵向(L)缺陷:如图2所示的纵向缺陷,宽度W≥200μm,深度大于宽度,长度L>10mm。
2)横向(T)缺陷:如图3所示的横向缺陷,宽度W≥2 mm,深度大于宽度,长度L>1 mm(速度为10 m/s)。
3)缺陷坡度:如图4所示,缺陷的表现型式为表面有开口存在,坡度倾角α必须小于或等于45°。
在满足上述三种条件的情况下,其检测率应达到95%以上。
由于H型钢头端和尾部具有极大的活动自由度,头尾缺陷较多并且在后部工序需要切除,某些部分有可能会有较差的检测效果。因此,在系统设计时有必要通过通信或LUT设定H型钢头端和尾端的遮罩区域。
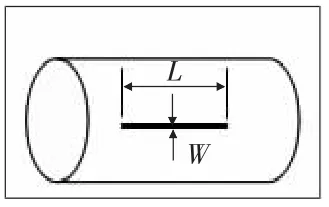
图2 纵向(L)缺陷

图4 缺陷坡度
4 型钢表面质量自动检测技术的应用及系统设计特点

根据H型钢的缺陷特征和形状特征,对型钢表面自动检测摄像头提出以下配置设计:
总计配置8个摄像头,分别用于检测H型钢的R角区域、上下腹板区域和翼缘外侧区域。针对H型钢的不同宽度,将8个摄像头安装于两套相对的C形机座上,两套C形机座各以一套伺服电机透过线性制动器及滑轨带动,提供水平对称运动。在实际使用时依据型钢宽度将摄像头移动到适合的检测位置。而针对型钢的不同高度,在每个摄像头上配有伺服电机及线性滑轨,将摄像头/光源至钢材表面的工作距离保持一定值,使摄像头配置的线性滑轨可供摄像头对焦微调操作。摄像头及C形支架配置正视图如图5所示。
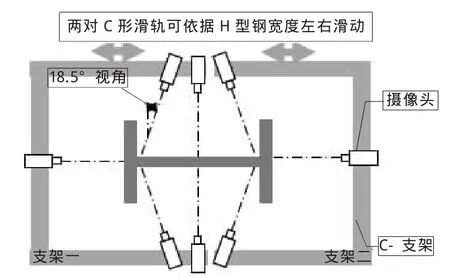
图5 摄像头及C形支架配置正视图

图6 偏折摄像头保护设置图
图5中所示的摄像头的安装及检测在实际设计中可以借助镜片组偏折摄像头,如图6所示。如此设计使得摄像头最终均可水平布置,线性滑轨的运动全部转换为水平运动,一方面可以降低伺服电机负载,另一方面可避免摄像头镜片组等昂贵部件直接暴露于钢材表面的热辐射区及轧材顶部的粉尘污染区。

由于轧机冷却水以及H型钢的轧制特征,H型钢上腹板表面含有大量积水。为了消除H型钢上腹板表面积水的影响,需要在UF轧机后装设风刀系统。根据莱钢大H型钢现场经验,如果设置一套风刀,在轧制小尺寸钢材时能比较有效地排除钢材表面积水,但是当轧制大尺寸钢材时,由于气刀作用主要是沿相逆于轧制方向堵住积水,而型钢翼缘高度过高,积水无法自两侧流出,只是越积越高,形成一个“水坝”,积水到一定量后,“水坝”压力大于风刀压力,容易造成部分积水通过风刀而残留在型钢表面,如图7-1所示。为了既有效又经济地解决以上问题,实际应用时可以采用多重风刀系统,如图7-2所示,在UF轧机后配置三套风刀,根据腹板表面的积水情况选择投入使用的风刀数量。

由于H型钢表面自动检测摄像头的位置调整均在换规格期间完成,因此在实际生产时位置不再调整。因为系统是在线监测,轧材底部被固定在辊道面上,纵向面相对来说较固定,横向面因为辊道侧挡板距离较远,加上设备精度及轧制变形的不均匀性等因素,轧材出UF轧机后容易出现偏头缺陷。因此,为保证钢材的左右中心对称,必须在自动检测系统前配置强力侧导板。侧导板为喇叭口设计,手动/电动可调。两侧挡板能够提供足够的侧向支撑力以导正H型钢的运动和定位。通过强力侧导板的引导,使得轧材的横向左右对心精度保证在±50 mm以内。

图7 表面积水排除系统配置
5 结语
根据H型钢表面质量缺陷分析及形状特征可知,H型钢表面质量自动检测技术是实际可行的,其主要表面质量缺陷腹板裂纹及异物压入缺陷均在检测精度范围内。随着H型钢产量的不断扩大,型钢表面质量自动检测技术的应用将更加广泛,对其系统配置的设计也将更加精细。
[1]黎景全.轧制工艺参数测试技术:第3版[M].北京:冶金工业出版社,2006:12.
[2]杨静,陈雷鸣.热眼HotEye在南钢高线的应用[J].冶金动力,2014(3):62-64.
[3]蒋立国.仪表测量技术:第3版[M]:广州:华南理工大学出版社,1998:352.
(编辑:胡玉香)
Discussion on the Application of Automatic Detection Technology of H Beam Steel Surface Quality
PAN Hua,ZUO Fa
(Shandong Province Metallurgical Engineering Co.,Ltd.,Laiwu Shandong 271104)
This paper briefly introduces working principle of HotEye thermal eye technology.Through the analysis of H beam steel defect position and the corresponding shape features,it proposes the application feasibility of H beam steel surface quality automatic detection technology and the characteristics of system design,providing practical theoretical scheme for automatically detecting the surface quality of H beam steel.
H beam steel,surface quality,HotEye thermal eye technology,surface automatic detection
TP274+.5
A
1672-1152(2016)02-0056-03
10.16525/j.cnki.cn14-1167/tf.2016.02.21
2016-03-21
潘华(1984—),男,从事冶金轧钢工程设计与研究工作,工程师。
