高频响伺服刀架的建模与控制
2016-10-10李国平
李国平,孙 涛,邱 辉,陈 彬
(宁波大学 机械工程与力学学院,浙江 宁波 315211)
高频响伺服刀架的建模与控制
李国平*,孙涛,邱辉,陈彬
(宁波大学 机械工程与力学学院,浙江 宁波 315211)
考虑目前应用压电陶瓷驱动器的伺服刀架只能提供单向驱动力,设计了一种基于双压电陶瓷驱动器的快速伺服刀架。涉及的两个压电陶瓷驱动器分别为刀具的进给和回复提供驱动力,其呈对称布置,用于有效提高刀架的整体刚度。为了对两个压电陶瓷驱动器进行联动协调控制,建立了PI迟滞模型和其逆模型,并设计了相应的联动协调控制方法。利用PI逆模型作为PID反馈控制的前馈环节构成复合控制用于调节快速伺服刀架的输出位移。实验验证了新型快速伺服刀架的响应频率、响应时间、位移响应特性和定位精度。结果显示:新型快速伺服刀架的响应频率为871.86 Hz,响应时间为0.000 45 s;三角波信号的最大定位误差为3.366 1 μm,误差百分数为7.63%,平均绝对误差为0.698 0 μm,误差百分数为1.58%;正弦波信号的最大定位误差为3.244 4 μm, 误差百分数为7.67%,平均绝对误差为0.930 9 μm,误差百分数为2.20%。
快速伺服刀架;双压电陶瓷驱动器;PI模型;高频响应
*Correspondingauthor,E-mail:liguoping@nbu.edu.cn
1 引 言
快速伺服刀架是利用高频响的执行单元推动刀具快速运动,从而实现零件的高效率高精度加工[1-4]。其具备的基本特性有推力大、刚度高、响应频率快、行程长和精度高等,其中,定位精度和响应频率是决定快速伺服刀架性能的重要指标。快速伺服刀架的执行单元有直线电机[5]、音圈电机[6]、液压执行机构[7]、电磁驱动器[8]、超磁致伸缩执行器[9]和压电陶瓷驱动器[10]等。由于压电陶瓷驱动器具有响应快、输出力大、功耗低、发热少、体积小等一系列优点,目前基于压电陶瓷驱动器的快速伺服刀架得到快速发展。
Haifeng Wang[11]等人设计了一种用于非圆活塞型面加工的快速伺服刀架,通过Labview扫频分析出刀具的共振频率为321 Hz。同样,Haoquan Ma[12]等人也设计一种基于压电陶瓷驱动器的快速伺服刀架,该刀具的模态频率达到305.5 Hz,他还通过重复控制器使得刀具的误差小于3 μm。针对非对称表面的精密车削的问题,Olivier Sosnicki[13]等人基于压电陶瓷驱动器设计了一种金刚石车削快速伺服刀架,实验测得刀架的一阶共振频率超过600 Hz。然而快速伺服刀架的工作行程受压电陶瓷驱动器伸长范围的限制,目前通用的解决方法是设计放大机构来提高快速伺服刀架的输出位移,但大多数快速伺服刀架的行程仍然局限在0.3 mm以内,虽然已经可以满足大多数的加工需求,但对于某些需要更大行程的快速伺服刀架的特殊场合还不够。为此,Ho-Sang Kim[14]等人针对自由曲面的制造,设计了一种大行程快速伺服刀架,刀具的行程达到50 mm,加工精度达到0.15 μm。近些年,不满足于快速伺服刀架的一维运动,学者们将其运动方向拓展到两个方向上。例如,Zhiwei Zhu[15]等人设计了一种二自由度快速伺服刀架,刀具可在两个方向上输出位移,带宽达到200 Hz。
快速伺服刀架定位精度的提高依赖于执行单元的精度和先进的控制算法,在压电陶瓷驱动器作为执行单元的情况下定位精度的提高空间有限。而通过改变快速伺服刀架的构型则可以显著提高响应频率。实际中快速伺服刀架的精度已经可以达到很高,如文献[16]设计了一种大行程的精密快速伺服刀具,加工的表面粗糙度可达20~30 nm,但最大带宽仅为200 Hz。文献[17]设计了一种用于菲涅尔微结构金刚石超精密加工的快速伺服刀架,加工出的菲涅尔结构的表面粗糙度达到了35 nm。综上所述,响应频率已成为限制快速伺服刀架应用范围的最大阻碍,为此有必要对快速伺服刀架响应频率的提高方法进行研究。
通过分析上述应用压电陶瓷驱动器的快速伺服刀具发现,无论是单自由度还是双自由度,在一个自由度上只能提供单向的驱动力,回复力需要靠机械结构本身的弹性提供。这种结构的缺点是快速伺服刀具的回复时间长,阻碍响应频率的进一步提高。为此本文提出了一种新构型的快速伺服刀架,采用“双压电陶瓷驱动器+柔性铰链”的主体结构,采用两个压电陶瓷驱动器分别为刀具的进给和回复提供驱动力,使刀具的响应速度得到提高。另外,两个压电陶瓷驱动器呈对称布置,以有效提高刀架的整体刚度。
2 快速伺服刀具的设计
新构型快速伺服刀架结构如图1所示,包含压电陶瓷驱动器A和压电陶瓷驱动器B,由于压电陶瓷驱动器的输出位移有限,需设计放大机构来放大输出位移。本文采用直圆型柔性铰链杠杆原理来放大两个压电陶瓷驱动器的输出位移,整体结构呈对称式分布,以提高刀具的刚度,如图2(彩图见期刊电子版)所示,图中红色线条表示初始状态,黑色线条表示为施加载荷P 之后的变形状态。

(a)快速伺服刀具三维图 (a) Three-dimensional map of FTS
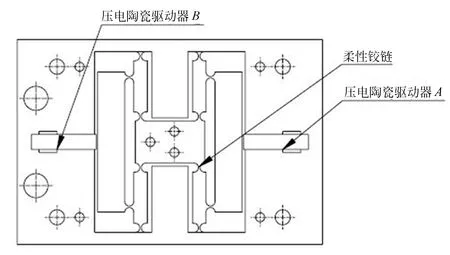
(b)快速伺服刀具二维图 (b) Two-dimensional map of FTS 图1 新型快速伺服刀具模型Fig.1 Model of new fast servo tool
当刀具进给时由压电陶瓷驱动器A进行驱动,刀具回复的时候由压电陶瓷驱动器B进行驱动,刀具在两个压电陶瓷驱动器的“夹持”下实现定位的高精度和运动的高频响。
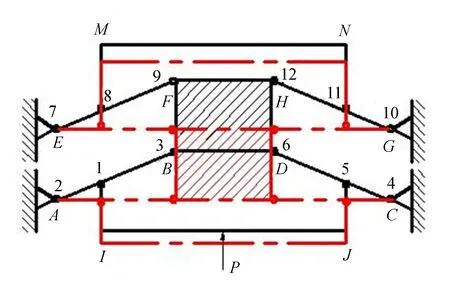
图2 刀具放大机构原理图Fig.2 Principle of tool amplification mechanism
3 快速伺服刀具高频响的实现
要实现刀架的高频响运动,需要令压电陶瓷驱动器一前一后的协调配合运动,即后驱动器随着电压的增加向前运动的同时,前驱动器必须减少相应电压值,使之向后运动以使两者相互配合;反之亦然。然而压电陶瓷驱动器的输入电压和输出位移之间呈现明显的非线性,另外,压电材料固有的迟滞特性也给两个压电陶瓷驱动器的联动带来一定的困难,所以必须先对两个压电陶瓷驱动器分别建立精确的迟滞模型。目前较常用的迟滞模型有Preisach[18]模型、PI模型[19]、Duhem模型[20]等等。其中由于PI模型存解析逆[21],且具有在明确的表达式,容易求解,而得到广泛的应用。
3.1压电陶瓷驱动器迟滞建模
PI模型[19]认为迟滞非线性是由一系列基本Play算子线性加权叠加而成的,结构简单。Play算子的表达式为:

(1)
式中Hr表示在输入电压信号x和输出位移信号y之间的迟滞算子,r为迟滞算子的权值,y0表示输出位移信号的初始值,t表示在[t0,tE]上的时间值。
其递归数学表达式为:
Hr[x,y,r](t)=max{x-r,min{x+r,y}},
(2)
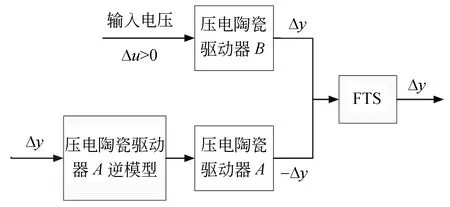
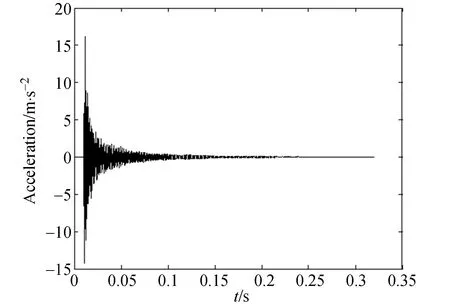
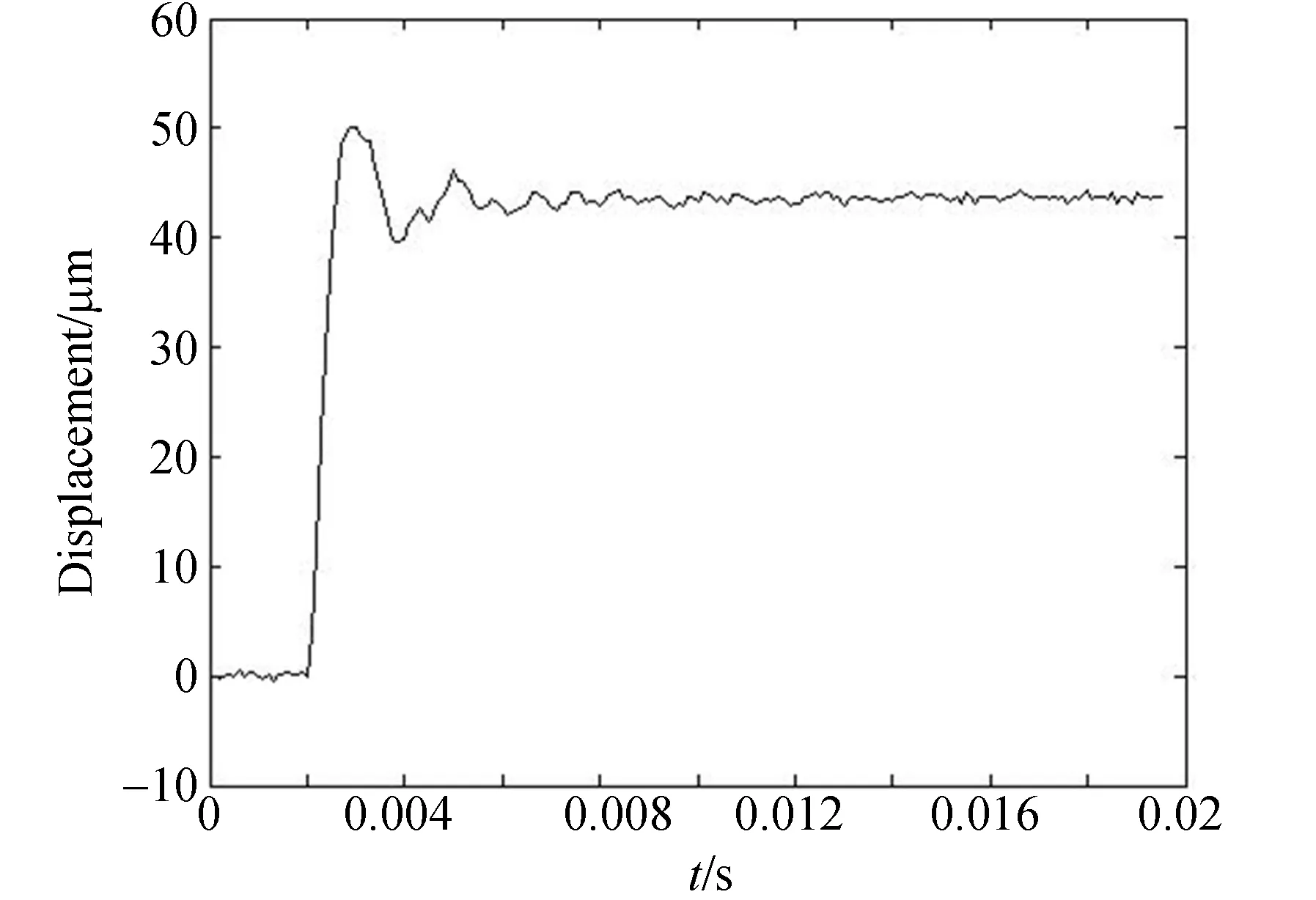
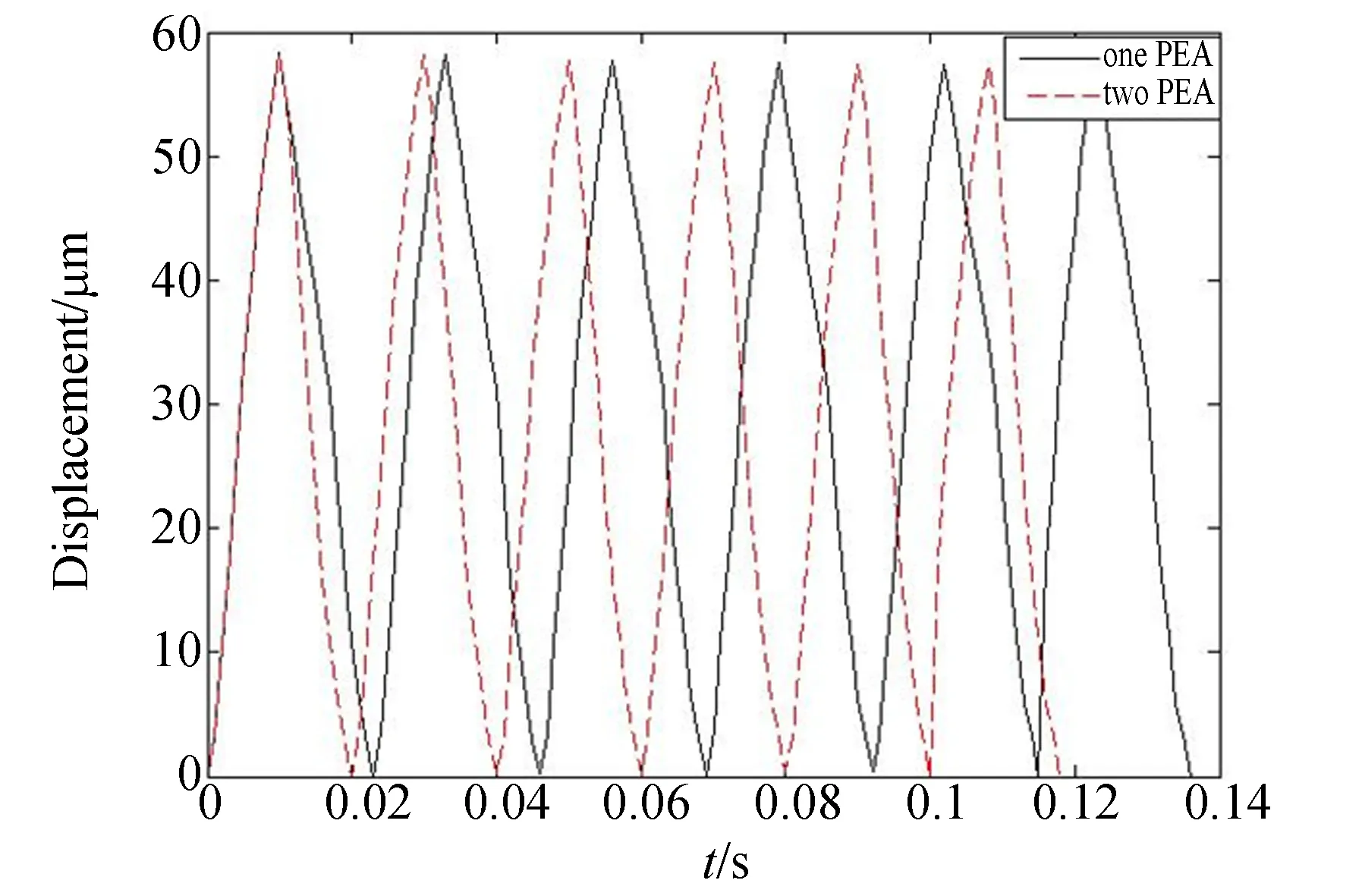
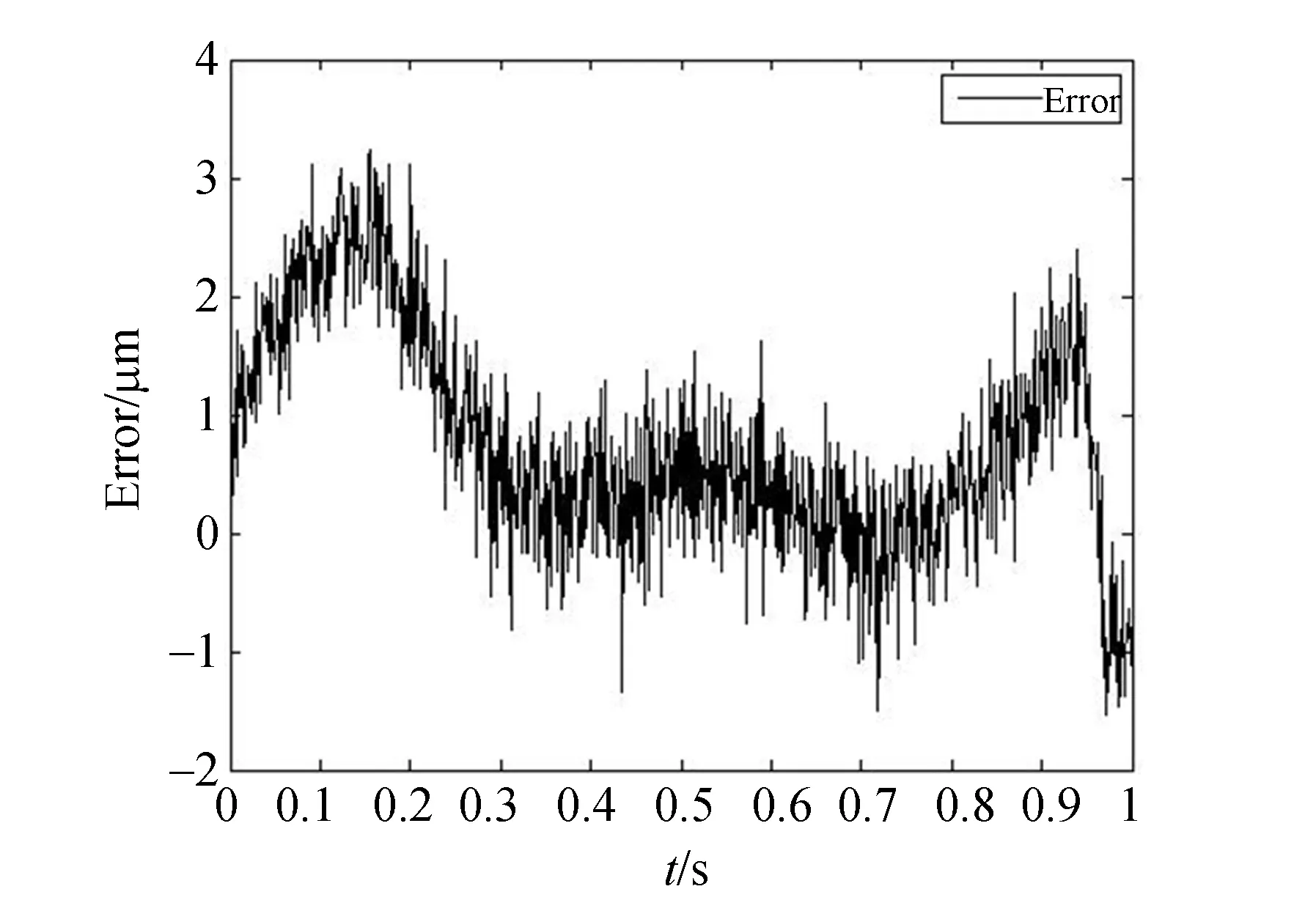
式中0=t0 其中初值为: Hr[x,y,r](0)=max{x(0)-r,min{x(0)+r,0}}, (3) 由上述表达式可得出基本Play算子的示意图如图3所示。 图3 基本Play算子示意图Fig.3 Schematic of basic Play operator 由n个具有不同阈值的Play算子经线性加权叠加可得到PI迟滞模型的输出,即: (4) 式中wi为Play算子的权重,T为采样周期,ri为Play算子的阈值,且满足0 由于PI模型是纯现象模型,参数与内部物理结构无关,参数的辨识还是要通过实验获得,通过实验获得压电陶瓷驱动器的初载曲线(压电陶瓷驱动器输入电压从0单调递增到其所能承受的最大电压时实际的输出曲线)后,如图4所示,就可确定PI模型的n和ri。 图4 初载曲线示意图Fig.4 Schematic of initial loading curve 当n充分大时,初载曲线Ω(r)可以表示为由阈值ri分段线性函数连接而成[22],即: i=0,1,2,…n-1, (5) i=0,1,2,…,n-1, (6) (7) 3.2PI逆模型 PI模型的逆模型[21]同样也是PI型,但阈值和权值与PI模型不同,其表达式如下: (8) PI逆模型的参数同样要通过初载曲线求解,其初载曲线可表示为: i=0,1,2,…n-1, (9) 由于两者互逆,所以 (10) i=1,2,…,n-1, (11) 初始值可以通过下式确定: (12) 3.3双压电陶瓷驱动器精确联动的控制 通过实验得到两个压电陶瓷驱动器的PI迟滞模型和PI迟滞逆模型后,可按图5(a)、(b)实现两个压电陶瓷驱动器的联动协调控制。 (a) 刀具进给原理图 (a) Principle diagram of tool feeding (b) 刀具退回原理图(b) Principle diagram of tool recovery图5 快速伺服刀架运动原理图Fig.5 Motion schematic of FTS 当刀架向前进给时,驱动电源对后压电陶瓷驱动器输入递增的电压Δu>0,通过PI模型在计算机上得到输出的位移值Δy。将后压电陶瓷驱动器的位移值Δy输入前压电陶瓷驱动器PI逆模型,算出相应的电压递减值Δu<0,再通过驱动电源作用于前压电陶瓷驱动器,输出相应的位移值-Δy,完成刀架的进给运动。当刀架向后运动时,驱动电源对前压电执行器输入递增的电压Δu>0,通过PI模型在计算机上得到输出的位移值Δy。将前压电陶瓷驱动器的位移值Δy输入后压电陶瓷驱动器PI逆模型,算出相应的电压递减值Δu<0,再通过驱动电源作用于后压电陶瓷驱动器,输出相应的位移值-Δy,完成刀架的回复运动。从这个过程可以看出,如果仅仅使用一个压电陶瓷驱动器,当刀架回复时只能依靠柔性铰链的回复力完成刀架的后退动作,花费时间多。而本方案采用两个压电陶瓷驱动器使得刀架的进给和后退都由压电陶瓷驱动器完成,从理论上保证了提高刀架响应速度性。 压电陶瓷驱动器可当做弹簧-质量-阻尼系统,其数学模型为: (13) 式中Ma、Da、Ka分别为压电陶瓷驱动器的质量、阻尼和刚度,x为输出位移,Fa为压电陶瓷驱动器的输出力,Fext为外部载荷,如切削力等。对式(13)进行拉普拉斯变换,得到: (14) 式中Z和C分别为压电陶瓷驱动器的阻抗和电容,n为压电与力的耦合系数,Vin为压电陶瓷驱动器的输入电压。 快速伺服刀具的数学模型为: (15) 式中M、D、K分别为快速伺服刀架的等效质量,阻尼和刚度;B为放大倍数。 前馈控制属于开环控制,它的基本原理是在模型偏差出现之前进行控制,将可能出现的偏差消除在萌芽状态,从而及时有效地跟踪被控对象的参考输入,以使平台具有较快的响应速度,但缺点是不能完全消除平台输出位移的迟滞误差;而反馈控制则是在偏差出现之后进行控制,优点是可完全消除平台输出位移的迟滞误差,缺点是存在时滞而降低了平台的响应速度。本文通过结合两种控制方法的优点,设计了一种复合控制方法,其控制框图如图6所示。 (a) 刀具进给控制框图 (a) Control block diagram of tool feeding (b) 刀具回复控制框图 (b) Control block diagram of tool recovery图6 快速伺服刀架控制框图Fig.6 Control block diagram of FTS 图6中的GF(s)和GPID(s)分别表示前馈控制环节和PID控制环节的传递函数,GR(s)和Gp(s)分别表示压电陶瓷驱动器和快速伺服刀架的传递函数。 前馈控制器是根据迟滞逆模型来设计的,逆模型的输入为位移值,输出为电压值。根据前文的叙述可知,PI逆模型的数学模型为: (16) 对式(16)进行拉普拉斯变换,得到传递函数为: (17) 由于PID控制器具有结构简单、参数易于整定、鲁棒性强、技术成熟等一系列优点,故本文反馈控制器采用PID控制方法进行设计。PID控制是通过对系统实际输出y(t)与理想值x(t)之间偏差e(t)的比例(P)、积分(I)、微分(D)进行线性组合实现的,其数学模型如下: (18) 对式(18)进行拉普拉斯变换得到: (19) 根据快速伺服刀具的的数学模型可得到: GH(s)=GR(s)Gp(s). (20) 5.1响应频率 共振频率是快速伺服刀架的一个重要的动态性能指标,它由快速伺服刀架的刚度K和有效运动质量M所决定。计算公式如下: (21) 式中有效运动质量通过质量计算公式M=ρV得到,快速伺服刀架刚度K的计算公式如下: (22) 式中Y′为刀架实际输出位移,Y为刀架的理论输出位移,K′为压电陶瓷驱动器的刚度。 共振频率在数值上等于固有频率,本文的共振频率由日本小野测器FFT分析仪CF7200A测得。图7是快速伺服刀架响应频率曲线,可以看出刀具的一阶固有频率为871.86 Hz。 (a) 加速度-时间曲线 (a) Acceleration - time curve (b) 频谱曲线(b) Spectrum curve图7 快速伺服刀架响应频率曲线Fig.7 Curves of response frequency for FTS 5.2响应时间 由于快速伺服刀架的共振频率很高,所以快速响应能力是快速伺服刀架的一个重要特性。PSA的响应时间t通常由其共振频率决定,计算公式如下: (23) 实验中对快速伺服刀架输入阶跃电压信号,快速伺服刀架达到其名义输出位移所用的时间即为响应时间。本文选用昆山攀特电陶科技有限公司生产的型号为PT1500707501的叠层矩形压电陶瓷驱动器,刚度为51 N/μm,标称位移为50 μm。压电陶瓷驱动电源选用的是哈尔滨工业大学博实精密测控有限公司设计生产的型号为HPV-1C0300A0300压电陶瓷电源。数据采集卡选用的是美国国家仪器(NI)有限公司生产的型号为PCI-6221的多功能板卡,数据发生与接收是基于NI公司研发的LabVIEW软件编制的图形程序完成。位移采集选用的是电涡流传感器,分辨率达到0.2 μm。实验测得快速伺服刀架的响应曲线如图8所示。 图8 快速伺服刀架响应时间曲线Fig.8 Curve of response time 由实验得到快速伺服刀架的响应时间为0.000 45 s,接近于理论公式计算的0.000 382 s。 5.3位移响应特性 通过实验辨识出快速伺服刀架在压电陶瓷驱动器A和压电陶瓷驱动器B单独作用下的PI模型和逆模型, 根据图4所示的联动控制原理图测出快速伺服刀架的位移响应特性。实验首先测得在单压电陶瓷驱动器驱动下的时间-位移曲线,其次测得在双压电陶瓷驱动器驱动下的时间-位移曲线,将两者进行比较得到如图9所示的结果。 图9 位移曲线比较Fig.9 Comparison of displacement output 从图中可以明显看出在相同的周期内双压电陶瓷驱动器构造的快速伺服刀架响应快于单压电陶瓷驱动器的。 5.4定位精度 快速伺服刀架的定位精度取决于双压电陶瓷驱动器的联动控制精确度,两个压电陶瓷驱动器之间能够协调配合则定位精度高,反之不仅不能提高定位精度而且会严重降低定位精度。为了实现高精度的定位,本文采用的措施是首先控制一个压电陶瓷驱动器,使之达到理想的精度和波形曲线,然后让另一个压电陶瓷驱动器参照其波形曲线进行控制。简而言之,用一个压电陶瓷驱动器标定另一个压电陶瓷驱动器,使两者协调配合。 对压电陶瓷驱动器分别输入三角波信号和正弦波信号,得到图10~13所示的位移曲线和误差曲线。三角波信号的最大误差Error(MAX)=3.366 1 μm,误差百分数为7.63%;平均绝对误差为Error(AVG)=0.698 0 μm,误差百分数为1.58%。正弦波信号的最大误差Error(MAX)=3.244 4 μm,误差百分数为7.67%;平均绝对误差为Error(AVG)=0.930 9 μm,误差百分数为2.20%。 图10 三角波时间-位移曲线Fig.10 Curve of displacement-time 图11 三角波误差曲线Fig.11 Triangular wave error curve 图12 正弦波时间-位移曲线Fig.12 Displacement time curves of sinusoidal wave 图13 正弦波误差曲线Fig.13 Error curves of sinusoidal wave 本文设计了一种新型快速伺服刀架,刀架主体采用“双压电陶瓷驱动器+柔性铰链”构型,双压电陶瓷驱动器分别为刀具的进给和回复提供驱动力。针对压电材料存在迟滞性的缺点,建立了两个压电陶瓷驱动器的PI模型。由于新型快速伺服刀架高频响的优势取决于两个压电陶瓷驱动器的协调配合,为此建立了PI逆模型,设计了双压电陶瓷驱动器的联动控制方法,并将前馈控制与PID反馈控制相结合,构成新的控制算法对刀架的输出位移进行定位。通过实验分析了新型快速伺服刀架的响应频率、响应时间、位移响应特性和定位精度,实验表明新型快速伺服刀架的响应频率为871.86 Hz,响应时间为0.000 45 s,三角波信号的最大定位误差Error(MAX)=3.366 1 μm,误差百分数为7.63%;平均绝对误差为Error(AVG)=0.698 0 μm,误差百分数为1.58%;正弦波信号的最大定位误差Error(MAX)=3.244 4 μm,误差百分数为7.67%;平均绝对误差为Error(AVG)=0.930 9 μm,误差百分数为2.20%。本文的研究为快速伺服刀架的研究提供了一定的理论基础。 [1]吴丹, 谢晓丹, 王先逵. 快速刀具伺服机构研究进展[J]. 中国机械工程, 2008, 19(11):1379-1383. WU D, XIE X D, WANG X K. Research review of fast tool servo[J].ChinaMechanicalEngineering, 2008, 19(11):1379-1383.(in Chinese) [2]王晓慧,孙涛. 快速伺服刀架迟滞特性的Preisach建模 [J]. 光学 精密工程,2009,17(6):1421-1425. WANG X H, SUN T. Preisach modeling of hysteresis for fast tool servo system[J].Opt.PrecisionEng., 2009,17(6):1421-1425.(in Chinese) [3]KONG L B, CHEUNG C F, KWOK T C. Theoretical and experimental analysis of the effect of error motions on surface generation in fast tool servo machining[J].PrecisionEngineering, 2014,38(2):428-438. [4]KOHLER J, SEIBEL A. FTS-baesd face milling of micro structures[J].InstituteofProductionEngineeringandMachineTools, 2015,28:58-63. [5]CHEN S L, HSIEH T H. Repetitive control design and implementation for linear motor machine tool[J].InternationalJournalofMachineToolsandManufacture, 2007, 47(12-13):1807-1816. [6]WU D, CHEN K. WANG X. Tracking control and active disturbance rejection with application to noncircular machining[J].InternationalJournalofMachineToolsandManufacture, 2007, 47(15):2207-2217. [7]LAW M, WABNER M, COLDITZ A,etal.. Active vibration isolation of machine tools using an electro-hydraulic actuator [J].CirpJournalofManufacturingScience&Technology, 2015, 10:36-48. [8]ZHANG K, HU D J. An electromagnetic actuation based boring method for non-circular hole[J].JournalofShanghaiJiaotongUniversity,2005,39(6):845-848. [9]YANG Z S, HE Z B, LI D W,etal.. Direct drive servo valve based on magnetostrictive actuator: Multi-coupled modeling and its compound control strategy[J].SensorsandActuatorsA:Physical, 2015,235:119-130. [10]LU H, LEE D W, KIM J M,etal.. Modeling and machining evaluation of microstructure fabrication by fast tool servo-based diamond machining[J].PrecisionEngineering, 2014, 38(1):212-216. [11]WANG H F, YANG S Y. Design and control of a fast tool servo used in noncircular piston turning process[J].MechanicalSystemsandSignalProcessing, 2013,36(1):87-94. [12]MA H Q, TIAN J, HU D J. Development of a fast tool servo in noncircular turning and its control[J].MechanicalSystemsandSignalProcessing, 2013,41(1-2):705-713. [13]SOSNICKI O, PAGES A, PACHECO C,etal.. Servo piezo tool SPT400MML for the fast and precise machining of free forms[J].IntJAdvManufTechnol, 2010,47(9-12):903-910. [14]KIM H S, LEE K-II, LEE K M,etal.. Fabrication of free-from surfaces using a long-stroke fast tool servo and corrective figuring with on-machine measurement[J].InternationalJournalofMachineTools&Manufacture, 2009,49(12-13):991-997. [15]ZHU Z W, ZHOU X Q, LIU Z W,etal.. Development of a piezoelectrically actuated two-degree-of-freedom fast tool servo with decoupled motions for micro-/nanomachining[J].PrecisionEngineering, 2014,38(4):809-820. [16]STEFAN R, CUTTINO J F. Design and testing of a long-range, precision fast tool servo system for diamond turning[J].PrecisionEngineering, 2009,33(1):18-25. [17]赵清亮,王义龙,于光,等. 基于快速伺服刀架技术的菲涅尔微结构金刚石超精密加工及其控制技术[J]. 机械工程学报,2010,46(9):179-186. ZHAO Q L, WANG Y L, YU G,etal.. Fast tool servo-based ultra-precision diamond machining of fresnel micro-structured surface and its control technology[J].JournalofMechanicalEngineering, 2010, 46(9):179-186.(in Chinese) [18]LIU L, TAN K K, CHEN S L,etal.. SVD-based preisach hysteresis identification and composite control of piezo actuators[J].ISATransactions, 2012,51(3):430-438. [19]SU C Y, WANG Q Q, CHEN X K,etal.. Adaptive variable structure control of class of nonlinear systerms with unknown Prandtl-Ishlinskii hystersis [J].IEEETrans.AutomaticControl, 2005, 50(12):2069-2074. [20]YING Z G, ZHU W Q. Stochastic averaging of duhem hysteretic systems[J].JournalofSoundandVibration, 2002,254(1):91-104. [21]杨斌堂,赵寅,彭志科,等. 基于Prandtl-Ishlinskii 模型的超磁致伸缩驱动器实时磁滞补偿控制[J]. 光学 精密工程,2013,21(1):127-128. YANG B T, ZHAO Y, PENG ZH K,etal.. Real-time compensation control of hysteresis based on Prandtl-Ishlinskii operator for GMA[J].Opt.PrecisionEng., 2013, 21(1):127-128.(in Chinese) [22]KLAUS K. Modeling, identification and compensation of complex hysteretic nonlinearities: a nodified Prandtl-Ishlinskii approach[J].EuropeanJournalofControl, 2003, 9:407-418. 李国平(1967-),男,湖北武穴人,博士,教授,1990年、1993年于大连理工大学机械工程系分别获得学士学位,硕士学位,2010年于浙江大学机械工程系获得博士学位,现为宁波大学研究生院执行院长,主要从事精密定位及机电测控方面的研究。E-mail:liguoping@nbu.edu.cn 孙涛(1989-),男,安徽望江人,硕士研究生,主要从事精密加工方面的研究。E-mail:suntao_nbu@126.com (本栏目编辑:马健) (版权所有未经许可不得转载) Model and control of high-frequency response servo tool LI Guo-ping*, SUN Tao, QIU Hui, CHEN Bin (TheFacultyofMechanicalEngineeringandMechanics,NingboUniversity,Ningbo315211,China) As the fast servo tool based on piezoelectric actuators only provides one-way driving force, a new fast servo tool based on dual piezoelectric actuators was designed. The two piezoelectric actuators in the fast servo tool were used to provide driving forces for feeding and recovery of tools and they were symmetrically arranged for effectively enhancing the overall stiffness of the servo tool. To control the two piezoelectric actuators, a PI model of dual piezoelectric actuators and its inverse model were established, and corresponding linkage coordinate control method was presented. Then,the PI inverse model was used as a feed-forward segment of PID feed-back control to construct a composite control to adjust the output displacement of fast servo tool . Experimental results show that the response frequency of new fast servo tool is 871.86 Hz, and response time is 0.000 45 s. When the inputting signal is a triangular wave, the maximum positioning error is 3.366 1 μm and the average absolute error is 0.698 0 μm. When the inputting signal is a sine wave, the maximum positioning error fast servo tool; dual piezoelectric actuator;PI model; high-frequency response 2016-01-27; 2016-03-04. 浙江省自然科学基金资助项目(No.LY15E050005);浙江省科技厅公益技术资金资助项目(No.2013C31017) 1004-924X(2016)08-1991-09 TG71; TN384 A 10.3788/OPE.20162408.1991 is 3.244 4 μm and the average absolute error is 0.930 9 μm.










4 快速伺服刀具控制器设计










5 实验研究







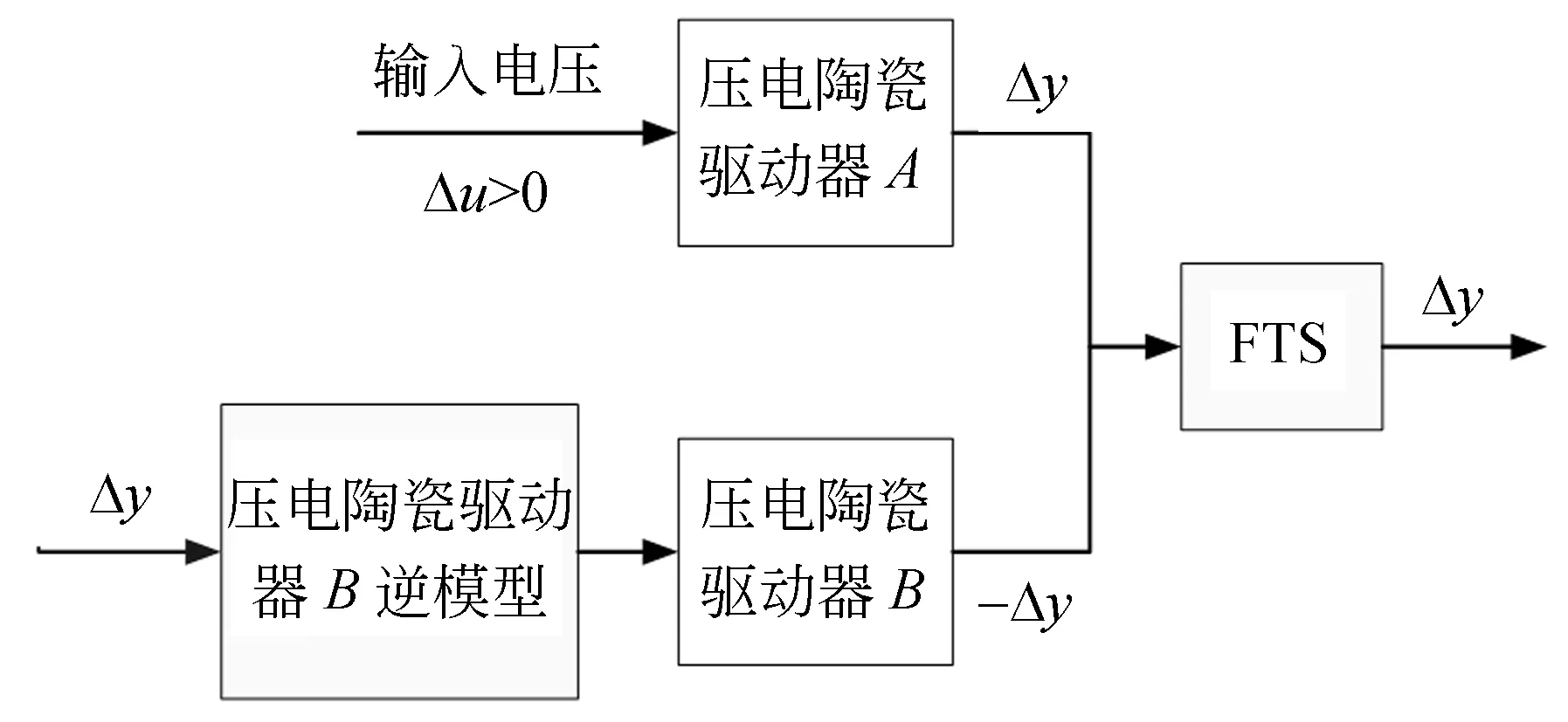
6 结 论


