色纺纱线生产与工艺技术创新
——我国色纺纱线的生产、品种、性能特点与用途概述
2016-09-27章友鹤周建迪赵连英
章友鹤,周建迪,2,赵连英,2,陈 璟,2
(1.浙江省纺织工程学会棉纺专业委员会,杭州 310008;2.浙江省新型纺织品研发重点实验室,杭州 310008)
色纺纱线生产与工艺技术创新
——我国色纺纱线的生产、品种、性能特点与用途概述
章友鹤1,周建迪1,2,赵连英1,2,陈璟1,2
(1.浙江省纺织工程学会棉纺专业委员会,杭州310008;2.浙江省新型纺织品研发重点实验室,杭州310008)
色纺纱是我国自主开发的一类新型纱线,它由两种及以上不同色泽或不同性能的纤维,采用多种混合方法后用纺纱工艺制成的具有多色彩独特风格的纱线,纱线色彩自由时尚,织成的面料具有朦胧的立体效果,已广泛应用于针织、机织及家纺等领域。文章简述了我国色纺纱线的发展历史与纱线的主要特点、已开发产品的种类及应用领域。
色纺纱线;工艺特点;发展历史;产品类别
1 我国色纺纱线的发展历史与技术进步
1.1发展历史
据报道,20世纪80年初,日本纺织界的科研人员通过对散纤维染色后,用染色后的散纤维纺成纱线的方法研制出色纺纱。意大利、韩国、日本及我国台湾省也相继开发生产各类色纺纱,由于受劳动力与原料等多种因素制约,生产量较少并呈逐年减少的趋势。
色纺纱生产在我国从20世纪80年代初期开发至今已有30多年历史,初期生产品种是用黑白两种棉纤维混和纺成的色纺纱,又称“麻灰纱”,一直沿用至今。相比常规纱由于色纺纱可使产品附加值提高,使企业获得良好的经济效益,因此从20世纪90年代开始,国内色纺纱生产得到快速发展,品种也从单一的纯棉“麻灰纱”向多种纤维混纺与多色彩组合方向拓展。
在江浙地区色纺纱产能快速发展的影响下,国内中西部地区的一些纺织企业也根据市场需求进行色纺纱的开发与生产,形成了遍地开花的局面。但由于色纺纱生产其工艺条件与产品质量要求与本色纱有较大区别,且生产品种需随市场需求变化而变化,多品种、小批量、翻改频繁,给生产管理带来许多困难,不是所有纺纱企业都能适应。从目前的情况来看,国内色纺纱的生产与研发中心仍在江浙沿海地区,尤其是浙江省,拥有百隆与华孚两个国内最大的色纺纱生产企业,生产装备先进,技术力量雄厚,开发能力强,并已形成了纤维染色、纺纱生产及织造、成衣等产业链。生产的各种色纺纱线有的已在国内外著名的服装品牌上应用,具有较强竞争优势并为企业取得了良好的经济效益[1]。据初步估算,到2015年末,我国生产色纺纱的纱锭已超过1000万锭,并正在向转杯纺、喷气涡流纺等新型纺纱领域拓展。色纺纱线已是国内纺纱生产中具有显著特色的新型纱线之一,具有良好的发展前景。
1.2技术进步
纵观国内30多年来色纺纱的生产历史,随着色纺纱生产经验的不断积累,色纺纱的品质档次和技术含量不断提升,“紧跟消费时尚、不断开发新颖色纺纱线是重要特征”,其主要进步有以下三点[2]。
1.2.1色纺纱的色彩多样化
色纺纱生产初期是以黑白两种颜色纤维生产“麻灰纱”为主导品种,但随着消费者对服装追求时尚、新颖,要求色彩靓丽,故色纺纱生产也随之服饰流行色的推行而开发出多色彩的色纺纱,通过调色与配色技术在一根纱线呈出现多色彩的风格,称为“多彩色混色纱”,由于其技术含量提高,产品附加值也随之提升。
1.2.2色纺纱使用原料多样化
由于色纺纱所用原料采用纤维先染色后再混合纺纱,解决了多种纤维混纺成纱后再染色的技术难点。同时混用原料最少2种,多则有5~6种,使各种原料的性能扬长避短、优势互补。目前在色纺纱组合原料中既有各种染色棉、天然彩棉、有机棉及羊毛(绒)、麻纤维、绢丝等天然纤维,也有各种常规化学纤维及差别化、功能性化学纤维及细旦、超细旦、异形、双组分纤维等。
1.2.3色纺纱生产技术的改进与创新取得了重大的突破
首先,在混色技术上采用了多种混棉方法,有人工小量混棉,开清棉专用混棉机,精梳、并条混条及赛络纺、并捻等多种混色技术的综合运用,开发出丰富多样的色纺纱线。其次,在色纺纱生产中广泛采用复合纺纱新技术,先后开发出短纤与长丝复合的包芯纱,短纤纱与短纤纱、短纤纱与长丝通过并捻加工而成的复合纱等新型色纺纱线。再次,通过细纱机工艺的改进,开发出紧密纺色纺纱、段彩纱、竹节纱、彩点纱、隆纹纱等形态各异有立体效应的多种色纺纱线。
总之,30多年来,在国内色纺纱生产企业的不懈努力下,通过不断改进工艺与技术创新,使色纺纱生产经历了从纤维色彩、原料结构的变化向纱线形态结构变化发展。目前我国色纺纱的生产在数量、品种、质量及档次上均处于世界领先地位。色纺纱线已成为我国纺纱行业中的一颗璀璨的明珠,在为满足人们衣着需求及为国家创汇中都作出了重大贡献。
2 色纺纱线的分类
随着色纺纱工艺技术的不断创新,目前生产色纺纱的种类越来越多,其分类方法有以下几种:
a) 按组成纱线的纤维颜色,可分为麻灰系列纱线、多彩色系列纱线等。
b) 按纱线原料组成,可分为纯天然纤维色纺纱线、纯化纤色纺纱线及多种纤维混纺色纺纱线等。
c) 按纺纱工艺,可分为纯棉普梳色纺纱线、精梳或半精梳色纺纱线、半精纺色纺纱线、复合纱线及紧密纺与赛络纺及新型纺纱色纺纱线等。
d) 按纱线用途,可分为针织用纱线(包括纬编、经编及横机用纱线)机织用纱线、起绒用纱线等。表1为目前国内生产的色纺纱线的大类纱线分类。
3 色纺纱线的特点
我国色纺纱线能得到快速发展,主要是由于它颠覆了传统的先纺纱后染色的纺纱工艺,长期生产实践中显示它有以下几方面特性[3-4]。
3.1色纺纱可减少对环境污染符合环保要求
传统纺纱工艺是先纺纱后织造、再染色,或者是先纺纱再纱线染色然再织造,即色织。这两种工艺在染色时均会对环境造成不同程度的污染。而目前色纺纱中所用纤维的染色比例只有30%~35%,然后将染色纤维和不染色纤维混和纺纱,即纱线中只有30%~35%的纤维需染色,这样污染就少多了。
3.2色纺纱立体效果好符合服饰时尚要求
因色纺纱是用不同色泽或不同性能纤维混和纺纱,使纱线形成有色与本色,有色与有色(不同色泽)互搭的朦胧的立体效果。它改变了传统纱线的单一色泽,并具有色泽调和、色光柔和的特点,同时色纺纱在生产中融合当今世界服饰面料流行色的元素,通过专业的色彩分析师不断创新,逐渐推出,混色花纱的颜色达300多种,能够满足各类纺织面料所需。国际上众多品牌服饰均用色纺纱作为其首选纱线之一。
表1色纺纱线的大类纱线分类
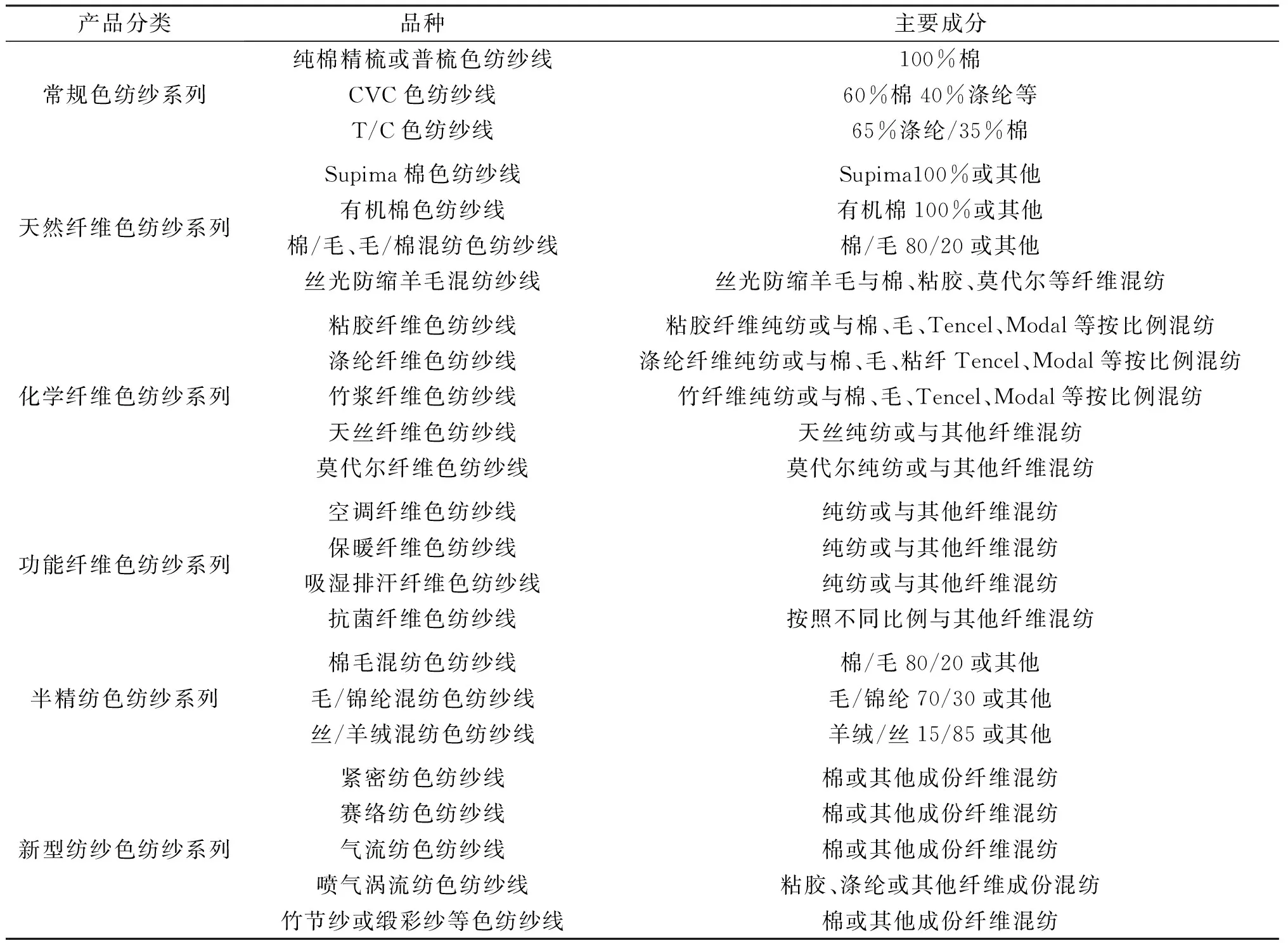
产品分类品种主要成分常规色纺纱系列纯棉精梳或普梳色纺纱线100%棉CVC色纺纱线60%棉40%涤纶等T/C色纺纱线65%涤纶/35%棉天然纤维色纺纱系列Supima棉色纺纱线Supima100%或其他有机棉色纺纱线有机棉100%或其他棉/毛、毛/棉混纺色纺纱线棉/毛80/20或其他丝光防缩羊毛混纺纱线丝光防缩羊毛与棉、粘胶、莫代尔等纤维混纺化学纤维色纺纱系列粘胶纤维色纺纱线粘胶纤维纯纺或与棉、毛、Tencel、Modal等按比例混纺涤纶纤维色纺纱线涤纶纤维纯纺或与棉、毛、粘纤Tencel、Modal等按比例混纺竹浆纤维色纺纱线竹纤维纯纺或与棉、毛、Tencel、Modal等按比例混纺天丝纤维色纺纱线天丝纯纺或与其他纤维混纺莫代尔纤维色纺纱线莫代尔纯纺或与其他纤维混纺功能纤维色纺纱系列空调纤维色纺纱线纯纺或与其他纤维混纺保暖纤维色纺纱线纯纺或与其他纤维混纺吸湿排汗纤维色纺纱线纯纺或与其他纤维混纺抗菌纤维色纺纱线按照不同比例与其他纤维混纺半精纺色纺纱系列棉毛混纺色纺纱线棉/毛80/20或其他毛/锦纶混纺色纺纱线毛/锦纶70/30或其他丝/羊绒混纺色纺纱线羊绒/丝15/85或其他新型纺纱色纺纱系列紧密纺色纺纱线棉或其他成份纤维混纺赛络纺色纺纱线棉或其他成份纤维混纺气流纺色纺纱线棉或其他成份纤维混纺喷气涡流纺色纺纱线粘胶、涤纶或其他纤维成份混纺竹节纱或缎彩纱等色纺纱线棉或其他成份纤维混纺
3.3色纺纱具有功能性的特点
随着纺纱技术进步,目前色纺纱生产不仅满足于外观色彩及手感等感观的舒适性,正在注重功能性纱线开发。通过采用功能性纤维或通过特殊工艺处理,使产品获得特殊的功能和不同的服用性能。
如防护功能色纺纱,有抗紫外线、防辐射、防油污、阻燃防火等;具有舒适功能色纺纱有吸湿排汗快干、抗皱免烫、弹性回复、防水透气等;此外,具有保健功能色纺纱有抗菌、防臭、发射负离子,远红外线等。
3.4色纺纱采用多组分原料分别染色,规避了不同原料同浴染色的弊端
目前十分流行多组分纤维混纺纱线及纺织品,但不同的原料由于大分子结构差异,如同浴染色容易出现上色不匀与染色疵点,而色纺纱在纺纱原料混合前,就对各种不同性质的原料先染色,可以解决不同纤维混合纺纱再染色的色泽差异。
4 色纺纱线的应用与质量要求
4.1色纺纱线的优点
与传统的先纺纱后染色的方法,即用本色纤维纺成本色纱再染色相比,色纺纱有如下优点:
a) 避免了传统先纺后染的同批次面料易出现色差的缺点,制成的面料感官效应明显优于先纺后染的面料,且风格独特,使色纺纱的需求空间不断增大。
b) 色纺纱制成的面料颜色种类已远远的超过传统先纺后染制成的面料种类。色纺纱目前可供选择的颜色达到一千种以上。
4.2色纺纱线的应用范围
由于色纺纱的上述优点,因此,应用范围更加广泛。生产初期,色纺沙主要用于针织物,但随着色纺纱品种的拓展与质量档次的提高,使其应用范围扩大,目前色纺纱可广泛用于针织、毛衫、机织等多种领域,其织物风格独特、色泽自然、层次清晰,是中高档面料的首选纱线。色纺纱线因加工和最终成品而有不同的用途,对色纺纱也有不同的质量要求。
4.3色纺纱线的质量要求
4.3.1针织用色纺纱
编织针织物的用纱,要求细节少、棉结少、杂质少,条干均匀度好,平均强力高,捻度适中,近年来随着针织大圆机的速度的提高,为减少织造断头与疵点,对纱线强力提出较高的要求,要求最低强力不得小于平均强力的80%。
a)作针织汗布用纱除了强力、条干均匀度、粗细节等有一定的要求外,还需有手感滑爽的要求。
b)作毛衫用的半精纺色纺纱要求保暖性好,风格较粗犷,手感柔软,故一般采用棉与羊毛混纺色纱较多,并以股线色纺纱为主要纱线,要求合股纱线色差小、捻度分布均匀、不匀率低[5]。
4.3.2织机用色纺纱
a)经纱用色纺纱:因经纱要承受整经及织造等加工工序的张力,对原纱质量的强力、毛羽等有较高要求,以减少织造过程中断头、提高生产效率和布面质量。
b)纬纱用色纺纱:因不上浆,所经过的工序简单,去除杂质机会少,因此纬纱要求棉结、杂质少,条干均匀度好,手感柔软,对强力要求没有作经纱要求高。
c)起绒(刮绒)用色纺纱:因要求绒面丰满对用纱要求捻度稍低,容易起绒,对条干、棉结、杂质要求没有作经纱、纬纱高。
5 结 语
a)色纺纱是我国开发的一类新颖纱线,色彩自然时尚有朦胧立体感,用色纺纱制成的面料及服饰符合当今人们对服饰追求时尚、个性化、高端化的需求,深受各层次消费者喜爱,促进了我国色纺纱生产的发展。目前我国已成为国际上生产色纺纱数量最多的国家,色纺纱在满足人们服饰需求的同时也为企业创造较好的经济效益。
b)色纺纱在我国从20世纪80年代开发生产至今已有30多年历史,随着纺纱技术的不断进步,生产经验的不断积累,色纺纱已经历从生产初期的纯棉麻灰纱—彩色纱—多组分原料组合纺纱—多种纺纱工艺融合生产色纺纱等4个发展阶段,使色纺纱从纤维色彩原料结构变化向色纺纱形态结构变化发展,目前我国色纺纱的品种质量上已处于世界领先水平,产品出口比例高,为国家创汇也作出了一定的贡献。
[1] 章友鹤,赵连英,陈璟.扩大新颖花式(花色)纱线生产,增加纺纱企业效益[J].纺织导报,2015(11):72-75.
[2] 毕大明,章友鹤,赵连英,等.色纺纱工艺技术的创新途径[J].棉纺织技术,2015,43(2):3-6.
[3] 胡英杰.色纺纱生产中相关技术的探析[J].现代纺织技术,2014,22(5):42-46.
[4] 章友鹤,王凡能.用新型纺纱技术开发色纺纱的优势及相关技术探讨[J].浙江纺织服装职业技术学院学报,2013,12(4):1-5.
[5] 章友鹤.色纺纱与半精纺纱的工艺特点及生产要点[J].纺织导报,2011(1):62-64.
(责任编辑:陈和榜)
Colored Spun Yarn Production and Technological Innovation
ZHANGYouhe1,ZHOUJiandi1,2,ZHAOLianying1, 2,CHENJing1,2
(1.Cotton Spinning Committee, Zhejiang Textile Engineering Society, Hangzhou 310008, China; 2.Key Laboratory of New Textile Research and Development of Zhejiang Province, Hangzhou 310008, China)
Colored spun yarn is a new yarn which is independently developed by China. It is made of two or more fibers with different colors and luster or properties by multiple blending methods and spinning technology. Such yarn has multicolor and unique style. The color of such yarn is free and fashionable. The fabrics weaved by such yarn has hazy stereo effect and have been widely applied in knitting, weaving and home textile fields. This paper simply narrates development history of colored spun yarn in China and main features of yarns, the categories of developed products and application fields.
colored spun yarn; technological characteristics; development history; product category
2016-06-01
章友鹤(1934-),男,浙江宁波人,教授级高级工程师,主要从事棉纺织生产与技术方面的研究。
TS104.2
B
1009-265X(2016)05-0061-04
