石油化工装置中本质安全设计浅析
2016-09-18施建设
施建设
(中石化宁波工程有限公司,浙江 宁波 315103)
石油化工装置中本质安全设计浅析
施建设
(中石化宁波工程有限公司,浙江 宁波 315103)
针对石油化工装置的安全性,介绍了本质安全的要求、基本概念、风险评估及可接受风险等的安全评估原则,描述了在石油化工装置中几种本质安全的设计实现方法,从工艺流程设计和自控设计过程中安全功能的实现,设计过程中可采用的物理防护手段,接地系统的实现,关键阀门开启压力的确定等均是本质安全必须考虑的内容。说明了石油化工本质安全贯穿着设计的每个阶段、每个方面,实现本质安全要从源头抓起。
本质安全设计风险安全仪表功能安全等级接地物理保护
在石油化工生产装置中,安全运行已经成为贯彻装置全生命周期的必然追求。在流程工业中保障安全常用的措施有增加安全设备、增加操作人员及巡检频率等。此类措施虽然在一定条件下有利于降低风险,但是增加安全设备必然会导致流程变得复杂和对安全系统要求的提高;增加操作人员及巡检频率将加大操作人员的工作强度及心里压力,这与企业追求利润的基本目标相悖。由于无法避免元器件的失效性和人为的操作失误,潜在的风险会一直伴随着生产装置。为了降低过程风险,对过程进行本质安全设计显得尤为紧迫。
1 本质安全的概念
本质安全是预先分析工艺、设备可能潜在的危险,基于事物自身特性、规律, 通过消除或减少工艺、设备中存在的危险物质或危险操作的数量进而避免危险。实现本质安全是以系统中物质的物理、化学基本性质,工艺安全操作以及与工艺自身密切联系的有关特性为基础的内在固有的安全性。
然而,在实际情况中,绝对安全的情况是不存在的。安全与风险相对,风险是指发生危害事件的可能性和危害程度。通常来说,风险越大安全性越小,风险越小安全性越大;当风险降低到普遍可以接受的程度时,则可以认为是安全的。
对于风险的评价,根据标准IEC 61508[1],通常采用的是ALARP(as low as reasonably practicable)原则[1-2]。典型的如英国劳工部规定,当个体接受的风险小于10-6次/a时,可认为是个体处在无风险状态;当个体接受的风险大于10-3次/a时,可认为是不可接受的风险状态;而处在10-6~10-3次/a的可认为是在ALARP区域。安全区域的标准通常在ALARP区域内确定。ALARP应根据各个国家、各个地区的实际生产水平,结合当地的环境政策、人口规模、人文习惯、经济发展水平等相关因素后综合考虑确定。
在确定风险的评价标准后,就可以在项目的安全分析过程中进行定性、半定量或定量的分析,以确保整个装置尽量达到本质安全的要求。
2 本质安全设计
本质安全的概念和要求应在项目初始阶段就建立,并应在项目设计过程中贯彻实施,而整个装置的管理规范、人员培训等均属于本质安全的范围。对于流程工业而言,工艺设计是装置本质安全设计的核心部分,控制、保护系统的设计,物理保护层措施的建立等在设计阶段应按照本质安全的要求进行。
在设计过程中,对本质安全的贯彻体现在流程的方方面面,从物流的选择、反应参数的确定、现场设备的布置、管道的选用、仪表的安装等均应仔细考虑,慎重选择,以达到最大程度的本质安全要求。对于过程控制而言,可以从阀门故障位置的确定、物理防护、接地、阀门执行机构作用力的选取等多方面进行考虑,以实现本质安全的目标。
2.1阀门故障位置的确定
阀门故障位置指的是阀门在失去外部动力源(气源)时阀门应该到达的位置,阀门故障位置的确定一方面要根据流程操作的要求进行确定,另一方面还需要分析潜在的各种风险及可能性,在考虑所有风险并排除后才能确定,以求达到本质安全的目的。阀门故障位置的确定方式见反应器流程(图1)所示。
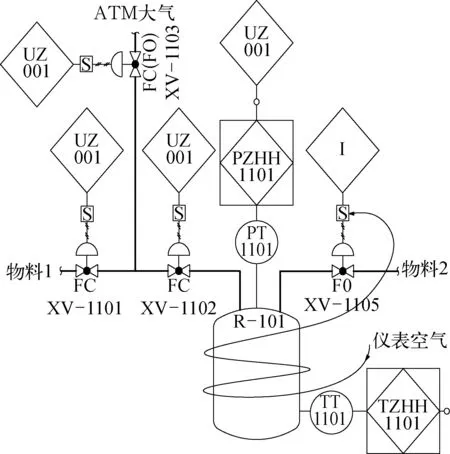
图1 反应器流程示意
2.1.1工艺操作要求
图1中,R-101为反应器,物料1进入反应器在一定压力温度下进行反应;物料2是在某些极端情况下加入反应器的终止剂。XV-1101,XV-1102用于切断进入反应器的物料1;XV-1103用于在XV-1101,XV-1102关闭后将2个阀门之间的微量物料放空。此流程中的安全联锁UZ001,要求在反应器内压力(PT1101)、温度(TT1101)等超过联锁设定值时将同时关闭XV-1101,XV-1102,停止向反应器内加入物料而使反应结束以避免产生危险。另外,仪表空气压力低于设定值时阀门到达其故障位置。
2.1.2安全完整性等级(SIL)的“分解”及阀门故障位置的确定
针对图1中XV-1103的故障位置(FO或是FC)选择,在不同的设计阶段曾经有着不同的选择。在20世纪90年代,其分析往往以定性为主,对于XV-1103的故障位置选型以FO为主,其主流意识是在联锁动作发生后物料1与反应器的完全隔离是通过在XV-1101,XV-1102同时关闭后打开XV-1103的方式实现。而在实际操作过程中,也发生过反应器超压或超温的情况,均通过联锁保护达到了停车的目的。
2000年以来,随着风险的安全评估理念引入,分析方法从定性分析逐渐向定量分析转变,对于XV-1103阀的故障位置选择有了本质的改变,开始选用以FC为主的切断阀了,分析如下:
1) 安全等级的确定。根据工艺安全分析,联锁UZ001切断物料1进入反应器需要的安全等级为SIL3,是通过切断阀门XV-1101, XV-1102采用“1oo2”方式来实现,阀门平均故障率要求PFDavg≤6×10-4。仔细分析该流程,还隐含着另外两种安全要求: 确保物料1不能通过XV-1101, XV-1103放空;反应器不能通过XV-1102, XV-1103放空。在实现UZ001的安全功能时,上述隐含的安全要求也必须同时满足。所以,必须对原联锁UZ001进行“分解”,将 UZ001“分解”为3个关联的“子”联锁并重新确定其安全要求:
a) UZ001A(XV-1101, XV-1102关闭,“1oo2”方式)其联锁动作用于切断物料1和反应器,要求的回路安全等级是SIL3,阀门平均故障率要求PFDavg≤6×10-4。
b) UZ001B(XV-1101, XV-1103关闭,“1oo2”方式)其联锁动作用于切断物料1和大气,要求的回路安全等级是SIL2,阀门平均故障率要求PFDavg≤6×10-3。
c) UZ001C(XV-1102, XV-1103关闭,“1oo2”方式)其联锁动作用于切断反应器和大气,要求的回路安全等级是SIL3,阀门平均故障率要求PFDavg≤6×10-4。
上述的联锁要求表明: 当反应器的压力、温度、仪表空气等参数到达联锁值时,其安全等级应该均满足要求。
2) 阀门的安全功能。阀门安全功能由阀门的安全性能参数通过计算来决定,实际采购阀门的主要数据如下: 危险失效率λDU[1]: 4×10-7次/h,阀门检查周期TI: 8000h。根据IEC 61508的要求,其计算后的平均失效概率: 当只有1个切断阀门时PFDavg为1.6×10-3次/a;当采用2个切断阀门串联“1oo2”时PFDavg为3.4×10-6次/a。
通过上述计算结果看出,当只采用1个阀门联锁动作时,只能满足SIL2的要求;对于SIL3的要求,必须采用2个阀门串联“1oo2”动作方式来实现。
另外,根据IEC 61508的安全结构性要求,SIL2和 SIL3使用的阀门一般要求的安全裕度[1-2]至少为1,即在几个阀门同时动作时至少有1个阀门的作用与其他阀门的作用功能相同。根据此要求,SIL2和SIL3使用的阀门也应采用“1oo2”的结构形式。
3) 阀门故障位置的确定。在安全评估[1-2]阶段定量分析中,还必须考虑仪表空气故障,此故障发生时,如果XV-1103采用FO,那么XV-1103将由于失气而打开,与联锁发生时要求的动作相反;此时对于安全回路UZ001B和UZ001C来说,将只有XV-1101和XV-1102起到了联锁关闭的作用,导致整个安全回路的故障失效率和阀门安全裕度均无法满足要求,即整个联锁回路的安全等级达不到要求,因而需将XV-1103采用FC为妥。采用FC后,其故障失效率和阀门安全裕度均满足了所有要求。
反应器的本质安全是通过联锁发生时将XV-1101,XV-1102,V-1103全部关闭的方式来实现本质安全。
2.2通过物理手段进行保护
由图1可知,在某些特殊情况下(如反应器周围产生火源时),需要将物料2及时加入反应器来终止反应,起到保护反应器的目的,此功能通过XV-1105来实现。XV-1105选用FO的阀门,即当阀门失去气源动力时阀门将自动开启。为了实现此功能,将XV-1105的仪表空气气源管线选用塑料管线,并且将塑料管线缠绕在反应器外壁和其他可能容易产生火源的地方,当产生火源时,仪表空气气源管线将融化而使得阀门XV-1105 失气并打开,物料2能即刻进入反应器,实现了反应器本质安全的目的。
2.3等电位接地
电子设备接地方案是困扰各方多年的问题。在实际工程中经常遇到的有防雷接地、交流工作接地、屏蔽接地、防静电接地、安全保护接地、直流工作接地(信号地、逻辑地)等。按其作用可分为保护性接地和功能性接地(工作接地)两大类。在保护性接地和功能性接地分开设置的系统中,电子设备的独立接地在实践中的确有利于消除连续的低频噪声,但也曾经有过突然发生的大灾害事件。分析这些事件得出,由于采用独立的工作接地,在雷雨天气条件下可能会有很高的电压加在建筑物金属构件和计算机等设备上,由于两者接地系统不同会产生电位差导致计算机等设备的损坏。如果采用等电位接地[3-4],电位差的问题便得到了解决。在采用等电位连接并共用接地系统后,各接地点不会形成电位差,同时可消除静电和电场的干扰,不易受磁场干扰。
等电位接地已为国际标准采用,亦在国家标准中进行推广。因此,在没有特殊要求的情况下,接地系统应该优先考虑的是等电位接地方式。
2.4阀门开启压力的确定
石油化工装置的控制一般是通过控制阀门来实现的,在阀门的选用过程中,除了阀门口径、材质等主要参数的确定外,阀门的开启压力也应仔细斟酌,除了满足工艺操作要求外,还应该从本质安全的角度进行考虑。
2.4.1操作要求
在煤化工装置中,部分设备采用的是低压进料、高压出料的操作方式,因而用于连接压力大幅波动设备的阀门选用十分关键,其参数的确定也一直困扰着各方。粉煤加料流程简单示意如图2所示。

图2 粉煤加料流程示意
图2中,V-1203是用于给下游进料的进料罐,V-1202是用于给V-1203加料的加料罐, V-1202是在常压工况下从上游接料,而在给V-1203加料时是在高压下进行的,用于连接V-1202和V-1203的阀门XV-1201称为锁斗阀。在该系统中,各设备及物料的设计压力、操作压力分别是: V-1202和V-1203的设计压力为5.8MPa[5];V-1202和V-1203的操作压力为4.8MPa(G)[6]; XV-1201的打开条件是当2个罐之间的差压为-70~+70kPa时允许打开[5]。
2.4.2阀门的选择
常规的考虑方法是按照设计压力、操作压力或者阀门的允许打开差压的绝对值(70kPa)的1.3~1.5倍进行开启压力的选型,各情况分析如下:
1) 当按照设计压力或操作压力值的1.3~1.5倍进行选型后,可以看到阀门开启时的开启扭矩明显地加大了,这样确实有利于阀门的开启。但从安全方面来看,当V-1202和V-1203之间的差压很大时是不允许打开XV-1201的,否则将会引起高、低压系统之间的气体互窜进而引发危险。实际情况出现过由于误操作而将XV-1201打开的情况,只是因为装置在试车情况而没有出现严重后果。考虑到此严重性,将阀门的开启压力按设计压力进行设计应该是偏高的。同时,这样选型后将会导致执行机构的价格提高,执行机构的外形尺寸、质量加大等种种不利因素。
2) 如果按照阀门的允许打开差压的绝对值(70kPa)的1.3~1.5倍进行选型,由于允许打开差压的绝对值较小,在按照该值计算后得到的扭矩值仍然很小;且输送的介质是粉煤,容易产生局部卡塞等情况,此时需要较大的阀门推力来推动阀门以保证物料的正常输送。所以,如果仅从理论上分析并按照开启压力来确定阀门扭矩是不足的,在实际操作上也十分不利于阀门的长周期运行。
3) 合理选取阀门的开启压力,既能满足在一定的条件下正常开启,又能避免因为开启扭矩过大而在高压差工况下误操作时可以打开阀门导致危险发生,结合实际的工艺操作过程并结合上、下游的设备压力,同时需要考虑整个工艺系统的安全性,锁斗阀的开启压力按1.0MPa计算是较为稳妥的,兼顾了操作和安全的要素。在实际工程中,考虑到计算的误差,锁斗阀的开启压力按1.0~2.0MPa计算均是可以接受的,并且该结果已经多次在工程中成功应用,实现了阀门的正常开启和关闭。在高压差情况下也有过开阀误操作,但锁斗阀没有开启进而避免了引起联锁性事故发生的成功案例。
3 结束语
从上述实例可以看到,本质安全的理念应该体现在石油化工装置设计的全部过程中,本质安全应从多角度考虑,也可以用多种方法来实现;只有时刻以本质安全的理念来思考,才能做到石油化工装置的安、稳、长、满、优的运行,才能实现经济价值和社会价值的统一和最大化!
[1]IEC. IEC 61508 Functional Safety of Electrical/Electronic/Programmable Electronic Safety-related System, Part 1-7[S]. 2.0th. Genvea: International Electrotechnical Commission, 2010.
[2]IEC. IEC 61511 Functional Safety-Safety Instrumented Systems for the Process Industry Section Part 1-3[S]. Genvea: International Electrotechnical Commission,2003.
[3]周伟,熊延,刘汉云,等.GB 500058—2014 爆炸危险环境电力装置设计规范 [S].北京: 中国计划出版社,2014.
[4]叶向东,恽春.SH/T 3081—2003 石油化工仪表接地设计规范[S].北京: 中国石化出版社,2004.
[5]梁辉.煤气化工艺中粉煤锁斗的控制系统设计[J].化学工程与装备,2015(08): 138-140.
[6]徐国壮,周红军,周广林,等. Shell粉煤气化装置主要运行问题的分析[J].煤化工,2010(03): 15-19.
[7]陆德民,张振基,黄步余.石油化工自动控制设计手册[M].3版.北京: 化学工业出版社,2000.
[8]田震.化工过程开发中本质安全化设计策略[J].中国安全科学学报,2006(12): 4-8.
[9]樊晓华,吴宗之,宋占兵.化工过程的本质安全化设计策略初探[J].应用基础与工程科学学报,2008(04): 192-199.
[10]刘超明.石油化工装置本质安全设计 [J].石油化工自动化,2010, 46(06): 1-5.
[11]罗小青.浅谈化工企业危险工艺自动化控制及安全联锁改造 [J].化工设计通讯,2010, 36(04) : 49-51.
Analysis of Intrinsic Safety Design in Petrochemical Devices
Shi jianshe
(Sinopec Ningbo Engineering Co., Ltd., Ningbo, 315103,China)
Abstracts: Aiming at the safety of petrochemical plants, the requirements and the basic concepts of intrinsic safety, the risk assessment, and the principle of acceptable risk are introduced. Several design and realization methods of intrinsic safety in petrochemical plants are described. The safety function applied in process design and process control design, the physical protection adopted in design, the realization of grounding system, and the confirmation of key control valves opening pressure are essential to be considered in intrinsic safety .The intrinsic safety applied through the every stage of design to ensure the safety from very bottom is indicated.
intrinsic safety design; risk; safety instrumented function (SIF); safety integrity level(SIL); grounding; physical protection
施建设(1968—),男,1990年毕业于华东化工学院生产过程自动化专业,现就职于中石化宁波工程有限公司电控室,任高级工程师。
TP273
B
1007-7324(2016)04-0021-04
稿件收到日期: 2016-07-25。
