数控机床在线测量简述
2016-08-22李海花济宁技师学院山东济宁272000
李海花(济宁技师学院,山东济宁 272000)
数控机床在线测量简述
李海花
(济宁技师学院,山东济宁 272000)
随着科技的发展,传统的静态测量方式已不能满足社会生产的需要,在线测量成为时代所需,它不仅可以保证产品质量,增加产量,降低消耗,而且可监测和诊断生产设备故障,使生产处于最佳状态。本文主要讲述了数控机床在线测量系统的组成,五大主要研究内容及其研究中的关键技术,并强调了数控机床在线测量系统研究技术的发展对科技进步存在举足轻重的作用。
数控机床 在线测量 监测
1 前言
随着时代的进步,传统静态测量方式越来越不能满足科技、生产和社会发展的需要,例如,对于生产,离线的静态检测只能对原材料,零部件和成品进行检验,而对生产过程无能为力,而在线测量不仅可以保证产品质量,增加产量,降低消耗,而且可监测和诊断生产设备故障,使生产处于最佳状态。在线测量技术主要运用三维造型技术、数控技术、坐标测量技术、激光干涉测量技术、误差补偿控制技术等,通过对机械制造过程中数控加工零件工艺过程中的尺寸和形位误差进行在线测量,缩短了数控加工工件的定位时间,提高一次装夹加工的效率和合格率,降低生产成本,为数字化装配提供有力保证,完善了机器零部件质量过程保证体系。
2 数控机床在线测量系统的组成
数控加工在线检测系统主要包括数控机床自身、测头系统、计算机以及测量软件等,具体结构如图1所示。其中,测头系统由触发式测头、测头信号接收器,以及接口电路等组成,并与数控机床数控系统配套使用实现测点的触发功能。测量软件由基本宏程序库和高级软件两部分组成。基本宏程序库直接安装在数控系统上,与测头系统、CNC系统自身组成一个闭环反馈控制,可以实现便携式采点、直径、距离等基本参数的测量。高级软件则安装在计算机上,它基于待测件的三维实体模型,根据被测件关键特征的测试需求,自动进行测量路径规划和仿真,并根据所采用的数控系统的型号,自动生成测量后置处理程序,该程序通过数控系统与计算机之间的接口通讯下载到数控系统中,即可实现数控加工的在线检测。
3 数控机床在线测量系统主要研究内容
3.1 测头与机床数控系统接口技术研究
测头接收系统包括红外与无线电发射两种,研究测头达到触发状态后,如何通知数控系统锁存当前机床的坐标值,进行实时通信,保证测量通信接口的匹配。
3.2 数控系统基础宏程序的开发
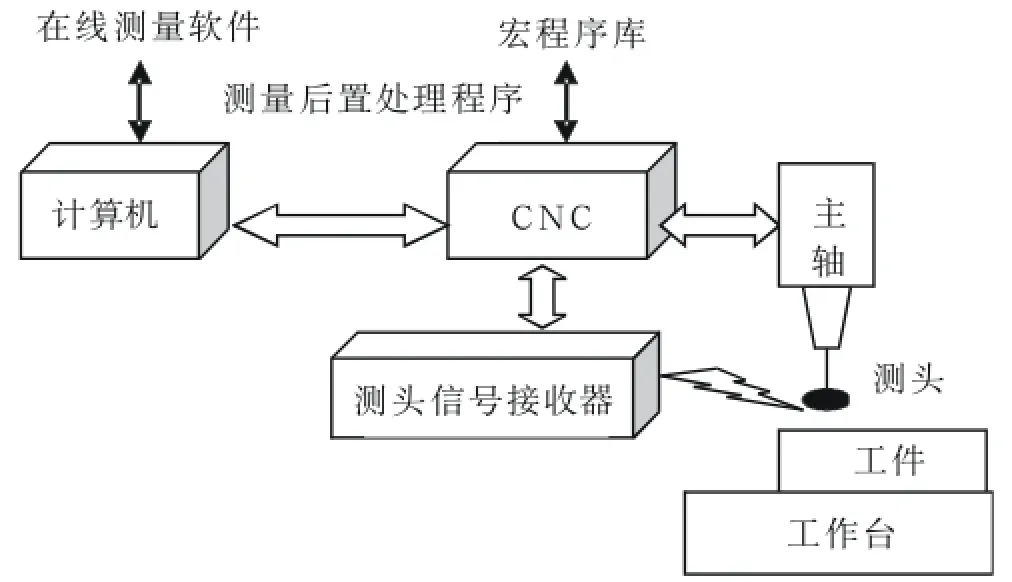
图1 数控机床在线测量系统示意图
在位测量技术要进行推广,必须适用于多种系统、多个机型,因此需要编制开发通用性强、功能强大的基础宏程序。常见的有c,c++,vc++,vb,DeIphi等, Visual C++是当前开发Windows应用程序最强大,最全面的开发包,它不仅提供了强大的MFC以及关于windows技术的最完整的文档,还提供了一些功能强大的编程向导,用来帮助编程人员迅速构建自己的应用程序框架。VC++有着其它编程方式无法比拟的优势,所以在数控机床在线检测系统的研发上成为上上之选。
3.3 数控加工在线测量系统专用软件的开发
在线检测技术最终的使用人员是生产一线的加工工人,测量系统软件只有做到简单易学、方便使用,才能真正体现在位计量检测的价值,更好地服务生产。
在线测量软件系统采用模块化设计,其软件功能模块分为系统设定模块,测量模块,仿真模块和输入输出模块。
系统的测量流程如下:⑴系统设定;⑵导入模型;⑶选择测量特征;⑷路径规划;⑸生成测量程序;⑹工件仿真;⑺程序输出;⑻测量结果输入;⑼测量结果分析对比;⑽输出报告。
3.4 数控机床校准技术的研究
机床的精度是在线检测系统的基础,如何通过激光干涉仪或其他检测设备保证机床精度,对机床精度实现不间断检测是需要研究的一个方向。目前,用来评定机床性能的主要依据之一是机床轴线的定位精度和重复定位精度的大小。在生产实践中,考虑到检测设备对测量精度、稳定性以及通用性等要求,国内外生产厂家都采用激光干涉仪测量法来评定数控机床的轴线定位精度大小。通常情况下,按要求设定程序后可得检测后的图形分析窗口和数据分析窗口,根据提供的数据值可进行螺距补偿。
3.5 数控加工在线测量系统误差补偿技术研究
在线测量时,机床存在有负载与无负载两种情况,如何权衡与切换这两种状态,保证测量精度不低于加工精度,这是误差补偿研究的一个重要目标。
激光干涉仪在检测机床的测量过程中会受到环境、安装条件、机床温度和线膨胀系数不准确等诸多因素的影响,从而降低了测量精度。激光干涉仪在机床定位精度测量中的误差包括激光干涉仪的极限误差、安装误差、和温度误差。通过相关误差分析以及计算结果可以看出,激光干涉仪在测量机床轴线定位误差时,定位精度在环境补偿系统的条件下要比没有环境补偿的条件下高很多。所以在进行机床精度检测时,应确保环境符合检测要求,并在进行温度补偿情况下进行检测。
4 数控机床在线测量系统研究的关键技术
4.1 数控加工在线测量系统误差补偿技术研究
数控加工在线测量系统的误差补偿技术包括机床的误差补偿、加工过程中温度的误差补偿及测头的误差补偿。
4.2 数控加工在线测量系统专用软件的开发
数控加工在线测量系统专用软件包括测量软件与CAD的接口软件、仿真软件、测量软件与机床代码的转换接口软件等。
5 结语
传统的质量保证运用统计质量控制方法,通过离线测量即在零件加工完成后用坐标测量机或其它测量仪器进行检测,零件一旦未通过检测即需返回到数控机床上进行修补、再检测,重复装夹往往导致工件变形,基准不一致,甚至造成零件报废,造成人力物力的大量损失。因此,集数控机床加工、测量一体化的在线测量技术将得到了广泛的关注和应用,数控机床在线测量系统研究技术的发展对科技进步存在举足轻重的作用。
