基于全制造服务周期的智能工厂系统结构模型
2016-08-18张祖国中国科学院空间科学与应用研究中心北京100190中国船舶重工集团第七一四研究所北京100101
张祖国(1. 中国科学院空间科学与应用研究中心,北京 100190;2. 中国船舶重工集团第七一四研究所,北京 100101)
基于全制造服务周期的智能工厂系统结构模型
张祖国1, 2
(1. 中国科学院空间科学与应用研究中心,北京 100190;2. 中国船舶重工集团第七一四研究所,北京 100101)
为支撑工厂的制造智能化,需要建立有效的运营支撑系统。智能工厂的运营支撑系统应在保护既有遗存系统和制造资源的基础上,满足制造资源动态配置的需求及制造服务化需求,实现多系统间集成。基于从研发创新到产品运维的全制造服务生命周期迭代过程,构造智能工厂系统结构参考模型。模型从微服务架构出发,建立制造资源的分类树,并进行服务封装,构造微制造服务单元,通过改进的企业业务总线和集成开发环境,发布制造应用,实现智能工厂运营支撑系统。基于微服务的企业业务总线既保持对遗存系统的继承,也可弹性部署以支持不同规模的智能工厂。企业业务总线在智能工厂环境下的数据总线、知识总线、流程总线和安全总线子类,及多个服务域的部署通过案例予以阐明。
智能制造;全制造服务周期;微制造服务单元;企业业务总线;服务域;制造应用商店
0 引 言
智能制造(IM,Intelligent Manufacturing)作为信息技术、管理流程与经营模式结合而成的制造服务状态,无论是过程智能化和产品智能化,均依赖于信息系统的支撑。该系统需要考虑包括智能制造体系结构、子系统集成方法、制造服务流程中信息交换模式、制造服务运营模式、企业间协作生态系统结构、制造过程与产品用户之间的交互模型等诸多方面。
当前智能制造的研究与应用多集中在以机器人为代表的过程自动化等环节,并逐步深入到各子系统间的集成和制造数据的智能分析。从系统架构来说,云制造作为制造管理的云端托管模式,还不能很好地支持工厂内从车间控制到管理层应用的全面智能集成[1]。CPS(Cyber-Physical System)架构[2]面向客户,由汇聚平台、研发应用平台、基础服务、集成服务数据骨干构成。该架构针对制造资源的集成标准化、智能工厂在面对产业链上下游的协同应用、工厂内部制造应用间的通信和集成机制还有待细化。
目前大多数工厂距离工业 4.0[2]还存在相当距离。如何从当前实际状况出发,一方面以弹性可重构流程、自组织运行并进而支持社会化协同的智能工厂为目标,另一方面充分继承既有系统和数据、融合成熟开放的信息技术,通过定义资源和流程标准,构建可扩展的整体系统结构,采用现实可行的集成方法,实现企业智能化制造、智能化产品和智能制造服务模式的渐进式平滑进化,是具有现实意义的研究课题。
1 需求分析
面向互联网的人机物协同制造模式[3]建立在单体企业的智能化基础上。达到智能制造状态的企业称为智能企业(IME,IM-ed Enterprise)。典型的智能企业场景具有如下层次:IME 内部可细分为智能车间IMW(IM-ed workshop),智能车间内设有智能生产线IML(IM-ed Line),在智能生产线中,智能制造单元IMU(IM-ed Unit)由一系列的智能制造设备 IMD(IM-ed Device)组合而成。这种模块化组合本质上缘于制造过程的细粒度合作。制造环节中的合作来自于市场、技术、管理等维度。具体如下:
边界扩大。制造不仅包含产品设计和生产。交付不再是制造的终结。产品使用过程中,产品运行数据和用户对产品体验的反馈是改进制造的决策基础之一;产品设计之前需要更多的创新孵化过程,前序的预研究以及预创新是智能制造的重要组成。
数据继承。遗存系统往往基于多样化的操作系统、数据库和编程语言。系统运行所积累的数据在制造升级过程中应得以集成或继承。
环境监控。设备的持续无故障运行与维护水平是智能制造关键评价指标。有必要通过设备状态在线监控与参数分析、原料与工具齐套配送的快速响应、设备故障的主动预警、产品质量控制及运营维护,预防故障并缩短维修时间,提高工厂整体效率。
安全控制。工业控制系统与企业管理网络的连接将数字化制造设备暴露在除了操作者外的其他员工、合作伙伴与消费者面前。制造设备的信息安全风险随之加大。
知识工程。各种业务系统运行所积累的数据、来自产品终端的运行数据、源于互联网的商业舆情、竞争对手与合作伙伴的信息、行业相关技术趋势与市场准入等竞争情报类信息共同构成了工厂的制造大数据。制定业务战略、产品更新和流程优化的决策依赖于制造大数据的分析与商业智能挖掘。
制造社交。智能工厂在获取订单、明确客户需求、设计及制造过程管理、资源分享、合作伙伴间协作、产品交付和用户体验各环节均会产生制造社交活动。电子商务网站、独立移动 App、基于微信微博等自媒体微营销平台,需要与制造应用融合。
系统集成。除了企业内跨部门、跨流程、跨业务的系统间集成外,还需要兼容工厂复杂多样的技术体系,例如私有云架构、虚拟化服务器与桌面终端、容灾备份系统以及数字化的工业控制网络、生产环境下的车间无线热点等。由于产业链各环节的专业化分工,智能工厂需要适应更广泛的供应链、物流、生产制造及设计研发等外包伙伴。因此智能工厂既是自治系统,也通过标准化服务接口与外界其他IME协作。
动态重构。传统转型过程会抛弃部分制造资产。智能工厂应具有动态按需配置资源的特征。企业应满足因产品更新、流程重组而带来的制造流程变化。IMD,IMU,IML,IMW 均可以通过流程重构实现制造过程的动态配置,制造资产应可以最大限度重用。
2 全制造服务生命周期及协作模型
从上述智能工厂的综合需求来看,包括制造的智能化覆盖与制造相关的各环节,而不仅仅只限于制造本身。在新的技术条件和社会分工要求下,应将制造的预先研究、研发设计、生产管理、制造生产、市场营销、运营维护、用户服务集成到一个完整的数据链中,构造全制造服务生命周期(TMSL,Total Manufacturing Service Lifecycle),如图1 所示。
在智能工厂中,TMSL 的两级迭代循环具有如下特征:
1)全过程既包括传统的制造与管理环节,也包括产品设计之前的创新孵化阶段,以及产品交付后产品运维及用户社区的运营。
2)制造任务是一个多重迭代与进化过程,整体迭代中包括多个子系统的并行微迭代。
3)整体系统与各子系统作为自治系统,既可以独立运行,也可以与其他系统协同工作。每个子系统均是一个智能体,智能工厂的完整制造服务系统是一个多智能体系统。

图1 全制造服务生命周期Fig. 1 Total Manufacturing Service Lifecycle
4)角色包括设备操作者、管理者、产品使用者、制造合作伙伴、制造服务个体承接者。
5)TMSL 与技术平台无关。
智能工厂要实现 TMSL,须考虑与协作伙伴的信息对接。从制造服务的协同对象来看,应提供如下的两种模型及相应的工作模式:
1)E2E(Enterprise to Enterprise)模型。企业对企业协作模型。智能企业将部分制造环节外包给联盟企业。
2)E2P(Enterprise to Person)模型。即企业对个体的协作模型。E2P 第一种工作模式为分包模式,适用于外包设计、产品体验的改进、外包个体制造、临时团队协作等;第二种工作模式为自定义产品模式,用于客户(包括最终客户、下游批发商和零售商)通过动态配置工具自定义产品参数。
3 智能工厂系统结构与实现方法
3.1系统结构
智能制造服务面向四个维度的对象:内部员工、消费者、紧耦合合作伙伴和松耦合伙伴。智能工厂的一种系统结构可分为实体资源层、智能资源层、制造协作层和制造应用层。
实体资源层包括数字化的 IT 基础设施和数字化的实体制造设备,以及其他传统制造资源,例如材料、物资、能源、专家工时、技术文档、甚至碳排放指标等。数字化实体制造设备包括工业机器人、自动引导车、柔性控制单元、数控机床等。
李波,出生于1959年8月,中级摄影师、原昆明市东川区文化馆馆长。中国优秀摄影家十杰、中国艺术摄影学会会员、中国人像摄影学会会员、中国民俗摄影协会会员、东川区文学艺术界联合会副主席、东川区摄影家协会主席、昆明摄影家协会理事。
智能资源层通过微服务架构将实体资源封装成智能制造资源,进而与制造服务逻辑合成微制造服务单元。制造服务节点作为代理接收来自制造协作层的服务调用请求,调用微制造服务单元或直接调用智能制造资源。智能制造所涉及到的业务流程标准、设备间接口标准、资源编码标准处于智能资源层中。
制造协作层,基于微制造服务单元,该层提供制造业务逻辑中间件、制造应用间数据交换中间件、消息中间件、制造工作流引擎API、协作访问安全接口等。通过该层,智能工厂可构造企业业务总线,实现内部系统的集成协同、产业链端到端的应用集成协同、实现客户的定制化产品制造及合作伙伴参与制造服务的协作。
制造应用层面向四个维度提供匹配的应用。企业员工、终端客户、紧耦合与松耦合伙伴在应用授权与数据交换方式上存在较大的不同。应用层基于移动互联网、云服务、嵌入在产品中的传感器提供制造应用商店模式,实现服务网络。
3.2实现方法
为了确保制造流程的灵活性,服务需要更小的颗粒度。微服务架构[4]MSA(Microservice Architecture)本质上基于 SOA,其粒度基于 OOP 中的“单一职责”原则,只封装彼此完全关联的属性和方法,例如任务A 和任务 B 的任何一方的变化要同步影响另外一方的变化,那么任务 A 和 B 可以封装在一个微服务中,否则作为 2 个微服务来处理;其次微服务运行在独立的进程中,与其他微服务通过基于语言无关、平台无关的协议交互。
3.2.1制造资源分类与微服务封装
智能制造状态下资源应具有智能化、独立化、微型化和自组织特征。因此包括材料、设备、工具、厂房、车间、产品、分段、资金、能源等元素的传统人力、物力、财力资源和包括信息系统硬件基础设施、软件基础设施、部署在基础设施之上的信息系统及信息系统中间件、组件、功能模块、WebService 等智力资源被统一分类。企业内制造流程、信息系统存储加工的数据、从数据挖掘而来的规律、源于统计结论的智慧、工艺可用性、工艺精度、设计工时、制造工时、服务工时、生产线状态、机器人状态、加工经验能力和专家可用度,甚至碳排放指标均可定义为独立资源对象或者对象的智能属性的一部分。资源及其属性构成智能制造资源(IMR,Intelligent Manufacturing Resource)对象。

图2 智能工厂的 4 层系统结构坐标系Fig. 2 System Architecture Reference Model of Intelligent Factory
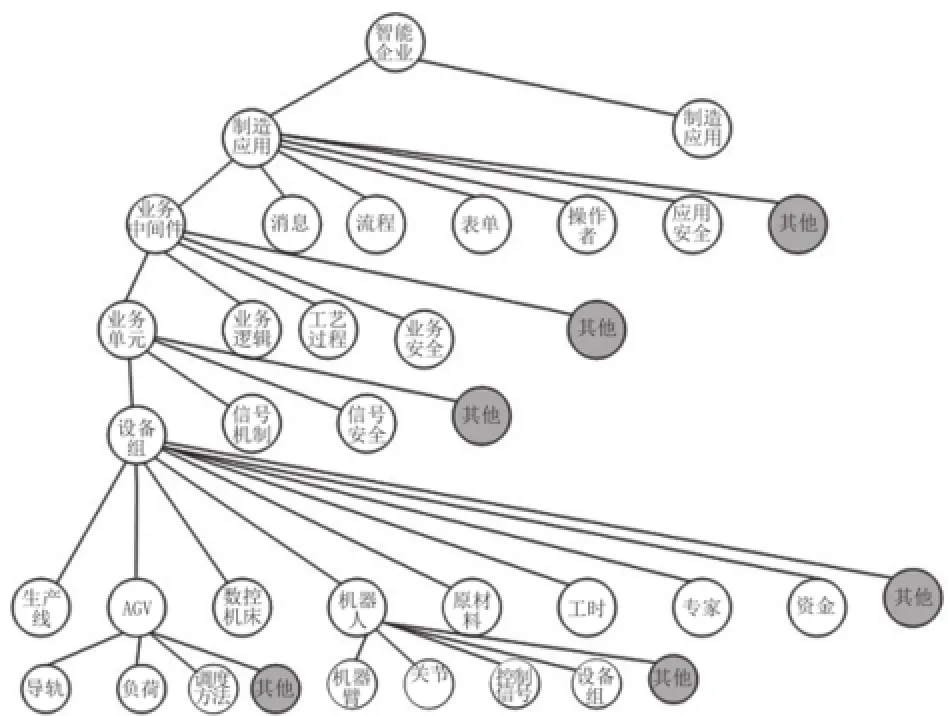
图3 IMR 分类树Fig. 3 Sample of Classification of manufacturing resource
基于 MSA 重新封装遗留系统内部的中间件或业务逻辑构成的 MMSU,成为遗留系统的适配器。针对遗留数据的 MMSU 也可以在未来的新的制造应用中复用。
MMSU 之间的消息交换采用类似 JSON、ProtoBuffer的轻消息机制。MMSU 可以随时发布事件或者数据,将信息推送到消息队列上,订阅/调用/监听该微服务的制造服务应用在运行时再离线获取。当集成的应用增多,MMSU 间的消息数量增大,除了常规的定向静态消息路由配置方法,可进一步使用基于消息内容的智能识别以加快消息转发[5]。
3.2.2构造智能工厂的企业业务总线
MMSU 是构造企业业务总线 ESB(Enterprise Service Bus)的基础服务单元。ESB 通过服务交换点SIP(Service Interactive Point)隔离 MMSU,形成一个抽象的 Web 服务集合。本地的改变也不影响企业内远程的参与方(业务系统)的活动,由此实现制造服务的虚拟化效果[6]。ESB 通常具有如下机制:消息增强、消息转换、相关聚合元数据管理、服务注册、质量管理、事件监视、安全管理及服务管理等[7]。
智能工厂内 ESB 在两方面予以改进:1)提供方的服务封装均采用微服务架构的封装原则。将需求方和提供方 SIP 建立在微服务架构上,MMSU 之间以轻消息机制进行通信。考虑到智能工厂多厂区多应用的集成,同时扩展到上下产业链,需要增加社会化调用接口。2)智能工厂通过兼并重组、投资或联合等经常形成多厂区多分支的企业集团或者联盟。通过建立ESB 之间的信任关系,实现 ESB 之间多种连接和服务的动态路由[8]。传统的部署模式均面向紧耦合,需要通过外部安全管理提供 ESB 之间的松耦合服务授权。
全局 ESB(Global ESB)模式中所有服务共享一个名称空间,适合小型 IME 内部只部署统一的一套业务总线的场景;直连 ESB(Directly-Connected ESB)模式在多个分支机构中建立一个公共服务注册中心使几个独立的 ESB 中的所有服务对服务需求者均可见;代理(Brokered ESB)模式按照一定策略将部分服务或者需求公开给其他 ESB 域,用于只共享部分服务或有选择地访问企业提供的服务;联合(Federated ESB):将多个彼此关联 ESB 联合配置到主 ESB。服务需求者和提供者通过连接到主 ESB 或关联 ESB,以访问整个网络中的服务,适用于在一个监管部门的保护下联合有适度自治权的部门的组织。后四类 ESB 部署方式可以在不变更原有系统的前提下实现智能工厂的横向集成。
因此,改进 ESB 结构如下:简化内部服务消息机制;将服务请求分为 IME 内部请求与 IME 外部请求。通过 IME 外部服务接口来接受 IME 合作伙伴或用户产品定制请求。在外部服务请求处理环节,通过安全管理和外部服务注册建立合作伙伴与 IME 之间的服务等级、调用和授权通道。
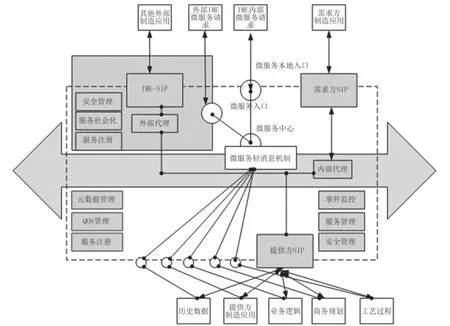
图4 基于 MSA 并满足产业链请求的改进 ESB 结构Fig. 4 Modified ESB structure for Intelligent Enterprise
上述改进的 ESB 为制造流程的动态配置提供MMSU 集合,为满足不同分支或伙伴的协同提供不同部署方式,实现不同应用间的集成,从而形成智能工厂的运营支撑系统(IM-BOSS,Business Operation and Supporting System)。IM-BOSS 通过合理的 IT 架构将传统的制造过程转变为制造服务(IMAAS,Intelligent Manufacturing As A Service),并构造成智能工厂的开放网络生态(I M-O N E,O p e n N e t w o r k i n g Ecosystem)。开放网络生态,意味着企业内应用间数据与知识的开放,不同产品制造单元间的制造资源开放,不同厂区制造工艺和流程的开放,客户产品体验与工厂产品制造过程间的信息开放,工厂上下产业链的制造服务的彼此开放。

图5 IM-ONE 智能制造开放网络生态下的运营支撑系统Fig. 5 BOSS for Intelligent manufacturing’s open networking
4 智能工厂信息系统构造实例
A 工厂是一家电机系统离散型生产商,具有独立的设计、制造、销售和服务环节。
其现有系统场景如图6 所示,具有传统的:①外网门户;②客户服务电话或者呼叫中心,但还没有构成系统化的运营维护体系;③微博/微信/百度应用/移动 App 等自媒体工具刚开始规划;④办公自动化OA(Office Automation)和项目管理 PM(Project Management)已部署,但决策支持系统 DSS(Decision Support System)薄弱;⑤具有基本的生产管理子系统,其中客户关系管理 CRM(Customer Relationship Management)和供应链管理 SCM(Supply Chain Management)薄弱;⑥部署专业工具CAD/CAPP(Computer Aided Process Planning)/CAE(Computer Aided Engineering)等;⑦MES(Manufacturing execution system)/DNC(Distributed Numerical Control)/MDC (Manufacturing Data Collection)系统未完全覆盖全部车间;⑧机器人/微机电系统 MEMS(Micro-Electro-Mechanical System)/自动引导车 AGV(Automated Guided Vehicle)较少使用。现有系统之间采用单点与单点的集成连接方式。

图6 A 工厂的典型系统环境Fig. 6 Typical system environment of Factory A
根据前述系统结构参考模型,对 A 工厂开展三方面的评估:资源管理与业务流程、现有系统基础和产品商业模式,为其 IM-BOSS 的实现提出两类策略:补充完善类和新增功能类策略。补充完善类策略包括:
1)完善制造资源的标准分类和制造工序的标准化(即图5(b)中的 IMRS 和 IMTS)。将标准化工序与装配工艺、工时、材料、人力、设备关联。
2)将现有 OA 中的身份认证系统升级到统一身份认证与授权体系 CA/PKI(Certificate Authority/ Public Key Infrastructure),并延伸到车间相应工序。
3)扩展 MES 系统到每个车间,扩展工具齐套性检查与配送功能,缩短工序预备时间。
4)基于 ESB 实现 ERP、PDM 和的 MES 集成。将生产计划细化到工位和工序粒度,将产品标识细化到零部件级别,采用矩阵型、邻接表型、层次型、父子型、二叉树型或组合型 BOM(Bill of Material)表单在一致性、重用性与搜索性能上满足工厂实际需要[9]。
5)扩展设计平台从单机版本到企业私有云,实现到云协同设计。建立产品组件标准,将设计组件的复用率纳入设计师 KPI(Key Performance Indicator)考核。
6)将目前 OA 中的自定义工作流从基于管理系统扩展到制造实体单元,实现自定义制造流程。按照MMSU 封装方法,将车间制造设备如数控机床、包装机、机器臂逻辑映射为制造服务单元。
7)扩展目前的门户网站,使其具备电子商务功能和用户社区功能,支持在线销售管理,为客户、渠道商提供入口;为合作伙伴提供 SCM 入口;将 WWW服务扩展到微信平台、微博平台和独立移动 APP,构造完整的自媒体体系。
根据工厂 A 的需要,在 IM-BOSS 中需要新增功能如下:
1)在产品研发前端增加预研科技情报跟踪分析系统。工厂 A 根据产品特征和电机行业特征设立所关注的词条,建立行业范畴表,跟踪全球相关技术的研究成果、竞争对手的产品及市场状态,为产品的创新提供支撑。
2)QHSE(Quality, Health, Safe and Environment)监控管理。通过部署在工厂各处的监控、传感器,通过部署在工人装备或服装上的传感器,实时监控制造区域的粉尘、有毒或易燃易爆气体浓度,确保制造环境健康。通过应急模块提高全实时反应能力,降低制造的安全风险。
3)生产设备 MRO(Maintenance, Repair and Operations)。管理制造设备单元或工具的运行状态、故障及维护记录,实现设备或工具的状态预警,保证制造活动的连续和有效。
4)能耗管理系统。集成水电气等量表的实时数据,跟踪总体能耗,评估能耗的效率。
5)三维设计与工艺图纸轻量化阅读功能并扩展到工位,提高工人对新产品加工的适应能力,减少误差,缩短时间。
6)产品标准化柔性检测。提供面向不同产品的检测流程、检测工艺、检测课程培训和故障发现。检测员基于该系统实现对多种产品的快速检测,并记录检测过程中发现的问题;检测过程与后续产品试验验证相结合,通过对数据的分析指导产品的进一步改进。
7)车间自动仓储 ASRS(Automated Storage and Retrieval System),建立企业和车间多级物料和工具库存体系,缩短物料自动搜索、识别、获取和输送时间;增加 AGV(自动导引车),在车间 ASRS 和工位之间、工位与工位之间建立快速物流通道;在 A 工厂的转子喷涂和转运环节增加机器人或机器臂。
8)在产品中增加智能 MEMS 用于远程监控产品的运行数据,构造产品 MRO 云系统。产品中主要增加包括北斗/LTE 通信模块和数据采集单元。产品MRO 是用户获得售后服务的体系化平台,同时也包含产品用户社区,通过用户的反馈支持新产品的升级需求。
9)重新对遗存应用封装服务接口,在按照 MSA原则为新应用开发接口的过程中,增加数据的语义分析功能,包括非结构化数据语义筛选、目录文件语义扫描、图片文件 OCR 识别、语音转换为文字和视频文件关键帧提取等,最终构造制造大数据分析平台。
根据总线功能差异,可细分为 4 类总线:数据总线 DSB(Data Service Bus)、知识总线 KSB(Knowledge Service Bus)、流程总线 FSB(Flow Service Bus)和安全总线 SSB(Safe Service Bus)最终形成了制造应用总线。总线连接共 7 个服务域:基础服务域、安全服务域、互联网服务域、资源管理服务域、设计与工艺服务域、制造与控制服务域和产品与用户服务域,总线与服务域共同构成 A 工厂的分布式制造服务开发平台[10]。通过 7 个服务域,A 工厂实现从产品营销、生产管理、工艺设计、制造装备、产品运维到产品更新的智能制造闭环。
A 厂私有应用商店发布面向四类用户群体的小型制造应用。制造应用商店如图8 所示

图7 A 工厂的四类服务总线和 7 个服务域示意Fig. 7 Four service sub-ESBs and seven service domains

图8 A 工厂制造应用商店示意图Fig. 8 Manufacturing Application Store
5 结 语
基于 TSML,以 4 个维度的视角提出 1 个参考模型,并从制造资源的标准化及微服务封装出发,构造微制造服务单元,改进 ESB,实现智能工厂的运营支撑系统,达到制造即服务和开放网络生态的目标。通过实例可以证明该路径是有效可行的。ESB 的有效运行还需要进一步优化制造应用间的服务联合安全授权与认证,例如 oAuth,openID 和CA/PKI,可作为候选方案开展研究。系统结构参考模型在面向企业内部的同时也兼顾对上下游合作伙伴的应用集成和协同扩展的支持。但是外部资源如何进入工厂资源池,如何与内部资源一起编排服务计划,如何在安全前提下实现合作伙伴应用与内部应用的协同还需要进一步探索。
[1]HUANG B Q, LI C H, YIN C, et al. Cloud manufacturing service platform for small- and medium-sized enterprises[J]. The international journal of advanced manufacturing technology,2013, 65(9/12): 1261-1272.
[2]KAGERMANN H, WAHLSTER W, HELBIG J. Recommendations for implementing the strategic initiative INDUSTRIE 4.0[EB/OL]. German: National Academy of Science and Engineering. (2013-04). http://www.acatech.de/fileadmin/ user_upload/Baumstruktur_nach_Website/Acatech/root/de/Material_fuer_Sonderseiten/Industrie_4.0/Final_report__Industrie_4.0_accessible.pdf.
[3]姚锡凡, 练肇通, 杨屹, 等. 智慧制造——面向未来互联网的人机物协同制造新模式[J]. 计算机集成制造系统, 2014,20(6): 1490-1498. YAO Xi-fan, LIAN Zhao-tong, YANG Yi, et al. Wisdom manufacturing: new humans-computers-things collaborative manufacturing model[J]. Computer integrated manufacturing systems, 2014, 20(6): 1490-1498.
[4]LEWIS J, FOWLER M. Microservice[EB/OL]. (2014-03-25). http://martinfowler.com/articles/microservices.html.
[5]吴高峰, 丁君辉, 徐远兵. 基于内容的ESB消息路由机制[J].计算机系统应用, 2015, 24(1): 139-142. WU Gao-feng, DING Jun-hui, XU Yuan-bing. Content-based routing based on ESB[J]. Computer systems & applications,2015, 24(1): 139-142.
[6]YIN J W, CHEN H W, DENG S G, et al. A dependable ESB framework for service integration[J]. IEEE internet computing,2009, 13(2): 26-34.
[7]王芳芳, 廉东本, 高天. 企业服务总线的协议转换器的研究与设计[J]. 计算机系统应用, 2013, 22(3): 132-135. WANZG Fang-fang, LIAN Dong-ben, GAO Tian. Research and design of the protocol converters of the enterprise service bus[J]. Computer systems & applications, 2013, 22(3):132-135.
[8]刘小艳, 廉东本. 企业服务总线路由器的研究与设计[J]. 计算机系统应用, 2013, 22(2): 210-213. LIU Xiao-yan, LIAN Dong-ben. Research and design of router of enterprise service bus[J]. Computer systems & applications,2013, 22(2): 210-213.
[9]代婷婷. 基于ESB的BOM集成研究[J]. 机械设计与制造工程,2013, 42(6): 42-44. DAI Ting-ting. Research on ESB-based Integrated technology of BOM[J]. Machine design and manufacturing engineering,2013, 42(6): 42-44.
[10]赵静. 基于PaaS和ESB的分布式集群框架服务平台[J]. 电脑知识与技术, 2014, 10(25): 5912-5916. ZHAO Jing. A distributed clustering framework service platform based on PaaS and ESB[J]. Computer knowledge and technology, 2014, 10(25): 5912-5916.
Research on system architecture model of intelligent factory based on total manufacturing service lifecycle
ZHANG Zu-guo1, 2
(1. Center for Space Science and Applied Research, CAS, Beijing 100190, China;2. The 714 Research Institute of CSIC, Beijing 100101, China)
In order to support intelligent manufacturing, BOSS(Business Operation Supporting System) need to be developed. Intelligent factory's BOSS should firstly inherit applications and relative manufacturing resources instead of discarding them, then meet the requirement of dynamic configuration of manufacturing resources and the requirement of manufacturing servitization,in the end complete integration of various system. Total Manufacturing Service Lifecycle starts from pre-R&D to the operation of intelligent product. System architecture reference model is defined for intelligent factory. Based on the MicroService Architecture , the model is fulfilled by classifying and standardizing resources, encapsulating as Micro Manufacturing Service Unit, deploying upgraded ESB(Enterprise Service Bus) and Integrated Development Environment, and releasing manufacturing Apps.ESB both supports inhering legacy systems and matches different scales of factories. Under intelligent factory's circumstances, ESB develops four categories: Data Service Bus, Knowledge Service Bus, Flow Service Bus and Safe Service Bus. These Buses and service domains are demonstrated in a case.
Intelligent Manufacturing;Total Manufacturing Service Lifecycle;Micro Manufacturing Service Unit;Enterprise Service Bus;Service Domain;Manufacturing Appstore
TP399
A
1672-7619(2016)05- 0121-08
10.3404/j.issn.1672-7619.2016.05.026
2016-03-17;
2016-04-10
国家科技支撑计划资助项目(2015BAFB00)
张祖国(1971-),男,博士研究生,研究方向为智能制造、信息安全、知识工程与语义网络。