陶瓷马赛克外墙砖输送生产线减振方法研究*
2016-08-13董关平范彦斌
刘 杰 董关平 范彦斌
(佛山科学技术学院 广东 佛山 528000)
陶瓷马赛克外墙砖输送生产线减振方法研究*
刘杰董关平范彦斌
(佛山科学技术学院广东 佛山528000)
摘要笔者主要介绍了目前陶瓷厂马赛克外墙砖的生产现状,指出了马赛克输送生产线由于振动导致砖体排列混乱的现象,并对该振动现象产生的原因进行了研究分析。研究发现,其主要原因是由于链轮传动固有特性以及设备的设计缺陷导致链条输送线发生振动,同时,为减少生产线的振动状况,笔者提出了一些减振方法及相应的设备结构改进措施。
关键词陶瓷马赛克外墙砖生产线减振改进
前言
马赛克又名锦砖,是一种可以通过拼接排雷形成各种图案的建筑陶瓷装饰材料,其花色多样,到目前为止,市场上已经生产有上千种颜色的马赛克砖体。由于其具有耐用度高、价格低、装饰效果好和图案可定制等优点,被广泛用于室内的地板、墙面或室外墙体的装饰,我国的陶瓷马赛克生产销售总量巨大。随着时代和科学技术的飞速发展,社会物质文化和精神文化都更加富于多元化,由此人们已经不再仅仅满足温饱,而是追求更高的精神享受,人们审美意识以及对生活品质的追求也在发生着巨大转变,特别是对于居家装饰更加注重艺术风格的多样性[1]。马赛克市场得到了快速的发展,市场的需求不断上升,与国外马赛克生产厂商相对比,主要是花色和生产成本质量两个方面存在一些差距:首先,国外生产设备先进,在自动检查破碎品和色差的技术方面,国内生产厂家与其有一定的差距;其次,由于陶瓷厂为24 h连续作业,在生产线的稳定性和生产效率方面与国外企业也有一定的差距。国内的生产厂商主要依靠相对廉价的劳动力和机械设备的低成本,获得在马赛克产品价格方面的优势。从生产陶瓷的本身质量来看,在产品本身技术方面国内的陶瓷生产技术已经达到了先进水平,但是,生产设备的技术短板导致生产效率一直较低,这方面还需要不断地改进和创新。笔者主要介绍了目前陶瓷厂马赛克外墙砖的生产现状,以及生产线上马赛克砖体在输送过程中出现排列混乱的问题,因为马赛克砖体的排列问题始终贯穿着整个生产过程,在这方面的改进对生产效率具有明显的益处。同时,针对这些问题,我们根据设计及生产经验并提出自己的一些改进意见。
1 马赛克砖体的生产工艺
陶瓷厂马赛克外墙砖一般生产工艺为:通过压机压砖坯模(为多组预留排列整齐的型腔),一般按照市场需要,主要根据用途不同大致分为20 mm×20 mm至60 mm×60 mm不等的方形或矩形形状,一般压机下型腔的模具表面有一定的纹理,主要根据该陶瓷马赛克设备中的压机成形设备是正打微粉布料还是反打微粉布料,目前的二次或一次陶瓷布料机械,主要采用的布料方式是反打微粉布料,由于抛光工艺的发展,反打工艺相对容易实现表面纹理的形成。马赛克砖体经过压机布料成形之后,经过釉线工艺以及翻转设备,实现砖体的翻转平稳整齐排列放置在高温板进入高温炉烧结。玻璃马赛克大致工艺为先经过高温将原材料融化,然后将溶液注入到设备马赛克模型腔体中,经过自然冷却,并配有相应的取出设备,实现玻璃马赛克的收集,然后通过各种排列装置实现砖体的重新排列[2]。在砖体从高温熔炉中进入铺贴打包工艺的过程中,存在自然冷却的时间,以及相对较长的输送距离,在输送过程中,由于马赛克砖体放置在高温板上,其温度高,在选择输送方式上,要考虑这个因素。在选择输送方式时,平带传动稳定快速,但是高温板不适合在皮带轮上运输,所以当前主要的运输方式采用链条传动。
2 现有设备存在的问题
链条生产输送线对于大面积比如600 mm×600 mm至1 000 mm×1 000 mm的地面砖影响不是很大,主要原因是因为大面积砖体直接放置在链条线上,首先其有一定质量,运动相对较平稳;其次,其面积大,虽然有一定的振动,这些由于振动导致砖体发生偏转而形成的位置误差,提取机械手是采用的吸盘吸取,只要不出现砖体损坏是不会影响到生产的。但是对于尺寸为20 mm×20 mm至60 mm×60 mm的马赛克砖体,其振动导致出现的问题就很容易显现出来,对于马赛克砖体,一般都是采用吸盘直接提取,目前的设计都是采用一个吸嘴对应一个马赛克砖体的吸取方式,整条生产线采用的控制系统是通过检测高温托板的到达位置,而高温托板在链条线上的运输过程中,由于经过了高温烧结,砖体强度增加,而且高温板表面摩擦系数小,砖体的微小振动容易导致马赛克砖体的跳动,在提取过程中由于有部分马赛克偏离预定位置较多,取砖机械手下降后所对应的吸嘴口不能完全放置在马赛克砖体上,导致出现整个版面吸取不全的问题,这样就造成需要工人手工补砖。
3 产生的原因及解决措施
依据生产实际经验以及理论研究发现,链条线生产过程中首先在齿轮的生产上,目前大部分马赛克的生产厂家都是使用常用的链条齿轮,生产的设备主要是滚齿机,是通过展成运动和分齿运动合成,由于加工过程中是手工对位,容易形成齿形误差,主要表现在齿形歪斜,形成不对称的齿廓,以及滚齿刀的轴向跳动原因产生的。针对这些问题,我们主要的建议是在加工方面加强机床操作人员责任心。同时,由于齿轮传动的齿廓不是严格的渐开线,在链轮与齿轮的啮合过程中,容易产生冲击,每次啮合都产生加速度形成振源,轮齿承受载荷,如同悬臂梁,其根部受到脉冲循环的弯曲应力作用。当这种周期性应力超过齿轮材料的弯曲疲劳极限时,会在根部产生裂纹,并逐步扩展。当剩余部分无法承受外载荷时,就会发生断齿。齿轮由于工作中严重的冲击、偏载以及材质不均也会引起断齿。所以工人在滚齿机上加工完链轮之后,应该齿顶修缘,尽量减少误差。
振动同时也是噪声的来源,产生噪声的3种振动形式为:首先链节的横向振动和纵向振动所产生的噪音是链传动噪声最主要的部分,这种噪声是啮合过程中链条和链轮齿轮间相互作用产生的[3];其次振动的情况严重,陶瓷厂在设备保养方面也存在一定的问题,由于齿面工作区温度很高,如润滑条件不好,齿面间油膜破裂,对链轮传动形成破坏。一般来说,新链轮在未经磨合即进入生产时,容易产生较强烈的振动冲击。另一方面,润滑油粘度过低,运行温度过高,齿面上单位面积载荷过大,相对滑动速度过快,以及接触面积过小等,也会使油膜易于破裂而造成齿面划痕,所以机加工操作人员,需要经常注意添加润滑油以及检测链轮和链条的破损情况,以便及时维护。
在设备改进方面,主要从两个方面进行改进,为减少振动带来的马赛克砖体位置跳动,可以在链条线上设计链条自动张紧装置。由于该链条线生产线单节长度为10~15 m,整条生产线长200 m左右,长跨距链条,由于链条链节变形累计容易产生跳齿和脱齿现象,在生产线上增加自动涨紧机构能有效减少跳齿和脱齿现象。其次在减振方面,在链轮安装位置可以设计减振弹簧装置,如图1所示。
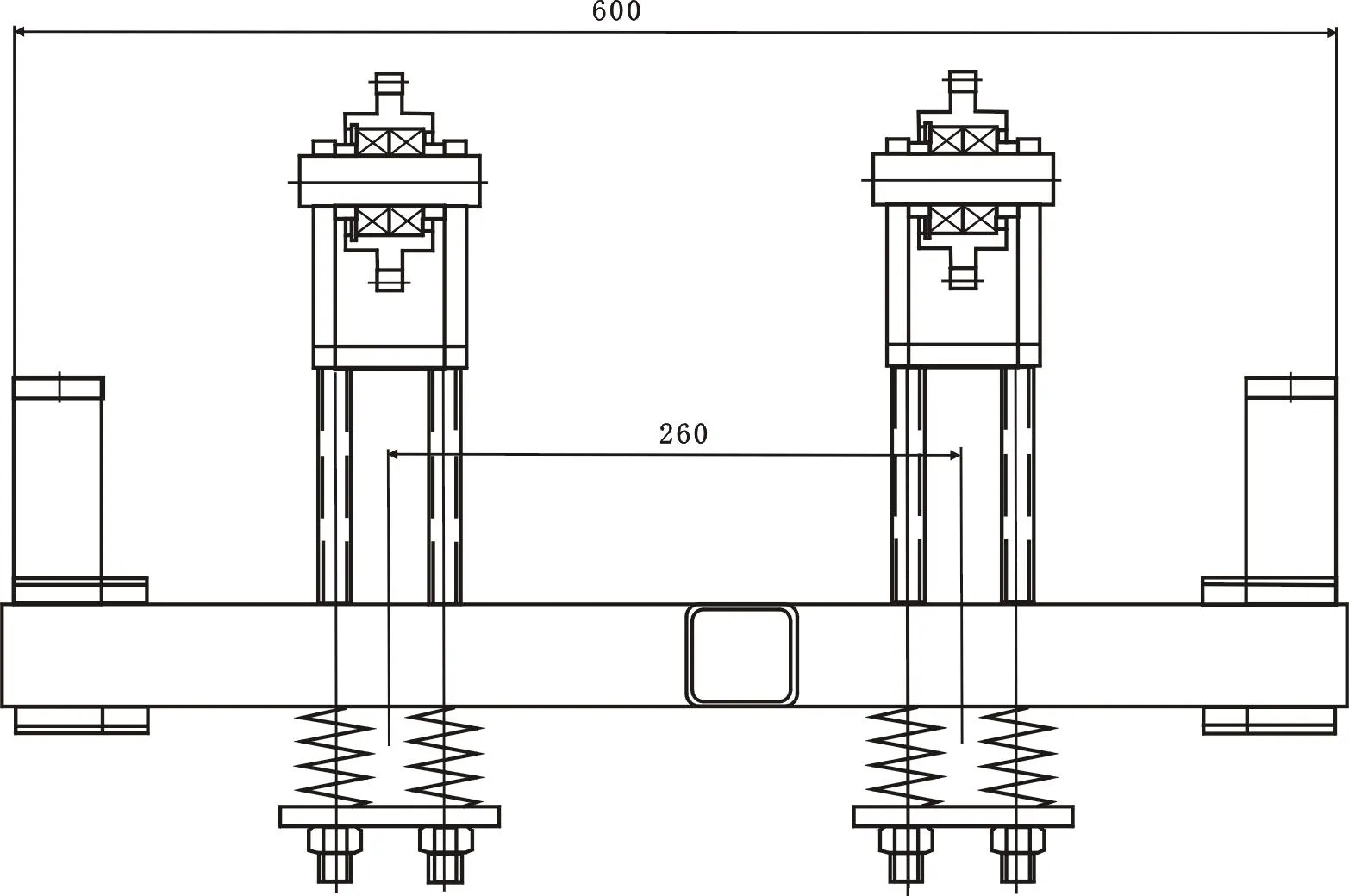
图1 加弹簧装置的链条传动示意图
冲击载荷是产生啮合噪声和振动的主要原因之一。在链传动设计中,传动参数链轮齿数、链条节距的选择是关系设计质量的重要环节,链轮齿数与链节距是相对独立的两个参数。作为独立参数,链轮齿数对链传动动载荷的影响必有其独立的一面[4]。在链轮齿数设计方面,生产经营中,齿数多的链轮相对要运动平稳一些,所以设计人员在设计过程中,尽量选择相对齿数多一些齿轮结构,同时齿形节距对传动的振动平稳性也有一定的影响,节距相对较小的链轮传动相对要平稳些,大节距的链条传动振动要大,但是使用寿命要高一些,这个也需要设计人员综合考虑设计成本和维护生产成本,相对选择一个适中的设计方案。
4 结语
目前陶瓷厂在生产设备方面的问题还是比较多的,主要原因在于国内制造业技术的不够先进,设备精度和质量达不到要求;理论方面的设计研究还没有达到与之匹配的高度。笔者结合生产实际情况,主要介绍了生产线中链传动产生振动导致的生产问题,介绍了产生振动的几个原因。同时,针对这些问题,根据生产经验从设备本身的结构和链轮的加工方面介绍,提出自己的一些改进意见。希望在陶瓷设备生产中有一定的参考价值。
参考文献
1王静.浅析陶瓷马赛克装饰艺术的现状与创新发展.2013(14):382~382
2董关平,范彦斌.基于MCGS及PLC的陶瓷外墙砖全自动铺贴系统的设计.中国陶瓷,2015,51(7):59~63
3李兆文,王勇.滚子链传动系统的减振降噪研究.设计与研究,2009(8):19~25
4王君玲,杨玉芬,程玉来.链轮齿数对链传动动载荷的影响.沈阳工业大学学报,2004,26(1):18~22
*基金项目:广东省自然科学基金项目(项目编号:2014A030310301);广东省公益研究与能力建设专项(项目编号:2014A010106002);佛山市科技攻关项目(项目编号:20141020149) ;广东省科技攻关项目(项目编号:2012B091000175)。
作者简介:刘杰(1983-),讲师;主要从事陶瓷机械自动化、数控系统等方面的研究。
中图分类号:TP205
文献标识码:A
文章编号:1002-2872(2016)07-0029-03
The Method of Vibration Reduction On Ceramic Mosaic Production Line
Liu Jie,Dong Guanping,Fan Yanbin
(Foshan University,Guangdong,Foshan,528000)
Abstract:This paper mainly introduces the status of ceramics factory Mosaic tile production and analyzed the phenomenon that the mosaic chaos arrangement on transmission line which caused by chain transmission vibration. Studied the causes of the vibration phenomenon, research finding that the main reason is the sprocket drive inherent characteristics and defect design of the equipment that lead to chain line vibration. At the same time, in this paper we put forward our own opinion of equipment structure improvements and some methods of vibration reduction to solve the problems.
Key words:Ceramic mosaic; External tile; Production line; Vibration attenuation; Improvement
