数控滚齿机顺铣掉角问题探讨
2016-08-08卢刚
卢刚
(陕西法士特集团公司 陕西宝鸡 722409)
数控滚齿机顺铣掉角问题探讨
卢刚
(陕西法士特集团公司 陕西宝鸡 722409)
在滚齿加工中常常会因为各种各样的原因使加工出来的齿轮产生各种误差,包括齿圈径向跳动误差(几何偏心)、公法线长度偏差(运动偏心)、齿形误差、齿向误差和齿面粗糙度误差等。本文通过对重庆YKX3132M型数控滚齿机滚齿时的受力情况进行探讨,解决其顺铣掉角的缺陷。
数控滚齿机;逆铣与顺铣;受力分析;掉角
1 问题的提出
公司生产的一种片齿轮在滚齿时出现掉角现象,而其他精度均符合工艺要求,通过更换十几台同型号设备加工此齿轮均不能解决,具体表现如图1所示(三坐标测量机所测齿向):齿轮的一个角明显有多切除现象。加工时所用机床为重庆机床厂生产YKX3132M型数控滚齿机,齿轮参数为齿数44、模数4.8,压力角20°的直齿圆柱齿轮。

图1 齿向误差
2 原因分析
掉角缺陷是一种加工误差,那么首先分析加工误差产生的原因:零件加工精度的误差涉及整个工艺系统的精度问题,主要来自两个方面:①工艺系统本身的误差,包括加工原理误差,机床夹具、刀具的制造误差,工件的测量误差等;②加工过程中出现的载荷和各种干扰,包括工艺系统的受力变形、热变形、振动、磨损等引起的误差[1]。我们从滚齿加工的原理来分析产生掉角问题的原因,滚齿加工是按照展成法原理来加工齿轮的,其加工过程由三条传动链组成(图2所示):
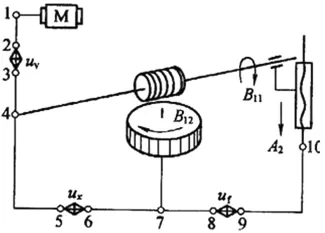
图2 滚切直齿圆柱齿轮的传动原理图
(1)由滚刀主轴旋转运动和工件旋转联系成为展成运动传动链:这条传动链保证工件和刀具的严格运动关系,通过交换挂轮保证了齿轮的齿形和齿数,由于除齿向外其他误差都在工艺要求范围内所以排除此传动链的问题。
(2)主运动传动链:主电机通过皮带轮副和两对弧齿锥齿轮副经过消隙轮机构带动滚刀转动。主运动传动链是联系动力源和滚刀主轴的传动链,滚刀转速保证了齿轮渐开线齿廓的成形速度,与齿向精度无关。
(3)滚刀垂直运动形成的进给运动传动链:为了切出整个齿宽,滚刀在自身旋转的同时,必须沿工件轴线方向作直线进给运动,由滚刀刀架沿立柱导轨移动实现。齿轮的齿向误差由进给运动精度保证,包括立柱导轨与工件轴线的平行度、工作台与尾座顶尖的同轴度、工作台的轴向窜动及径向跳动、走刀丝杠的螺距误差、工件安装的径向跳动等,文中提到的掉角问题就是齿向问题,那么一定可以通过提高进给运动精度来解决。
3 解决方法
分析滚齿加工程序可知此齿轮由两次走刀完成滚切过程(如图3所示)。第一刀滚刀顺时针切入并沿立柱向下完成粗切,留精切余量1mm,此过程滚刀旋转方向与工件送入方向相反为逆铣;第二刀滚刀继续顺时针旋转切入并向上运动完成精切,此过程滚刀旋转方向与工件送入方向相同为顺铣。分析顺铣和逆铣的受力情况如图4所示,图中F为切削合力,分解为主切削力Fv和进给力Fr。可以看出进给力Fr将工件向工作台方向压紧,增强了工件夹紧可靠性,有利于提高加工精度,而主切削力Fv将工件向芯轴方向压紧,引起刀杆和工件芯轴的变形,不利于加工精度提高,而在顺铣过程中主切削力远大于进给力,所以可以初步判断顺铣时的刀杆、芯轴变形大于逆铣,这就造成顺铣时加工精度比逆铣时差。此判断刚好符合文中提到的顺铣时产生掉角现象,下面验证此判断是否正确。
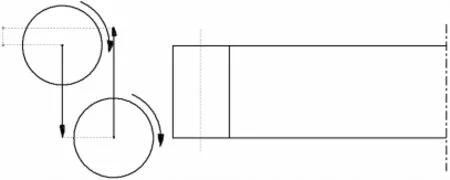
图3 滚切加工过程图

图4 顺铣和逆铣受力分析
在第一次走刀(逆铣)完成后将工件取下到三坐标去测量齿向,发现没有掉角现象,说明粗切时没有产生掉角;改变第二次走刀进给方向,在第一次走刀完成后滚刀退回,第二次走刀仍然从上向下采用逆铣加工,经测量齿轮也没有产生掉角现象。由此可以说明前面的判断是正确的,只有在顺铣时由于主切削力过大,引起了工艺系统较大的受力变形,加工快完成时切削力趋近于零,刀杆和芯轴受力变形变小造成了切入深度变大,形成掉角缺陷。
针对掉角缺陷产生的原因提出如下两种解决方案:①增强工艺系统的刚性:通过减小工件与夹具间隙、缩短刀杆长度、增大刀杆预紧力、减小刀杆与托架之间的间隙、增大尾座夹紧力等方法提升工艺系统的刚性,可以大大减小掉角现象,使工件精度达到工艺要求。②改变滚齿加工的走刀方式:在不影响加工效率的前提下将两次走刀顺序调换,粗铣时从下到上采用顺铣,精细时从上往下逆铣,粗铣时产生的掉角误差在精铣中得到修正,基本消除了掉角现象。
4 总结
这个掉角问题困扰我们很久,换了十多台机床一直无法解决,而通过加工原理的分析完美解决了这个难题。这就告诉我们所有的问题都是有迹可循的,只要勤于思考、善于分析,就一定能够找到解决办法。
[1]周 琴.加工误差产生的原因及分析[J].现代机械,2011(2):8~13.
TG659
A
1004-7344(2016)07-0232-02
2016-2-8
卢 刚(1982-),男,助理工程师,本科,主要从事金属切削机床大项修及设备改造方面的工作。
