35 kV GW5型隔离开关触头发热缺陷处理
2016-08-05尚光伟苏长宝
孙 更,尚光伟,苏长宝,王 辉
(国网河南省电力公司南阳供电公司,河南 南阳 473000)
35 kV GW5型隔离开关触头发热缺陷处理
孙 更,尚光伟,苏长宝,王 辉
(国网河南省电力公司南阳供电公司,河南 南阳 473000)
介绍了某变电站隔离开关的发热情况及处理过程,对隔离开关导电部分的发热诱因进行了分析总结,制定了具体处理方案,提出了预防措施,为处理类似隔离开关发热缺陷提供了实践经验。
隔离开关;触头发热;氧化;导电杆
0 引言
隔离开关是变电站重要的设备之一,出线间隔运行时,起到接通电路的作用;出线间隔检修时,起到断开电路的作用,并形成明显的断开点,保护工作人员和运行设备的安全。但近年来随着用电负荷的增长和外部环境的污染,隔离开关出现的缺陷越来越多,特别是出线间隔运行时隔离开关触头发热现象更为明显。
1 隔离开关触头发热基本情况
2014年5-7月,某变电站对该其35 kV GW5型隔离开关进行红外测温(见表1),发现隔离开关左右触头接触处发热点较多。
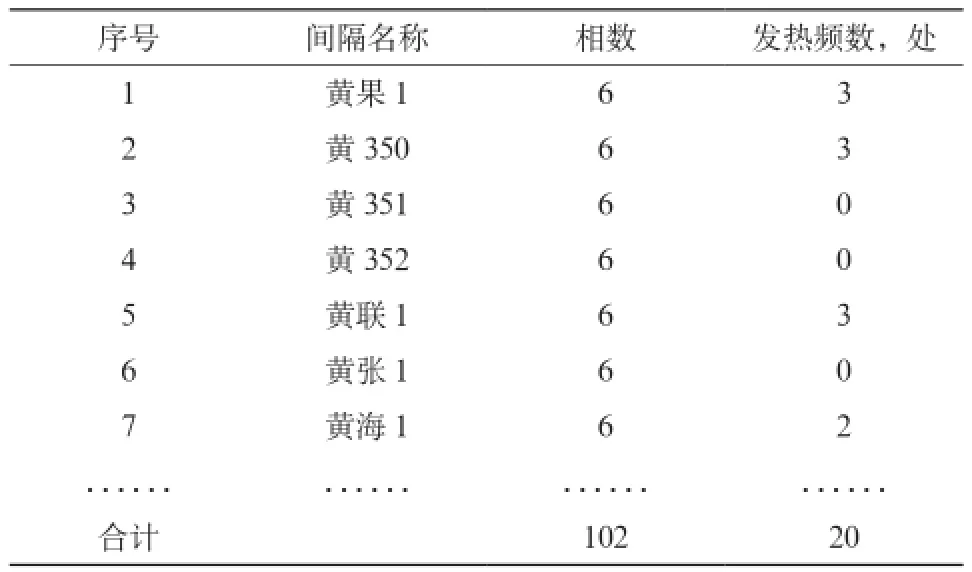
表1 35 kV隔离开关红外测温记录
由表1可以看出,隔离开关触头发热多达20处,占监测总数的19.61 %。隔离开关触头发热已成为电网运行的重要安全隐患,如果不及时消除,势必危及设备的安全运行。
2 隔离开关触头发热原因及处理方案制定
查阅2014年5-7月某变电站及与其隔离开关数量、运行方式相近的其他2个变电站的红外测温记录,并对比如表2所示。
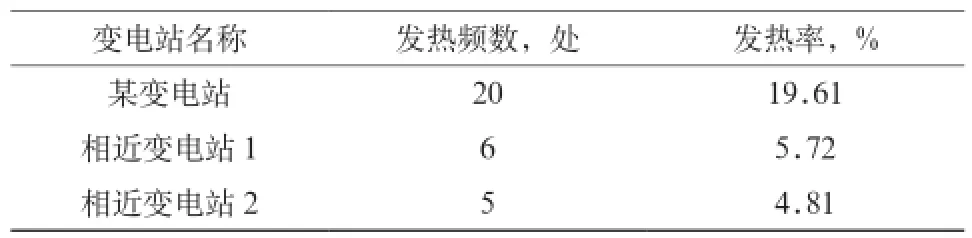
表2 35 kV隔离开关触头发热率比较
通过对比条件基本相同的其他2个变电站可知,该变电站35 kV GW5型隔离开关触头接触处发热率有较大的降低空间。
2.1 隔离开关触头发热的原因
隔离开关触头发热的原因是左右触头接触电阻增大。引起接触电阻增大的原因主要有触头插入尺寸小、传动杆件变形、运行电流大于额定电流、触指表面氧化发生率高、触头表面完好率差、合闸后动作正确率低等。
这些因素会使左右触头接触压力不足或电接触面积变小,最终造成接触不良。另外,触头材料的选择也会造成触头的接触不良。
2.2 隔离开关发热处理方案制定
2.2.1 调查分析
(1) 触头插入尺寸。相关规程规定触头插入尺寸为35±5 mm,正确率大于98 %。现场测量触头插入尺寸正确率为5 %,不满足标准要求。
(2) 拉杆变形发生率。规程规定拉杆变形发生率小于3%,现场测量拉杆变形发生率为0,满足标准要求。
(3) 运行电流。额定电流为1 600 A,运行电流均小于额定电流,满足标准要求。
(4) 合闸后动作正确率。规程规定动作正确率应为90 %,现场测量导电回路合闸后动作正确率为95 %,满足标准要求。
(5) 触指表面氧化发生比例。规程规定触指表面氧化发生比例小于3 %,现场测量触指表面氧化发生比例为80 %,不满足标准要求。
(6) 触头表面完好率。规程规定触头表面完好率大于95 %,现场测量触头表面完好率为10 %,不满足标准要求。
2.2.2 要因确认
(1) 触头插入过浅。
(2) 触指镀银层表面氧化。
(3) 触头表面完好率低,表面有麻点。
2.2.3 对策制定
根据要因,确定处理措施如表3所示。
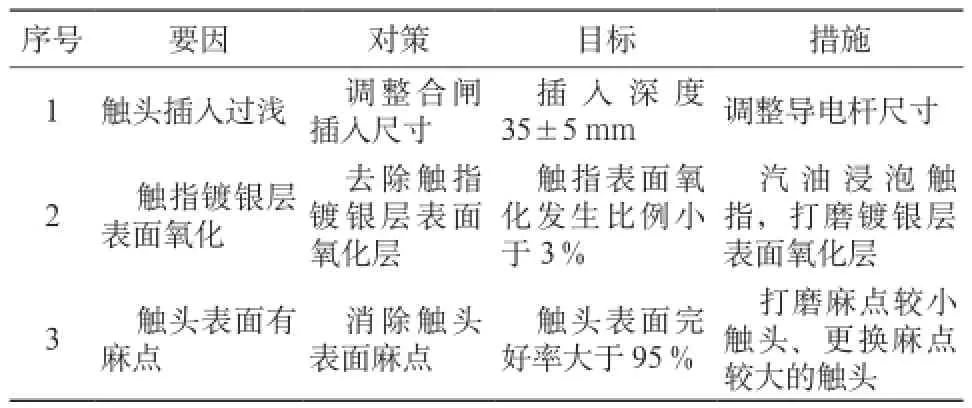
表3 处理措施
3 隔离开关触头发热处理经过
3.1 调整导电杆尺寸
对20处发热点中18处触头插入尺寸不合格的分布情况进行了统计。指定专人负责此项工作,确保插入尺寸保持在33-37 mm,并做了详细的记录。实施后对触头插入尺寸进行了复测,确保插入尺寸符合要求。
3.2 处理触指镀银层表面氧化
由于有16处触指镀银层表面氧化需要清除,工作量大,所以根据工作节点制订计划表,确保清除工作顺利开展。在实施中经对比试验后,选定钢丝球为打磨镀银层表面氧化层的工具。在清除所有的触指镀银层表面氧化层时应用了汽油浸泡后,用钢丝球打磨镀银层表面氧化层的新检修方法,确保镀银层表面氧化层清除,且镀银层完好。
3.3 提高触头表面完好率
按照麻点的大小进行分类,制定不同的处理措施,并准备了2个同型号的新触头,还准备了细锉刀等打磨麻点用工具。对麻点较大的2个触头进行了更换,同时处理了其他触头较小的麻点。处理后,触头完好率为100 %。
4 结束语
4.1 效果检查
4.1.1 实施后效果检查
2014年8-10月,变电检修部综合班对该变电站102相GW5型隔离开关进行红外测温监测,未发现发热点,效果良好。
4.1.2 巩固期效果检查
2015年1-3月,变电检修部综合班对该变电站隔离开关再次进行红外测温监测,未发现发热点。发热率与效果检查时保持一致,本次检修的成效得到了巩固。
4.2 处理隔离开关发热的注意事项
(1) 首先应查阅有关资料,详细了解设备的结构、性能及原理,正确判断隔离开关发热的类型、部位和原因并制定切实可行的措施。
(2) 进行此类隔离开关发热处理工作时要认真、细致。对接触部位不能简单地只使用纱布或钢丝刷除去氧化膜,镀银层损坏的要进行修复,必要时更换配件。接触面接触后,使用塞尺检查左右触头的接触情况,塞尺的塞入深度不超过5 mm。接触良好后测量接触电阻不大于100 μΩ。
4.3 预防措施
(1) 选型订货。应选择具有良好经营业绩和成熟制造经验生产厂家的产品。
(2) 设备安装。隔离开关安装时,应把好验收关。检查各接触面的材料搭接是否合适,特别是铜与铝直接接触时,铜端应搪锡。检查隔离开关的合闸情况,合闸后左右触头是否合闸到位,测量插入深度、同期度、接触压力等应符合规程要求。
(3) 日常维护。每次停电,条件具备时对隔离开关做到逢停必动,对隔离开关实施分合操作3-5次;对左右触头接触面用汽油清洗,清除表面的污物,禁止使用锉刀等硬性较高的工具,以免损坏镀银层。每次检查维护时,必须测试导电回路接触电阻,测试不合格时,应及时处理。
(4) 操作检查。隔离开关在拉合过程中,容易造成电弧烧伤触头,或用力不当使接触位置不正,引起压力降低。所以在操作时应用力适当,操作后要仔细检查触头接触情况,确认接触良好。
2015-10-20;
2016-04-05。
孙 更(1975-),男,高级工程师,主要从事高压一次设备检修工作,email:15839982609@163.com。
尚光伟(1979-),男,高级工程师,主要从事电网规划工作。
苏长宝(1974-),男,工程师,主要从事高压电气一次设备检修工作。
王 辉(1970-),男,高级工程师,主要从事用电营销工作。
