固持剂在圆柱形孔轴密封固持中的应用
2016-08-04乔培平陕西工业职业技术学院机械工程系陕西咸阳712000
乔培平(陕西工业职业技术学院机械工程系,陕西 咸阳 712000)
固持剂在圆柱形孔轴密封固持中的应用
乔培平
(陕西工业职业技术学院机械工程系,陕西 咸阳 712000)
摘要:针对过盈配合存在的问题,对圆柱形孔轴配合的密封固持装配工艺进行了探讨。介绍了涂施密封固持剂前的注意事项及表面处理,对7种不同装配情况下的固持装配工艺进行了分析说明,并对合理、正确使用密封锁固装配工艺提出了建议。
关键词:圆柱形孔轴配合;固持剂;固持装配工艺
传统的轴承与轴、轴承与座孔、皮带轮与轴、齿轮与轴、衬套与孔等圆柱形孔轴配合均采用过盈配合,使结合表面间产生一定的正压力和摩擦力,从而达到紧固的效果。但由于摩擦系数和过盈值的离散性,当作用载荷过大或振动激烈时,可能出现零件的相对位移。在变载荷作用下,特别是启动和停车的瞬间,联接零件的配合表面的 2端产生微位移和微动腐蚀,因此被微动腐蚀损伤的表面上产生咬死、磨粒磨损和表面层疲劳现象[1]。
采用固持剂填满啮合部间隙,使之 100%接触,大大增加贴合面积,并形成一层坚韧的耐介质胶层,这样就可获得工作状态下稳定的固持力,因此,可以用间隙配合代替传统过盈、过渡配合,克服尺寸过盈量传力的不可靠因素,简化装配工艺,节约能耗。
1 施胶前的注意事项
2 表面处理
用清洗剂清洗所有待装零件表面,确保无任何油污、尘土。装配环境温度较低或非钢铁材料表面(如铜、铝等有色金属,复合材料的修复涂层表面),喷涂固化剂,晾置 3~5 min。
3 固持装配工艺
3.1轻载荷拆卸的键配合组件
将圆柱固持剂涂在键槽内和键2侧,同时在与键槽相对的轴径上涂一点固持剂,或绕轴颈均匀地隔一段涂一点固持剂。将组件装配,擦去外溢胶液,最后在止动螺钉上点几滴固持剂,上紧止动螺钉,如图1所示,5~10 min后即可工作。由于施胶量较少,拆卸时可选用锤子敲击键和皮带轮,最后用常规方法拉出皮带轮。

图1 轻载荷拆卸的键配合组件Fig.1 Key matching components for light load disassembly
3.2重载荷键配合组件
如图2所示,用胶点同 3.1所述,在键槽、键和轴径配合部将固持剂涂成连续胶线,装机。同时在止动螺钉上涂胶,上紧止动螺钉,最后擦去多余的胶液。若间隙超过 0.125 mm时应将固化剂喷在轴颈和键槽上,间隙超过0.254mm时则不能用固持剂修复。拆卸时先用锤子敲击皮带轮和键,局部加热至230℃以上,5min后趁热拉出皮带轮。
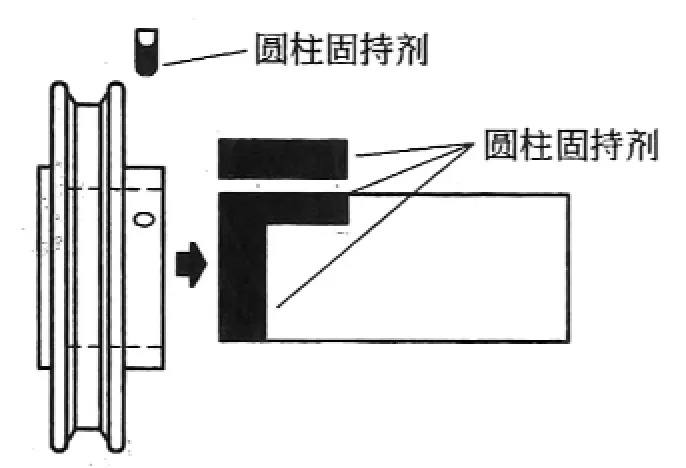
图2 重载荷拆卸的键配合组件Fig.2 Key matching components for heavy load disassembly
3.3滑配合——轻载荷轴的装配
加工轴,使轴与孔径向间隙为 0.05mm滑配合,表面粗糙度为 Ra3.2~ 1.6μm(二次加工)。将固持剂涂在清洗好的轴颈配合部,装配,不用转动,擦去多余胶液,充分固化后可工作,如图3所示。
对于已磨损的轴间隙,当间隙超过 0.125 mm时 ,必须使用固化剂。径向间隙超过 0.25 mm时,不能用固持剂进行固持。
结合Http协议,借助Java多线程技术可以对多线程断点续传程序进行编写。系统帮助模块、设置管理模块、任务管理模块及下载分类管理模块共同组成了系统框架。子项目Http Cli⁃ent包存在于Apache Jakarta Commons中,允许运行Http协议,可以对服务器端资源进行下载操作。多线程断点续传是该程序的关键作用,发挥多线程技术的作用,能够使下载速率得到明显的改善。
3.4滑配合——重载荷轴的装配
加工轴,使轴与孔径向间隙为 0.05mm滑配合,表面粗糙度为 Ra3.2 ~1.6μm(二次加工)。将固持剂涂在轴颈配合部,左右转动徐徐装入轴承,擦去多余胶液,固化 2h后工作,如图3所示。

图3 滑配合轴承装配Fig.3 Bearing assembly with slide fitting
对于已磨损的轴,如果间隙超过 0.125 mm,必须使用促进剂,大间隙时需要用垫片找中心,间隙大,需要固化时间长(30~ 60 min) 。若间隙过大(大于 0.25mm)只能用复合材料来修复。
3.5压入配合
对于标准压配合件,将固持剂滴涂在轴颈导入口周围或导入区周围,形成完整一圈,如图4 所示按通常方法压入,擦净多余胶液,便可马上工作。

图4 压入配合的固持Fig.4 Fixturing with forced fitting
对于台阶轴,可将固持剂涂在内孔,按上述步骤装配即可。
3.6滑配合——轻载荷轴承的装配
对于新品装配,首先找出与轴配合的轴承,扩大座孔或减少轴承外径,径向间隙在0.05 ~0.10m m的滑配合,在轴承外圈涂几条固持剂,如图5 所示,装入座孔保持不动,固化2h后可投入运行。
对于磨损件的装配注意磨损间隙,如最大间隙大于0.125m m则必须使用促进剂,大间隙需用垫片3点找正中心。间隙超过 0.25 mm时不能用固持剂修复,建议用复合材料修复。

图5 滑配合——轻载荷轴承的装配Fig.5 Bearing assembly for slide fitting-light load disassembly
3.7滑配合——重载荷轴承的装配
对于新品装配主要步骤同 3.6所述,但不要使用固化剂,用固持剂涂匀整个轴承外径,边转动边将轴承装入座孔,擦去挤出的胶液,固化2h后 可投入运行,如图 6所示。
对于重载荷磨损件的装配,间隙在0.125~ 0.25mm时应使用固化剂,并用垫片3点找正中心,注意延长固化时间。当间隙超过0.25mm时建议使用复合材料进行修复。
3.8拆卸
拆卸方法是用通用方法拉出,但对于按重载荷配合件装配的组件用通用方法比较困难,可局部加热至 230℃以上,5min后趁热拉出。

图6 滑配合——重载荷轴承的装配Fig.6 Bearing assembly for slide fitting-heavy load disassembly
参考文献
[1]翁熙祥,梁志杰.金属粘接技术[M].北京:化学工业出版社.2006.
[2]肖卫东,程时远.密封胶粘剂[M].北京:化学工业出版社.2001.
[3]汪锡安,胡方先.胶粘剂及其应用[M].上海:上海科学技术出版社.2000.
[4]龚云表.实用粘接手册[M].上海:上海科学技术出版社.1995.
中图分类号:TG494
文献标识码:A
文章编号:1001-5922(2016)03-0080-03
收稿日期:2015- 09- 20
作者简介:乔培平(1976-),男,讲师。主要从事设备管理与维修等方面的教学和研究工作。E-mail:qiaoxiaoqiang51@qq.com。
Applications of fixing agent in cylindrical hole and shaft fitting
QIAO Pei-ping
(Department of Mechanical Engineering, Shaanxi Industrial Vocational and Technical College, Xianyang, Shaanxi 712000, China)
Abstract:Pointing at the existed problems in to the interference fitting, the cylindrical hole-shaft seal fitting assembly process was discussed in this paper.The matters need attention and surface preparations before sealing the fixing agent were introduced, and the holding assembly processes at 7 different conditions were analysized.At the same time, the reasonable and correct use of the sealing lock assembly process was proposed.
Key words:cylindrical hole-shaft fitting; fixing agent; holding assembly process
