新型偶联剂Si747对白炭黑填充溶聚丁苯橡胶/顺丁橡胶并用胶加工性能及动态性能的影响
2016-07-28吉欣宇王茂英
吉欣宇,刘 震,王茂英
(怡维怡橡胶研究院有限公司,山东 青岛 266045)
从1991年法国米其林公司宣布大力开展绿色轮胎研究起,欧美及日本各大轮胎公司相继加快了绿色轮胎的研制步伐。溶聚丁苯橡胶(SSBR)/白炭黑/硅烷偶联剂等新材料被广泛应用,轮胎尤其是乘用轮胎的抗湿滑性能及滚动阻力等性能进一步提高。由于表面存在大量硅羟基,白炭黑极性较强,易聚集,分散性较差。为改善白炭黑在胶料中的分散性,通常需要对白炭黑进行物理改性或加入偶联剂进行化学改性[1]。硅烷偶联剂是除主体材料外对胶料滞后损失影响最大的因素。因此,采用新型高效偶联剂来降低轮胎胎面胶滚动阻力是简便且有效的方法。
偶联剂Si747是上海麒祥化工有限公司研发的一种新型硅烷偶联剂,其与白炭黑的反应机理与传统偶联剂Si69有所不同,白炭黑与硅烷的耦合反应是通过乙氧基团进行的,反应过程中硅烷水解,通过共价键连接在白炭黑表面。另外,偶联剂Si747的大体积高分子取代基团位阻使巯基与橡胶的反应减慢,在一定程度上抑制了焦烧;取代基团极性确保其具有足够的亲和力,使其在白炭黑表面上快速键合和反应[2]。本工作以传统偶联剂Si69为对比,研究偶联剂Si747用量对白炭黑填充SSBR/顺丁橡胶(BR)并用胶加工性能及动态性能的影响。
1 实验
1.1 主要原材料
SSBR,朗盛化学公司产品;BR,中国石化齐鲁石化公司产品;高分散性白炭黑,确成硅化学股份有限公司产品;偶联剂Si69(TESPT),南京曙光化工集团有限公司产品;偶联剂Si747,上海麒祥化工有限公司产品。
1.2 试验配方
试验配方如表1所示。
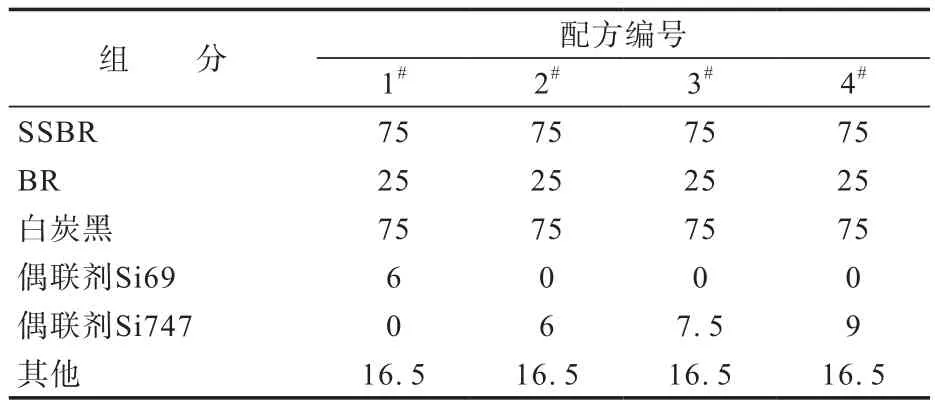
表1 试验配方 份
1.3 主要设备与仪器
XK-160开炼机,上海双翼橡塑机械有限公司产品;XSM-1/10~120型密炼机,上海科创橡塑机械设备有限公司产品;ARC 2020型毛细管流变仪、MDR2000型无转子硫化仪、MV2000型门尼粘度仪和RPA2000橡胶加工分析仪,美国阿尔法科技有限公司产品;XLB-600×600平板硫化机,浙江湖州东方机械有限公司产品;RH-2000型压缩生热试验机和冲击回弹性试验机,高铁检测仪器有限公司产品。
1.4 试样制备
胶料混炼分3段进行。
一段和二段混炼密炼机转子转速为85 r·min-1,密炼室初始温度为90 ℃。
1.5 性能测试
(1)混炼胶加工性能采用RPA2000橡胶加工分析仪表征:①应变扫描试验温度为100 ℃,频率为0.33 Hz,应变为2.8%~700%;②频率扫描试验温度为100 ℃,应变为7%,频率为0.33~33.33 Hz。
(2)混炼胶流变性能按HG/T 4300—2012《橡胶流变性能的测定 柱塞式毛细管流变仪法》进行测试,口模长径比为15,直径为1.5 mm,挤出温度为100 ℃,剪切速率为0.5~400 s-1。
(3)硫化胶动态性能按GB/T 9870.1—2006《硫化橡胶或热塑性橡胶动态性能的测定 第1部分:通则》进行测试,剪切应变扫描试验频率为10 Hz,温度为60 ℃,应变为0.1%~60%。
(4)其他性能均按相应国家标准进行测试。
2 结果与讨论
2.1 混炼胶加工性能
2.1.1 混炼加工性能
混炼胶的门尼粘度和硫化特性如表2所示。从表2可以看出:偶联剂Si747混炼胶的门尼粘度及FL较偶联剂Si69混炼胶高;随着偶联剂Si747用量增大,混炼胶的门尼粘度和FL减小,但仍大于偶联剂Si69混炼胶,而门尼焦烧时间及t90缩短,且均短于偶联剂Si69混炼胶,加工安全性能降低。
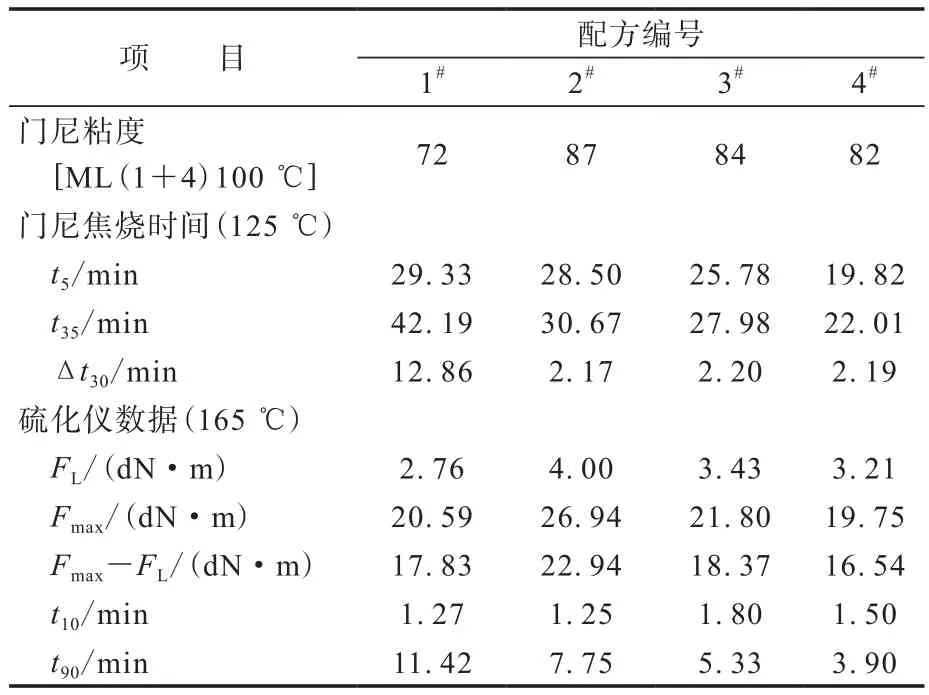
表2 混炼胶的门尼粘度和硫化特性
混炼胶的损耗因子(tanδ)-频率扫描曲线如图1所示。从图1可以看出,偶联剂Si69混炼胶的tanδ较大,偶联剂Si747混炼胶的tanδ均较小,这表明偶联剂Si747混炼胶的加工性能比偶联剂Si69混炼胶差,这与白炭黑在橡胶基体中的填料网络化聚集有关。通常可用低应变下弹性模量与高应变下弹性模量的差值(ΔG′)来表征填料-填料及聚合物-填料相互作用的填料网络化程度,即Payne效应[3]。
图1 混炼胶的tanδ-频率扫描曲线
混炼胶的弹性模量(G′)-应变扫描曲线如图2所示。从图2可以看出:随着应变增大,填料网络聚集被打破,释放出包覆橡胶,填料的有效体积分数减小,混炼胶的G′降低;随着偶联剂Si747用量增大,偶联剂Si747混炼胶的ΔG′逐渐减小,Payne效应减弱,填料网络化聚集程度降低,但仍高于偶联剂Si69混炼胶。
图2 混炼胶的G′-应变扫描曲线
2.1.2 挤出加工性能
采用毛细管流变仪,在固定条件下模拟混炼胶的挤出加工状态,对挤出胶条离模膨胀率及表面情况进行分析。在不同剪切速率下挤出胶条的离模膨胀率如图3所示。从图3可以看出:在剪切速率较小(小于50 s-1)时,1~4#配方混炼胶挤出胶条的离模膨胀率均随着剪切速率增大而增大;当剪切速率为50 s-1时,偶联剂Si747混炼胶挤出胶条的离模膨胀率均达到最大值,随着剪切速率继续增大,偶联剂Si747混炼胶挤出胶条的离模膨胀率呈减小趋势;对于偶联剂Si69混炼胶而言,在较小的剪切速率下,其挤出胶条的离模膨胀率大于偶联剂Si747混炼胶挤出胶条,剪切速率较大时,其挤出胶条的离模膨胀率变化不大。
图3 不同剪切速率下挤出胶料的口模膨胀比
不同剪切速率下挤出胶条的外观情况如图4所示。从图4可以看出,与偶联剂Si69混炼胶相比,偶联剂Si747混炼胶挤出胶条表面较光滑,离模膨胀率较小。偶联剂Si747混炼胶的挤出加工性能优于偶联剂Si69混炼胶。
图4 不同剪切速率下挤出胶料的外观
由于胶条离模膨胀率受到剪切速率、口模长径比及熔体破裂等因素影响,不同测试条件下胶料的挤出性能可能呈现出完全不同的规律[4]。因此,上述试验仅能说明在本研究测试条件下,偶联剂Si747混炼胶的挤出加工性能优于偶联剂Si69混炼胶。
2.2 硫化胶动态性能
硫化胶的动态性能如表3所示。硫化胶的tanδ-应变扫描曲线如图5所示,硫化胶的G′-应变扫描曲线如图6所示。
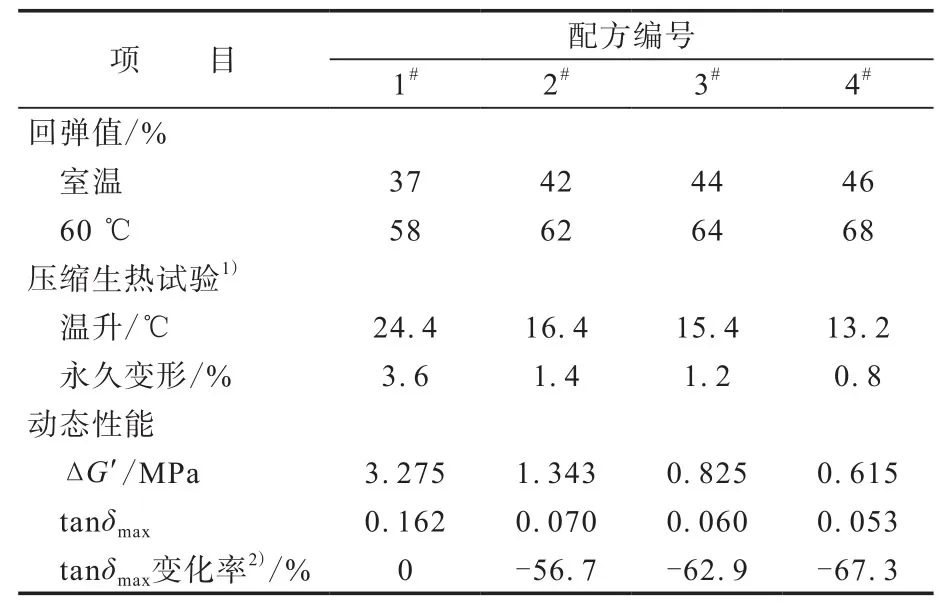
表3 硫化胶的动态性能
从表3及图5可以看出:与偶联剂Si69硫化胶相比,偶联剂Si747硫化胶60 ℃下的回弹值较大,生热大幅降低,60 ℃时的tanδ大幅减小;随着偶联剂Si747用量增大,硫化胶的生热呈下降趋势,60℃时的tanδ呈减小趋势。这表明,相比于偶联剂Si69,偶联剂Si747可明显降低硫化胶的滞后损失,改善硫化胶的动态性能。究其原因,偶联剂Si747降低了填料在硫化过程中的聚集程度,减轻了填料网络化程度,从而降低了胶料的滞后损失。
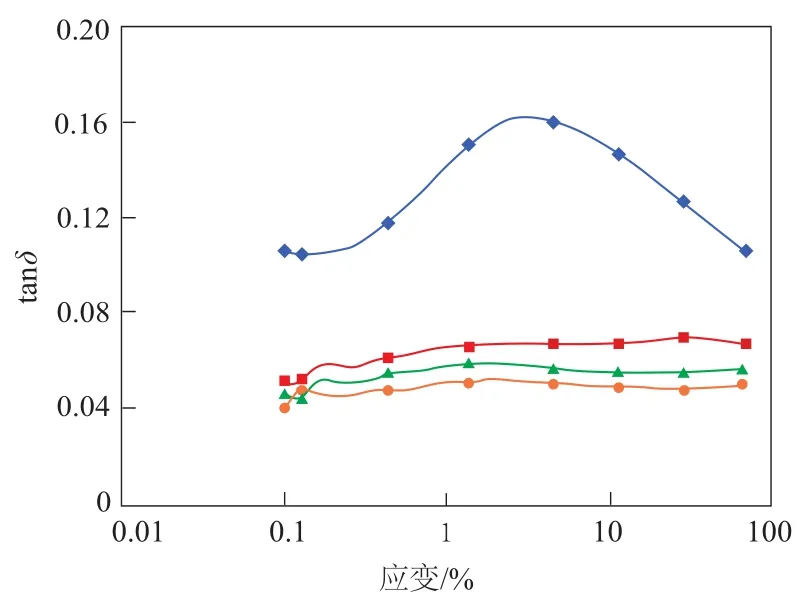
图5 硫化胶的tanδ-应变扫描曲线
图6与图2对比发现,与混炼胶不同,偶联剂Si69硫化胶的Payne效应强于偶联剂Si747硫化胶,这表明经过高温硫化后,偶联剂Si69硫化胶中填料的聚集程度明显高于偶联剂Si747硫化胶。通常认为胶料在硫化过程中始终有絮凝形成填料网络的趋势,热处理温度越高,填料絮凝速率越快,填料网络化程度越大。根据扩散观点可以推断,聚合物粘度高、填料聚集体尺寸大或填料结构较高可明显降低絮凝速率。根据以上理论并结合偶联剂Si747结构特征分析认为:(1)由于偶联剂Si747所含的巯基活性较高,极易在混炼过程中使橡胶产生交联,出现部分焦烧现象,从而使有效相对分子质量增大,聚合物粘度增大;(2)偶联剂Si747缩短了胶料焦烧时间并提高了胶料硫化速率,在发达的填料网络形成之前锁闭了填料聚集体[5]。因此,偶联剂Si747胶料在硫化过程中填料絮凝速率远远低于偶联剂Si69胶料,硫化胶中填料聚集程度较低。但是,偶联剂Si747可否降低硫化胶其他性能需要进一步研究。
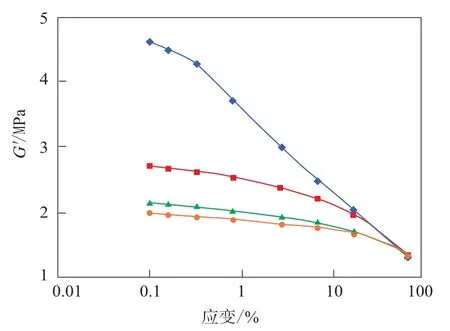
图6 硫化胶的G′-应变扫描曲线
3 结论
(1)对于白炭黑填充的SSBR/BR并用胶,与添加偶联剂Si69混炼胶相比,添加偶联剂Si747的混炼胶门尼粘度明显增大,焦烧时间和正硫化时间缩短,且随着偶联剂Si747用量增大,混炼胶的门尼粘度减小,焦烧时间及正硫化时间缩短,混炼加工性能及安全性能降低。
(2)在口模长径比为15、直径为1.5 mm、挤出温度为100 ℃的条件下,偶联剂Si747混炼胶挤出胶条表面较为平滑,离模膨胀率较小,偶联剂Si747混炼胶挤出加工性能优于偶联剂Si69混炼胶。
(3)偶联剂Si747降低了填料在硫化过程中的聚集程度,使填料的Payne效应减弱,偶联剂Si747硫化胶的生热及滞后损失比偶联剂Si69硫化胶大幅降低,动态性能明显改善。