汽轮机转子末叶片销孔加工装置的设计
2016-07-09张晚青黄恺王红星
张晚青 黄恺 王红星
摘 要:位于汽轮机转子各级叶轮的末叶片采用锥型销孔锁紧结构。由于每两级叶轮间的距离最小可达到75mm,普通钻床很难达到钻孔要求。为了提高加工效率,针对目前某公司的加工现状,设计了一种新型的钻孔装置。新型的钻孔装置主要由定位与卡紧装置、进给装置、传动装置、平衡装置等四部分组成。装置在固定与卡紧部分巧妙的使装置在短时间内快速卡紧,并通过人工对手柄的控制,实现工作台在XYZ方向的移位。平衡装置能够最大减少工人的劳动强度,提高工作效率。
关键词:钻孔装置;快速卡紧;螺旋传动
中图分类号:TK263 文献标识码:A
汽轮机通过安装于转子上的叶片在高温、高压、高速及腐蚀性的环境下工作,因此对末叶片销孔的配钻精度要求非常高。汽轮机转子叶片锥形销孔的加工具有其特殊性,由于叶轮和主轴整锻为一体,每两级叶轮之间的距离大小不同,最小的距离仅为75mm,因此,这对钻孔装置的要求很高,销孔加工起来也比较困难,一般的钻床无法达到要求。
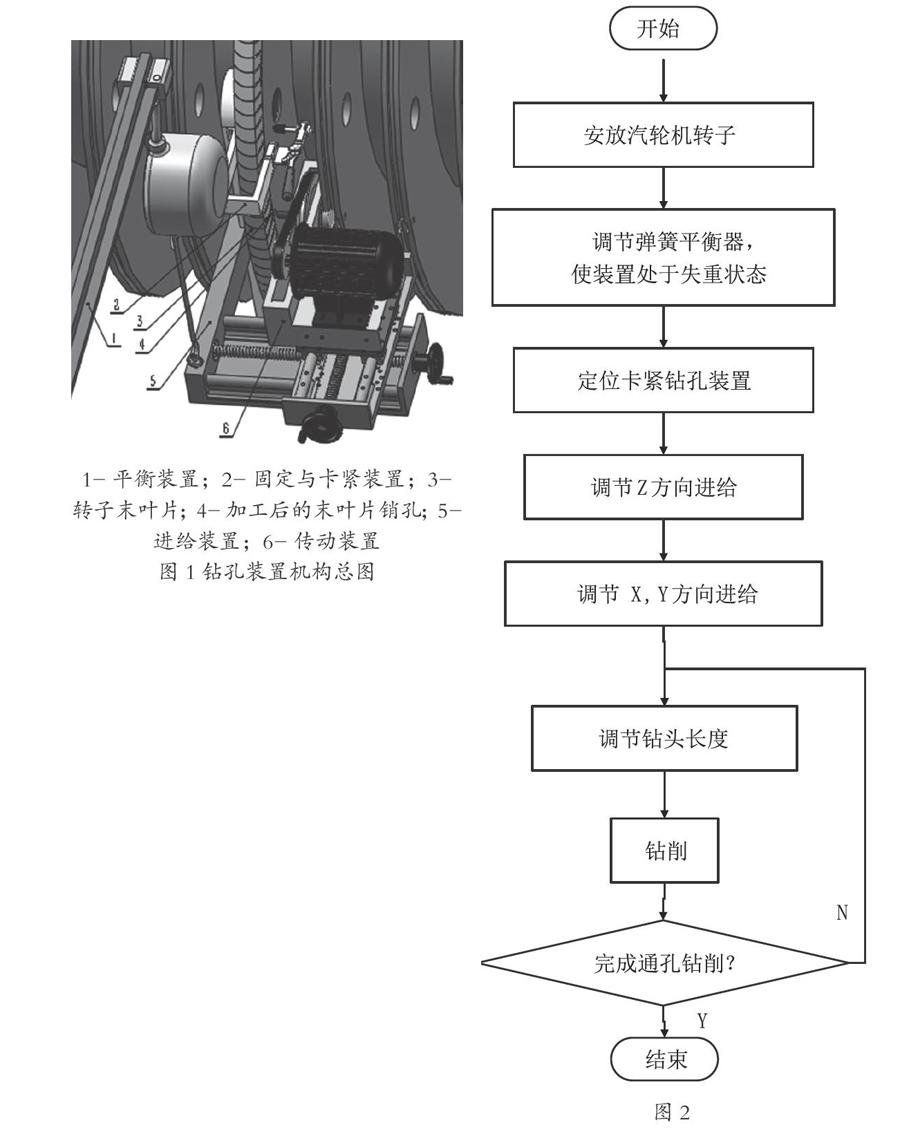
某公司原有的鉆孔装置装于普通车床上,利用车床的XYZ轴充当进给装置,在车床定位时,用吊车进行移位,用撬杠等简单工具进行进行微调,如图1所示,因此,钻削末叶片销孔这道工序的近三分之一时间用于钻床的定位,且精度低。新型钻孔装置的研制目的是进行优化设计,大大提高生产效率。
1 总体设计方案
1.1 设计要求
改进后末叶片锥形销孔的钻孔装置采用“蚂蚁啃骨头”的加工方式将其固定在转子上进行钻孔,节省了用于定位所需要的大量时间,解决了精度不高带来的弊端。这台新型钻孔装置的设计,可以减少劳动成本,缩短整个加工周期,同时提高可以生产效率。钻孔装置机构总图如图1所示。
1.2 总体结构设计与工作流程
该钻孔装置主要包括定位与卡紧装置,进给装置,传动装置和平衡装置。工作流程如下:平衡装置吊起钻孔装置,以减少工作人员的工作强度,使钻头调节到钻孔位置高度,并将装置定位在转子上,用快速卡钳将钻孔装置与转子卡紧。旋转手柄调节钻头位置,使其对准预钻销孔位置,准备钻孔。鉴于存在两叶轮之间距离小的情况,钻孔装置无法一次顺利完成整个钻削过程,将固定钻头的螺栓旋松后用卡钳将钻头伸长到能够将叶轮钻透长度,进行第二次钻孔,直到完成通孔钻削为止。而后逐个孔进行钻削。转子中的每一级叶轮与末叶片的叶根所需配钻的数目不一定相同,这需要按照图纸的要求进行划线后配钻,一般一个末叶片配钻1个、2个或4个销孔,那么一个叶轮需配钻2个,4个或8个销孔。工作流程图如图2所示。
2 钻孔装置的机构设计
由于被加工件的质量和体积的巨大,用更大的机床加工程序繁琐,且消耗大量不必要的生产资源,故新型钻孔装置采用“蚂蚁啃骨头”的加工方式(即将钻孔装置固定在工件上进行加工),采用这种加工方式节省了用于定位所需要的大量时间,解决了精度不高带来的弊端。新型钻孔装置所采用定位和卡紧机构的巧妙设计,极大的提高了生产效率与加工精度。
2.1 定位与卡紧机构的设计
定位与卡紧机构的设计包括定位机构设计和卡紧机构的设计。定位机构的设计是基于汽轮机转子平衡孔的均匀分布进行设计的。汽轮机的转子一般分布5或7个平衡孔,利用相邻的两个平衡孔将钻孔装置固定在转子上。为避免过定位,故采用“一面两销”的定位方式,通常设计定位元件为圆柱销和削边销。
卡紧机构是将定位好的钻孔装置完全固定到转子上,它的主要组成部件是快速卡钳和连接架。卡钳的工作原理是采用机械四连杆机构死点原理的一种快速夹持、打开机构,具有准确定位,快速装卸,自锁夹紧功能。
2.2 进给装置的设计
新型钻孔装置的进给装置可以实现X,Y,Z方向进给,主要包括螺旋传动副,导轨和连接板等组成。Z向进给装置的设计是在考虑其自身重力的基础上进行设计的。虽然平衡机构能够使钻孔装置处于无重状态,但为避免操作不当或操作失误所引起的危害,将螺旋传动副设计为带自锁功能的梯形丝杠副。
梯形丝杠螺旋副的选型与设计:
理论校核:梯形螺纹=0.8
许用压强[p]=7.5MPa
轴向载荷F=600N
螺杆中径
螺母高度H=φd2=8.4mm
旋合圈数
工作高度h=0.5P=2
螺纹牙底宽度b=0.65P=2.6mm
校核工作压强
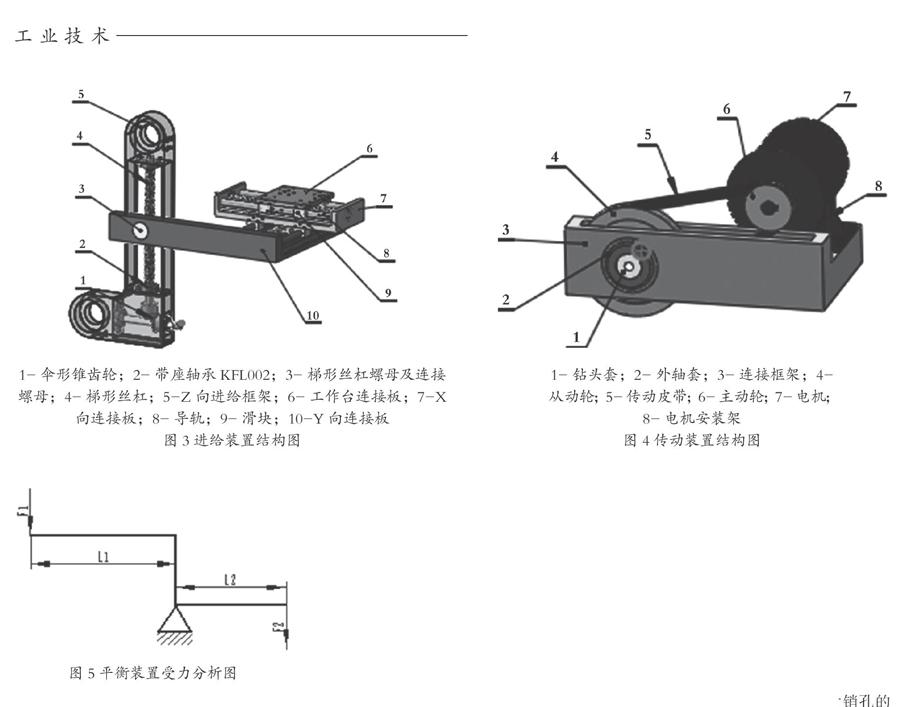
在XY向进给上,将螺旋传动副设计为滚珠丝杠副。滚动螺旋传动中的螺杆和旋合螺母的螺纹滚道间置有适量钢球,当螺杆或螺母转动时,钢球成为中间滚动体沿螺纹滚道滚动,使螺杆与螺母的相对运动成为滚动摩擦,提高了螺旋副传动效率及传动精度。在XY进给方向上各配备两根导轨,每个进给方向配备4个滑块,使钻孔机构在做直线运动时,更加轻便、平稳。在保证进给精度的基础上,在Z向设计由2个伞形锥齿轮完成手柄方向的转向,使Z向手柄能够更加使用方便,如图3所示。
2.3 传动机构的设计
根据某公司原有的钻孔设备,该钻孔装置的传动机构同样采用皮带传动的方式,以3∶1的传动比进行传动。在从动轮上安装钻头对汽轮机转子末叶片的销孔进行配钻。在实际工作中,皮带传动在应用方面更加简便,高效,且其具备传动平稳无噪声,可以缓冲、吸振,过载时将会在带轮上打滑,可防止在薄弱零件上损坏,起到安全保护的作用,如图4所示。
2.4 平衡装置的设计
钻孔装置(平衡装置除外)的自身重量在60kg左右,为保证钻削过程更加平稳精准,设计一款平衡装置,使加工过程在无重的状态下进行。平衡装置包括小型移动起重机和弹簧平衡器两部分。小型移动起重机由横梁,立柱,车轮和配重片等组成,如图5所示。为防止小型起重机发生侧翻,加配重片以使装置达到受力平衡。
如图5所示:
F1点受力为弹簧平衡器所吊物体(即钻孔装置)的自身重力加上弹簧平衡器的重力;F2点的受力为所需配重片的自身重力(其它零件重力忽略):
F1≈70kg
L1≈1000mm
L2≈300mm
根据杠杆平衡原理:
F1·L1=F2·L2
即可求出:F2≈233kg
即需要20kg的配置片12块
结语
目前对于汽轮机转子末叶片销孔的加工是将钻孔工装安装在车床上,通过移动车床来调节钻孔装置相对于转子的垂直度和水平度,这种加工方式增加了工人的劳动时间和劳动量。由于加工工件体积和质量俱大,与钻孔工装的体积和质量相差悬殊,因此改造后的钻孔装置采用“蚂蚁啃骨头”的方式将钻孔工装固定在转子上,这样不仅简化了工人的工作量,同时也增加了钻孔精度。新型汽轮机转子末叶片销孔的加工装置的设计是根据工厂实际的生产和加工要求进行设计的。新装置的设计极大提高了生产效率,减少了劳动强度。
参考文献
[1]王大伟,刘永红,张龙,田晓洁,李庆云.基于有限元法的滚珠丝杠传动过程中的温度场和热变形仿真[J].计算机辅助工程,2009(02):29-33.
[2]胡小文,龚发云,王选择.丝杠传动工作台运动特性与误差分析[J].湖北工业大学学报,2009(04):10-12+15.
[3]李益东.多工位复合自动钻床的设计与研制[D].华中科技大学,2013.
[4]何庆伟,杨栋,王欣芳,陈国强,陈文琳.一种新型多孔钻床设计[J].精密成形工程,2012(06):123-125.
[5]娄树军.平铣床快速卡紧机构[J].民营科技,2013(01):42.
