精馏技术研究进展与工业应用
2016-07-08任海伦安登超朱桃月李海龙李鑫钢
任海伦,安登超,朱桃月,李海龙,李鑫钢
(1天津大学化工学院,天津300072;2精馏技术国家工程研究中心,天津300072;3北洋国家精馏技术工程发展有限公司,天津300457)
精馏技术研究进展与工业应用
任海伦1,2,安登超2,3,朱桃月2,3,李海龙2,3,李鑫钢1,2
(1天津大学化工学院,天津300072;2精馏技术国家工程研究中心,天津300072;3北洋国家精馏技术工程发展有限公司,天津300457)
摘要:精馏是化学工业中应用最广泛的关键共性技术,广泛应用于石油、化工、化肥、制药、环境保护等行业。精馏具有应用广泛、技术成熟等优点,但存在设备投资大、分离能耗高等问题,因此研究开发新型高效传质元件、开发新型节能精馏技术,具有重要的社会意义和经济价值。本文从精馏塔类型、流体力学性能、传质性能、塔器大型化、过程节能、过程强化等方面,介绍了精馏技术的研究进展与工业应用。对于板式塔,从气液两相流动状态、压降、漏液和雾沫夹带方面研究了塔板的流体力学性能;对于填料塔,从压降、液泛和持液量方面研究了填料塔的流体力学性能,但目前的研究仍以经验关联式为主,缺乏严谨的的理论模型。对于气液两相的传质性能研究,简述了气液两相传质理论,但科学、精准的传质模型尚未提出。对于塔器大型化的应用研究,介绍了塔板、气液分布器和支撑装置等大型化关键技术的工业应用。从精馏过程典型节能技术、耦合节能技术、流程节能技术、低温余热回收和特殊精馏等方面,介绍了精馏过程节能与强化的应用进展。文章最后对精馏过程的传质、强化和集成进行了展望。
关键词:精馏;过程节能;过程强化;流体力学;传质
第一作者:任海伦(1978—),男,副研究员,从事传质与分离研究。
联系人:李鑫钢,教授,从事传质与分离研究。E-mail lxg@tju.edu,cn。
化学工业是国民经济的支柱产业,分离技术则为化工生产过程中的原料净化、产品提纯和废物处理等提供了技术保证。随着化学工程技术的发展,分离技术逐渐向着多元化发展。常规的化工分离技术包括精馏、吸收、萃取、结晶、吸附、膜分离等。精馏仍是应用最广泛、技术最成熟的分离方法之一,在工业生产中占有相当的比重。
精馏塔伴随着板式塔和填料塔交替式发展,两者各有其优缺点,现呈现出并行发展的趋势。板式塔具有结构简单、适应性强、造价较低、易于放大等特点;填料塔具有高效率、高通量、低压降、低持液等优势。尽管随着精馏塔的广泛应用,人们对精馏塔的认识越来越深刻,但由于塔内部流体流动及传质过程的复杂性,致使精馏塔的设计仍依靠大量的经验和半经验的数据。塔内流体力学、传质动力学、过程动态学的计算等基础传递问题的研究仍需重视,尽可能地摆脱经验的束缚。同时,随着化学工业的发展,生产大型化、优化节能、高效填料与新型塔板的开发与应用等问题仍需探索。因此,对精馏塔的研究非但不能削弱,而是需要进一步加强,以迎接新的挑战。
近年来,我国精馏塔技术在基础研究与应用方面取得了巨大进步,对精馏塔的结构、性能等进行了较为系统的实验研究,并且获得了丰富的实验数据和研究成果,为推动我国化学工业的发展与进步,做出了显著贡献。本文对精馏塔类型、流体力学性能、传质性能、塔器大型化、过程节能与强化等方面的研究进展进行综述。
1 精馏塔类型
精馏塔按塔内件结构不同,分为板式塔和填料塔。20世纪70年代前,板式塔的研究及应用处于领先地位。70年代后,填料塔的研究取得了较大进展,填料塔与板式塔相比,具有压降低、效率高、处理量大和持液量低等优点。
1.1 板式塔
1813年,CELLIER首次提出泡罩塔板,已有200多年历史。板式塔具有结构简单、造价低等优点,特别适合于加压和多侧线采出的工艺流程[1],板式塔主要包括泡罩塔板、筛孔塔板、浮阀塔板和其他新型塔板。
1.1.1 泡罩塔板
CELLIER[2]提出的泡罩塔板,最早应用在酿造业,后来被推广到精馏、吸收等单元操作中。泡罩塔板具有适用范围广、操作弹性大、不易堵塞和便于操作等优点;但是,泡罩塔板具有结构复杂、造价高、压降大等缺点[3-4]。美国Socony Mobil Oil Company[5]开发了一种新型的S形塔板,该塔板兼顾泡罩塔板的优点,但造价明显低于泡罩塔板。研究者在条形泡罩塔板的基础上开发出了槽式泡罩塔板,GUERRIERI等[6-7]指出,槽式泡罩塔板具有压降低,漏液少等特点,被广泛应用在石油化工与精细化工中[8]。
1.1.2 筛孔塔板
19世纪30年代,研究者开发出了筛孔塔板,并首先应用于酿造工业。但是早期人们对筛孔塔板的研究不充分,认为其操作不易稳定而未得到广泛应用。直到20世纪50年代,人们对筛孔塔板的结构、性能进行了充分的研究,使筛孔塔板的应用日趋广泛。随着化学工业的发展,人们开发出了很多新型筛孔塔板。MD筛板[9]是美国联碳公司开发的用于高液量的气液传质元件。美国环球油品公司(UOP)在此基础上又开发出了ECMD、EEMD、VGMD等[10]新型多降液管塔板。国内浙江工业大学开发的DJ塔板[11]是对MD筛孔塔板的改进,主要对塔板结构和流型作了改进,主要有DJ-1型、DJ-2型和DJ-3型3种型号。Linde公司开发的导向筛板[12]最早应用于空分装置,之后开始用于乙苯-苯乙烯的分离装置中,取得了显著的效果。
1.1.3 浮阀塔板
20世纪50年代,美国最先开发出了浮阀塔板,其兼有泡罩塔板和筛孔塔板的优点,具有生产能力大、操作弹性大和传质效率高等优点[13],广泛应用于石油、化学工业中。国内外开发了多种形式的浮阀,最具代表性的是美国Glitsch公司开发的圆形浮阀——V1浮阀(国内称为F1型)。美国学者Nutter等提出了条形浮阀,国内学者在Nutter条阀的基础上,开发出了很多新型条形浮阀,如T形条阀、L1形条阀及HTV船形条阀等。华东理工大学开发的导向条形浮阀[14],结合了导向筛板和条形浮阀的优点,能有效地降低塔板上的液面梯度和液体返混。天津大学开发的导向梯形浮阀[15]吸取了条形浮阀塔板、V形栅板、固舌塔板和导向筛板的优点,可进一步改善塔板上的液体流动状况。清华大学在F1浮阀的基础上开发出ADV微分浮阀[16],进一步提高了浮阀塔板传质效率。天津大学和中国科学院沈阳金属所共同研究开发了碳化硅泡沫浮阀[17],泡沫碳化硅使气体以均匀的小气泡穿过塔板,具有压降低、漏液少及效率高等优点。Glitsch公司开发的高性能Superfrac塔板[18],处理量较筛孔塔板和浮阀塔板高20%~40%。鉴于浮阀塔板兼有泡罩塔板和筛孔塔板的优点,已广泛应用于石油化工、气分等装置[13]。
1.1.4 其他塔板
除上述常规塔板外,科研人员还开发出了很多其他类型的塔板。如Nutter公司开发的固阀塔板[12],具有压降小、抗堵塞等优点。CHUANG等[19]将填料与筛板结合在一起,大大提高了塔板的传质效率。徐崇嗣与CHUANG[20]在此基础上,将填料放置在塔板之间,塔板不设降液管,能使塔板的处理量提高15%左右。李鑫钢课题组[21]开发的螺旋喷嘴与塔板相结合的雾化概念塔板,具有传质效率高和压降低等优点。日本三井造船株式会社[22]开发的垂直筛板是一种全新的喷射型塔板,具有通量大、抗堵塞等优点。河北工业大学[23]在垂直筛板的基础上开发出立体传质塔板(CTST),广泛用于化肥、石化、煤化工等行业的旧塔改造中,取得了巨大的经济效益和社会效益。
1.2 填料塔
填料分散堆填料和规整填料两类。散堆填料是具有一定外型结构的颗粒体;规整填料是具有规则几何图形、堆砌整齐的填料。
1.2.1 规整填料
规整填料具有效率高、压降低、操作弹性大、处理量大、适应性强等优点[24-28]。目前规整填料种类繁多,最具代表性的是Sulzer公司开发的金属丝网波纹规整填料和金属板波纹规整填料[24]。Glitsch公司推出的垂直格栅填料,具有低压降、高通量、抗堵塞等特点,适用于脏物系的工艺流程[25-26]。天津大学开发的专利产品双向金属折峰式波纹填料Zupak系列规整填料与Sulzer公司的金属板波纹填料相比,比表面积增加了8%~10%,具有分离效率更高、压降更低等优点[26]。Montz公司开发出了Montz-pak系列规整填料和BSH系列规整填料,BSH系列规整填料是介于丝网与板波纹之间的规整填料,广泛应用在空分、制药和反应精馏领域[26]。Norton公司开发的Intalox系列规整填料,其波峰与波谷每隔一段间距,形成错位双波纹结构,起到强化传质的效果[25]。Kuhni公司开发的Rombopak系列规整填料,其特点是对气液相流道进行了优化布置[26]。Jeager公司开发的Max-Pak系列规整填料,对填料进行反向开孔,强化了气液两相的混合,有效地提高了填料的传质效率[27]。Envicon公司开发的Jalousiepacking系列规整填料,具有不易堵塞的特点[26]。类似的还有Koch公司开发出Flexipac系列规整填料、Raschig公司开发的Raschig-Superpak填料[25-26]。上海化工研究院开发的SM、SW、SC 和SB系列规整填料,已成功应用在国内多座塔器中,效果显著[28]。随着化工分离技术的发展,Sulzer公司在20世纪90年代末,开发出了Mellapak Plus系列规整填料,与Mellapak系列规整填料比较,具有更大的通量、更低的压降,已广泛应用于化工分离装置[29]。
1.2.2 散堆填料
散堆填料主要包括环形填料、鞍形填料、环鞍形填料及球形填料等。拉西环[29]的开发成功,是填料塔进入科学发展轨道的标志。鲍尔环[29]通过在拉西环壁上开内伸的舌叶窗孔,改善气液两相的流动状况,有效地降低了填料压降、提高了传质效率。Mass Transfer公司开发的阶梯环填料(CMR)[28],增加了侧端翻边,不但增加了空隙率,减小了气体阻力,而且提高了填料的传质效率,使阶梯环的性能在鲍尔环的基础上又前进一步。清华大学开发的超级扁环填料[28],用于液液萃取时,具有优异的传质性能。鞍形填料[29]主要包括弧鞍形与矩鞍形两种:鞍形填料的弧形通道可有效减小流体阻力,使鞍形填料的压降更低;矩鞍环填料[29]将开孔环形填料和鞍形填料的优点集合于一身,具有压降小、通量大、效率高等优点,是性能最优良的散堆填料之一。球型填料[29]的优点是堆积均匀,利于流体分布,多用于气体吸收、净化和除尘等化工过程。散堆填料向着空隙率逐渐增大、压降逐渐减小和效率逐渐提高的方向发展。散堆填料较规整填料具有优良的抗堵性能,其在气体净化、石油化工及焦化等领域应用广泛。
2 流体力学性能
气液两相流场分布直接决定了精馏塔的效率。因此,对精馏塔内气液两相流体力学的研究在塔器研究中占有举足轻重的地位。
2.1 板式塔流体力学性能
2.1.1 塔板上气液两相流动状态
塔板上气液两相的流动状态,影响气液间的传热效果和传质效率。研究者对气液两相的流动状态进行了大量实验研究,不同研究者对气液两相流动状态的划分也不尽相同。其中应用最广泛的是HMP流态和HZ流态。HOFHUIS等[30]提出了HMP流态,HMP流态将塔板上两相流动状态划分为鼓泡状态、蜂窝状泡沫状态、泡沫状态和喷溅状态;HOFHUIS 和ZUIDERWEG[30]提出了HZ流态,HZ流态将塔板上两相流动状态划分为自由鼓泡状态、混合泡沫状态、乳化状态和喷溅状态。实验与理论研究表明,塔板在泡沫状态和喷射状态操作时,传热和传质效率最高。因此,工业生产中,精馏塔的操作状态主要在这两个状态。
2.1.2 压降
塔板压降是评价塔板性能的重要指标之一,塔板压降影响精馏塔的操作性能、传质效率和生产能耗。塔板压降包括干板压降和湿板压降,对此人们提出了多种计算模型。常用的干板压降计算模型包括基于孔板模型、基于孔流系数模型和基于阻力系数模型3种。其中PRINCE关联式是基于孔板模型[31];ZUIDERWEG是在PRINCE基础上提出的孔流系数计算模型[31];STICHLMAIR和MERSMANN一起提出了阻力系数计算模型[32]。常用的湿板压降计算模型包括加和式、准数关联式及气速相关的3种经验关联式。加和模型在工程设计中被广泛应用,且以FRANCIS关联式和FAIR关联式应用最为广泛[33]。表1列出了各计算模型的主要计算公式。
2.1.3 漏液
精馏塔在气相负荷下限操作时,塔板会发生漏液,漏液严重时会引起塔板间液相的返混,降低塔板效率,破坏精馏塔的正常操作。工程设计时,常以塔板漏液的10%作为精馏塔的操作下限[34-35]。塔板漏液与动能因子、塔板结构、液流强度等因素有关。目前计算漏液的模型主要是经验和半经验关联式,其中广泛应用的是LOCKETT等[36]提出的经典关联式以及黄洁和尚志等[37-38]提出的气速关联式。表2列出了各计算模型的主要计算公式。
2.1.4 雾沫夹带
精馏塔在较高气速下操作时,下一层塔板的液体会被气体夹带至上一层塔板,引起夹带液泛,降低塔板效率,破坏精馏塔的正常操作。工程设计时,常以塔板雾沫夹带的10%作为精馏塔的操作上限[39-40]。塔板上气液两相的夹带机理极为复杂,致使雾沫夹带在模型化方面仍然依靠经验和半经验准数关联式。目前工程上广泛应用的模型是HUNT 法[41]和FAIR法[33]。ZUIDERWEG[31]在此基础上提出了喷射态雾沫夹带模型。表3列出了各计算模型的主要计算公式。
2.2 填料塔流体力学性能
填料塔的流体力学性能包括压降、泛点及持液量等。压降影响精馏塔的能耗,泛点影响精馏塔的通量,持液量则对压降、效率和通量都有影响。
2.2.1 压降
气体通过填料床层的压降随气速的变化关系,可以反映气液两相在填料层内的流动状态。散堆填料广泛采用ECKERT通用关联图来计算压降,该方法的平均计算误差在20%以内。规整填料常用SRP-Ⅱ模型和BILLET模型来计算压降[42]。SRP-Ⅱ模型考虑了流体力学和传质性能的关联,引入重力加速度项,提高了计算精度。BILLET模型基于填料表面气液两相作用机理,具有较好的通用性。近年来,研究人员基于实验现象本质,探究准确的机理模型,取得了一定进展。其中具有代表性的机理模型有HANLEY模型[43]、DELFT模型[44]和ILIUTA模型[45],它们在准确性、通用性和适用性方面得到了改善[42]。表4列出了各计算模型的主要计算公式。
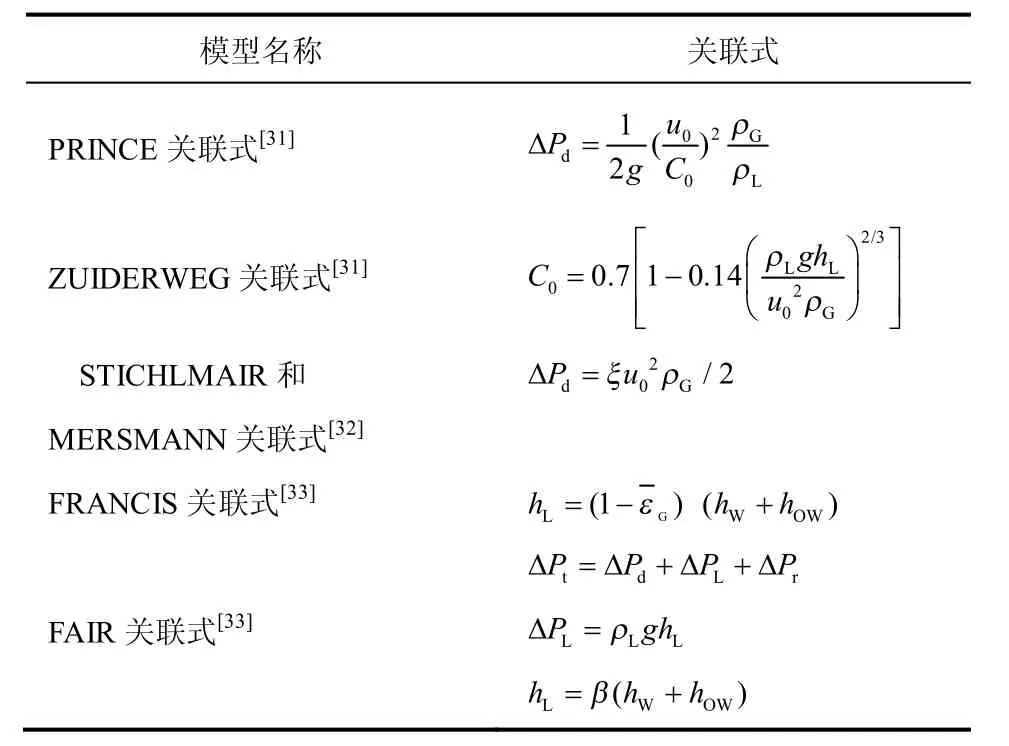
表1 塔板压降模型

表2 塔板漏液模型

表3 塔板雾沫夹带模型

表4 填料压降模型
2.2.2 液泛
泛点气速是精馏塔的最大操作气速,决定了精馏塔的处理能力,精馏塔的操作气速高于泛点气速时,精馏塔因液泛而不能正常操作,因此科研人员对填料塔的泛点气速进行了大量研究[46]。WOERLEE等[47]在构建的斜交叉管道里,建立压降与泛点气速的联系。HUTTON等[48]研究了湿壁塔和填料塔的关系,基于此探究了填料塔液泛机理。SHERWOOD等[49]做了大量水力学实验,在此基础上研究了填料塔的载液和液泛现象,提出了等压降线的概念。ECKERT等[50]在SHERWOOD等的基础上对液泛线和等压降线的关联图进一步改进,得到了压降与液泛计算的通用关联图。BILLET等[51]基于垂直管流动模型,提出了液泛气速的经典模型。表5列出了各计算模型的主要计算公式。
2.2.3 持液量
持液量是指单位体积填料中,填料表面和空隙中包含的液体体积量。持液量包括动持液量、静持液量和总持液量,其中总持液量是静持液量和动持液量之和。持液量影响填料塔的效率、压降和处理量,许多学者对此进行了研究。GREEN等[52]运用计算机X断层扫描技术,研究了持液量沿填料轴向的变化情况,发现持液量在填料盘与盘的连接处是其它位置的2~3倍。KAISER[53]基于环形流动,研究了相间摩擦和局部阻力对持液量的影响,提出了一种描述填料塔里液体流动的方法。气液两相在填料塔中的持液量即与两相流动相关,又与流体的物化性质相关,过程非常复杂,迄今为止,持液量的计算只能依靠大量实验数据回归得到的各种经验和半经验关联式。其中应用较为广泛的模型有SPIEGEL模型、S-B-F模型及BILLET模型[51-52],表6列出了各计算模型的主要计算公式。
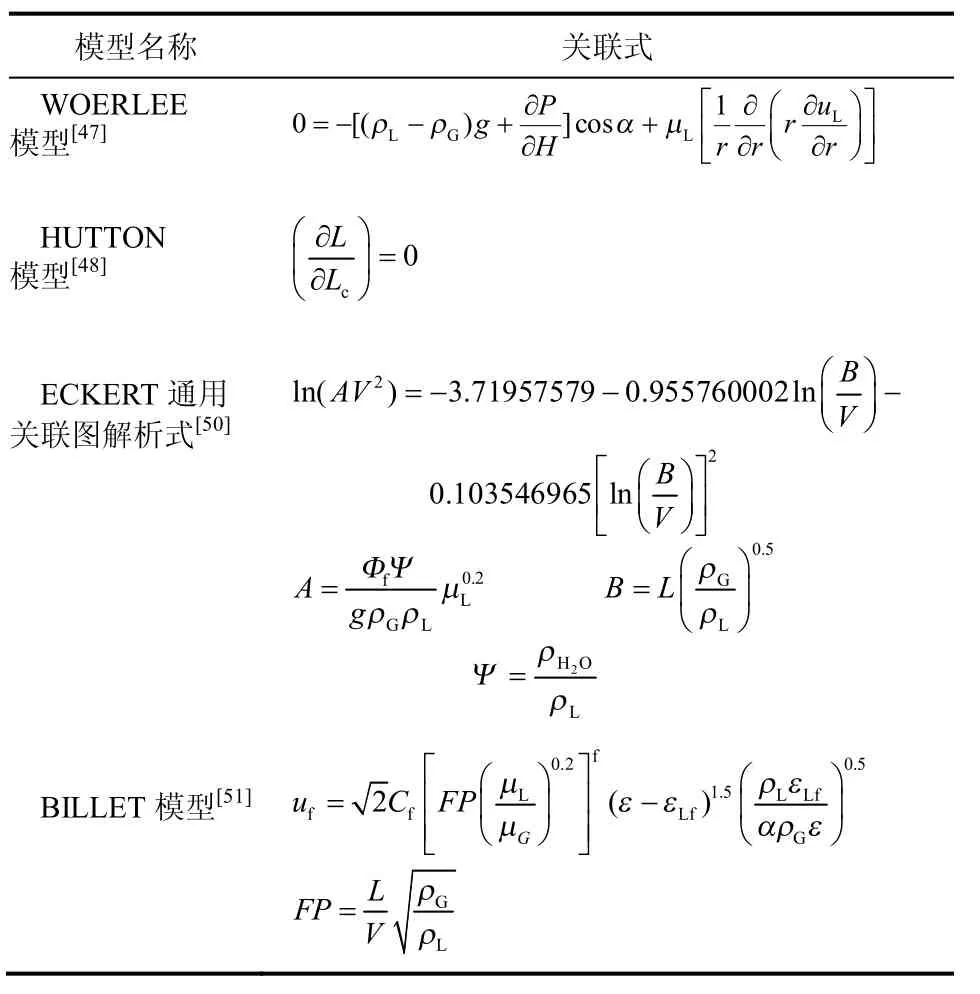
表5 填料液泛模型

表6 填料持液量模型
3 传质性能
3.1 气液传质理论
气液两相穿越界面的传质过程,受界面性质、流体性质、流动状态等因素的影响,使气液传质过程变得非常复杂。使传质系数的确定变得非常复杂,难以得到严格的数学解析式。研究者为简化问题,基于假设条件,提出了不同的传质模型早些时期,研究者基于热量传递的类似性,LEVICH等[54]提出了漩涡扩散模型;LAMOUT和SCOTT[55]提出了漩涡池模型,以上两种传质模型在工程上应用的较少。直到20世纪20年代,Whitman提出双膜理论模型,获得了广泛的应用。双膜理论基于下面3个假设条件:①气液两相间存在一个相界面,界面两侧有一层气膜和液膜,膜内传质为分子扩散;②相界面处,气液两相处于动态平衡;③气膜和液膜外为对流传质。双膜理论模型将复杂的相间传质过程转化为气、液膜内分子扩散的过程,相间传质过程的阻力全体现在气、液膜层里,气、液膜层的阻力决定了传质过程的速率。双膜理论模型用来描述流体速度不高的气、液两相间的传质过程,与实验结果符合较好。为了更准确地描述高度湍流状态下,气液相间的传质过程,20世纪30年代中,HIGBIE[54]提出了溶质渗透理论模型。该理论模型基于界面更新的假设,传质过程归结为溶质从相界面向流体主体逐渐扩散的非稳态过程。溶质渗透理论模型对高度湍流状态下传质的描述,较双膜理论模型更接近实验结果。20世纪50年代初,DANCKWERTS[54]对HIGBIE的理论进行了改进,提出了表面更新理论模型,该理论模型假设溶质在相界面的停留时间是不同的、更替是随机的。表面更新理论模型预测的传质过程与溶质渗透理论模型的结论具有一致性。20世纪50年代末,TOOR和MARCHELLO[54]结合双膜理论和溶质渗透理论模型的优缺点,提出了膜渗透理论模型,对上述理论模型进行了改进。随着化工分离技术的进步,新的传质理论模型不断提出,虽然对实际生产过程具有一定的启发和指导意义,但仍不能指导设备的详细设计。表7列出了各计算模型的主要计算公式。

表7 传质理论模型
3.2 塔板的传质性能
科研工作者对板式塔的传质性能进行了大量研究,包括对影响传质效率因素的研究和传质效率的测试等。为了矫正板间气液返混、板上流体流动状态对板效率的影响,引入了板效率,以此考察理论板与实际板之间的差异。板效率的获得途径主要有实验测试和经验关联式预测。实验测试的途径主要有中试实验数据、工厂实测数据和OLDSHAW微型精馏塔的实验数据。描述板效率的经验关联式主要有O’CONNELL关联式、朱汝瑾关联式及VAN WINKLE关联式等;描述板效率的模型研究方法主要有AIChE模型,其中O’CONNELL关联式是工程上最常用的经验关联式,与实际装置吻合较好[56]。张吕鸿等[57]对碳化硅浮阀塔板的传质性能进行了实验研究,并且研究了开孔率、溢流堰高和动能因子对碳化硅浮阀塔板效率的影响。李鑫钢等[58-62]开发出了新型泡沫碳化硅塔板,从微观传质机理到宏观传质效率层面,对碳化硅塔板的传质性能进行了研究。结果表明,新型碳化硅塔板的传质效率明显高于传统塔板。表8列出了各计算模型的主要计算公式。3.3 填料的传质性能
科研工作者对填料传质性能的研究,主要包括对传质系数、传质单元高度和传质速率的研究。气液两相在填料表面的传质过程非常复杂,使传质系数、传质单元高度的确定,难以得到严格的数学解析式,只能依靠经验和半经验关联式。研究者为描述填料的气液传质过程,提出了多种经验关联式。BILLET和SCHULTES[63]基于实验数据,提出了BILLET经验关联式。FAIR等[64]对板波纹系列规整填料进行了大量研究,提出了SRP经验关联式来描述气液间的传质过程。OLUJIC等[44]提出了DELFT经验关联式,描述具有规则几何图形规整填料的气液传质过程。SHETTY和CERRO[65]提出了基于液膜流动的关联式,用于指导填料塔的设计。CORNELL等[66]基于填料特性参数、操作参数和设计参数,提出了MONSANTO关联式,来描述散堆填料的气液传质过程。李鑫钢等[67-69]对规整填料的传质性能进行了详细研究,并且开发出了泡沫碳化硅波纹规整填料,实验结果表明,相同比表面积的泡沫碳化硅波纹规整填料比金属丝网波纹规整填料的效率高50%~120%。上面所述的经验关联式以气液传质理论为基础,由实验数据回归得到,具有代表性的为BILLET关联式、SRP关联式和DELFT关联式[70-71]。表9列出了以上3种经验关联式的主要计算公式。
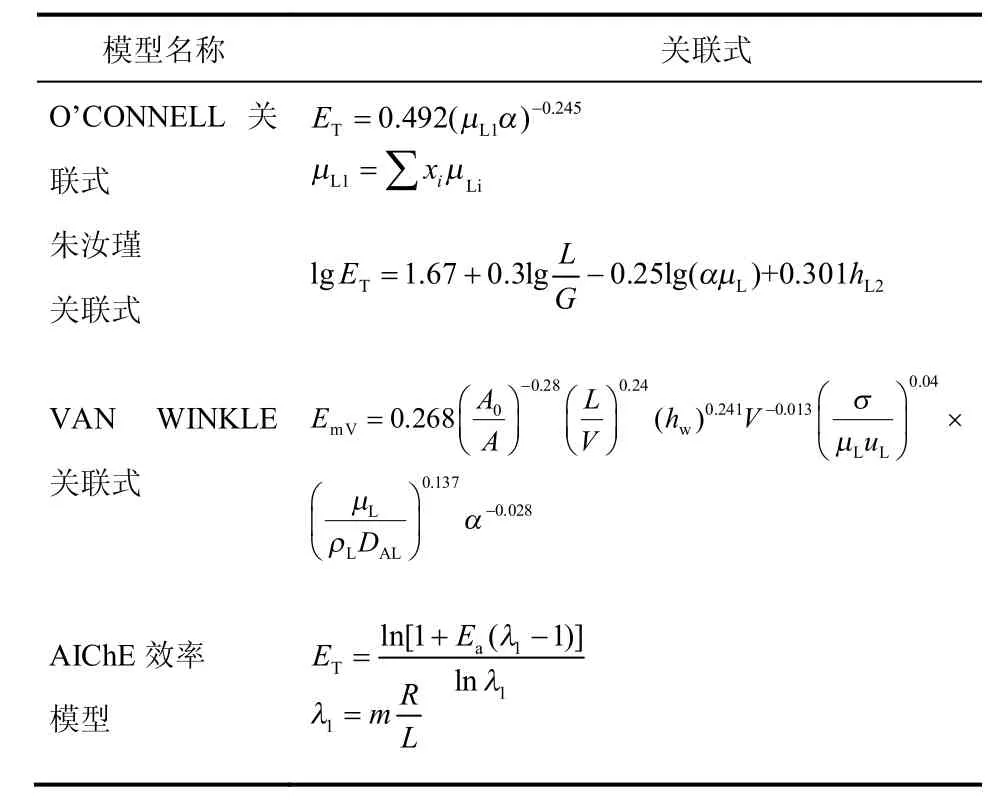
表8 塔板传质模型
4 计算流体力学在精馏塔研究中的应用
20世纪80年代,研究者开始用流体力学计算(CFD计算)技术研究精馏塔内的流体流动状况,现在,CFD计算技术已成为研究精馏塔内气液两相流动和传质的重要工具。
4.1 CFD在塔板研究上的应用
研究者运用流体力学计算技术对塔板上气液两相流动状况及传质进行了研究,提出了多种计算模型,具有代表性的模型有拟单相流动模型、混合流动模型以及两相流动模型[72-73]。20世纪90年代初,余国琮等[74-75]先将计算流体力学应用于塔板的流体流动状态研究。李建隆[76]最早基于拟单相流模型,建立了筛孔塔板的液相流场计算模型,后来经YOSHIDA[77]、张敏卿[78]及刘春江[79]等的改进,模型得到了完善。刘春江等改进的拟单向流动模型,引入湍流动能k和湍流动能耗散率方程,大大提高了计算准确性。目前,工程上广泛应用的计算模型为混合流动模型,该模型考虑了气液两相相互作用的影响,提高了计算精度。ELGHOBASHI等[80]提出的两相流动模型,具有较高的计算精度,但是模型非常复杂,限制了应用的广泛性。袁希钢等[81]在两相流动模型基础上,在动量方程中引入了气体的作用,基于筛孔塔板,提出了二维两相流动模型,提高了计算的准确性。GESIT等[82]用商用CFD软件,对大直径精馏塔进行了流体力学计算,计算结果表明,水力学性能与FRI的实验结果吻合良好。高国华[83]对新型多孔泡沫碳化硅塔板,建立了多孔介质-多相流模型,用来描述新型多孔介质塔板的流体流动状态。另外,李鑫钢等[84]对一种新型固定塔板进行了实验与模拟研究,所得实验结果与模拟结果一致,表明了所建立模型的正确性。目前,CFD计算被广泛用于研究塔板的水力学及传质性能,指导塔板的设计工作[84-86]。不足之处,现有流体力学计算模型,不能准确地描述湍流状态气液两相的相互作用,相信随着计算流体力学的发展,上述问题会被完美解决并提出更科学的计算模型。
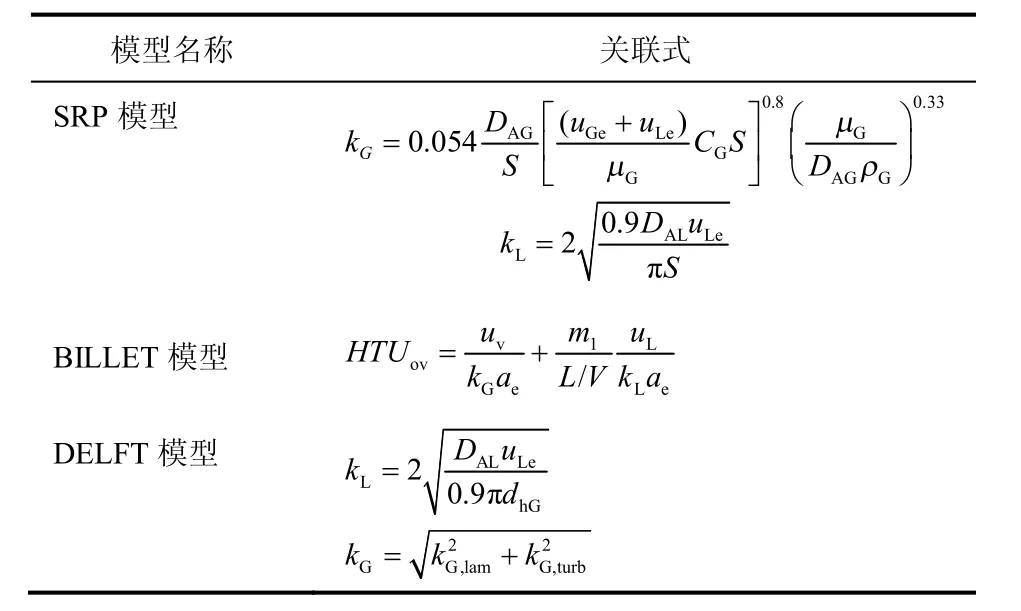
表9 填料传质模型
4.2 CFD在填料研究上的应用
液体在填料表面的分布状况对填料的传质效率具有较大的影响。研究者运用计算流体力学技术对填料表面气液两相的流动状态和传质性能进行了研究。气液两相在填料表面的流动状况包括气相连续状态、混合状态和鼓泡状态3种状态。3种流动状态随液相流量的增大,依次变化。液相流量较小时,液相作为分散相,沿填料表面向下流动;液相流量逐渐增大后,流动状态变为混合状态,气液两相均为连续相;液相流量继续增大,流动状态变为鼓泡状态,此时气相变为分散相,以鼓泡的形式穿过填料。液体喷淋到填料顶端,靠重力作用沿填料表面形成一层润湿液膜。填料表面的润湿,是填料成为有效传质界面的首要条件。工程上,常常采用轻度氧化法,在填料表面生成一层氧化膜,降低界面张力,改善液体的润湿性能,提高气液传质效率。保证填料表面充分润湿的情况下,液膜厚度越薄,传质效率越高。液膜厚度与气液两相接触的曳力和气速有关。气速越大,曳力越大,液膜越厚,传质效率越低。余国琮等[74]基于严格的N-S方程、简化的边界条件,对填料塔气液两相流动及传质过程进行了流体力学计算。后来,余国琮等[87-88]基于MERSH方程组,对填料塔内流体轴向返混现象进行了研究,提出了二维混合池随机模型和三维混合池模型,描述填料塔内流体流动和传质特性。张鹏[89]基于多孔介质理论,提出了适用于单相流和两相流的流体输送方程,用商用CFD软件对模型进行了求解。FERNANDES等[90]基于丝网规整填料的波纹结构,绘制相应的网格作为求解域,对填料压降和流体流场分布进行了研究,计算结果表明,干填料压降和湿填料压降的计算值与实验值吻合较好。
5 塔器大型化
5.1 塔器大型化的发展
近年来,随着千万吨炼油、百万吨乙烯、甲醇制烯烃等大型石油化工、煤化工项目的建设发展,推动了精馏塔的大型化进程。精馏过程大型化也是现代化工行业发展的必然趋势,对降低装置能耗、提高设备效率、减少废物排放、优化系统格局等方面具有重要意义[91]。
精馏过程大型化,面临一系列的科学和工程难题。分离方面,塔器的大型化引起气液两相的接触状态改变,影响塔内的热量、质量传递过程,降低塔的分离效率;内件结构方面,塔器的大型化对塔内件的水平度、强度、流体分布等提出了更高的要求。有效地解决塔器大型化所带来的分离方面和内件结构方面的技术难题,是一项复杂而又艰巨的课题。
5.2 数字化设计技术的发展
在工程实践中,随着计算机软硬件的发展以及计算流体力学理论的逐步完善,数字化设计技术逐渐成为指导大型塔内件结构设计、问题诊断及优化的有力工具,并逐步向计算机集成化过程系统发展。
5.2.1 化工过程模拟技术
化工过程模拟技术基于气液分离过程的MESH方程组,综合化工热力学、化工单元操作、化学反应等基础科学,建立化工过程仿真数学模型进行计算,得到所需的工艺设计基础数据[75]。化工过程模拟技术在塔器设备尺寸估算、工艺及操作参数优化等方面发挥重要作用,为塔器等设备的定型、选材、载荷估算等提供必要的技术支撑[92-96]。
现在工程上广泛使用的流程模拟软件主要有Aspen Tech公司的Aspen Plus、Simulation Science公司的Proll和Hyprotech公司的Hysis(已被Aspen收购),其中最具代表性的是Aspen Plus。Aspen Plus是集化工模拟、优化、经济评价于一体的大型流程模拟软件,为用户提供了完整的单元操作模型,也是唯一能处理电解质和固体的流程模拟软件。Aspen Plus主要包括以下三部分。
(1)物性数据库 Aspen Plus的数据库主要包括Aspen Tech自己开发的Aspen CD和美国化工协会提供的DIPPR,其中包含了1773种有机物、2450种无机物、3314种固体和900种电解质的物性数据。
(2)单元操作模型 Aspen Plus中包含多种单元操作模块,混合器、闪蒸罐、萃取器、换热器、萃取塔、精馏塔、反应器等,通过模块之间的组合,构建用户所需的流程。
(3)系统实现策略 Aspen Plus以交互图形界面来输入数据-计算结果-查看结果,采用序贯模块法来求解。
余国琮等[97-98]提出了二维定数混合池模型与三维非平衡混合池模型,三维非平衡混合池模型是在前者的基础上提出的,完全取消了“全混级”和“理论级”假设,计算结果更加贴近实际过程。许锡恩等[99]以DMF为萃取剂,对丁二烯萃取精馏装置进行了全流程模拟,全流程模拟计算结果与实际装置数据偏差很小,表明其建立的模型准确性较好。工业实际生产过程中不可避免地受到各种因素的扰动,使得操作参数和过程变量随着发生变化,因此对精馏过程的动态行为研究具有重要意义。宋海华等[100]建立了6种非稳态精馏模型,并进行了开环响应模拟计算,结果表明,塔内的非平衡效应对精馏塔的动态行为具有较大影响。
5.2.2 三维可视化设计技术
可视化设计是指运用计算机图形学和图像处理技术,将科学计算过程中产生的数据及计算结果转换为图形或图像在屏幕上显示出来,并进行交互处理的理论、方法和技术[101]。
(1)流体可视化技术 在精馏过程大型化的过程中,填料塔内的气液分布、板式塔的液面梯度及塔进料预分布等工程技术问题,均可通过CFD技术得到很好的解决。李鑫钢等[73]论述了CFD技术在板式塔、填料塔中两相流动的流体力学模型进展以及CFD技术在塔板、填料及气液分布器流场模拟中的应用。刘德新等[102]利用CFD技术对筛孔塔板气液两相流流程进行了数值模拟,模拟计算结果与文献报道实验结果吻合较好,证明所建立的CFD模型,能够较好地描述筛孔塔板上气液两相流的流动情况。天津大学精馏中心通过CFD计算,对双切向环流式气体分布器进行了改进,有效地消除了上升气体对的旋流和涡流,并成功用于金山石化800万吨/年的减压塔中。随着理论研究的深入,CFD技术在精馏塔的研究与设计方面将发挥更大的作用。
(2)力学性能可视化技术 大型塔器对塔内件的刚度、强度和结构的要求较高,随着计算机技术的发展,采用计算力学软件对大型塔内件的力学性能分析和优化已成为可能。ANSYS集结构设计、仿真、优化于一体,可计算塔内件在操作温度和流场下的强度、刚度、稳定性和可靠性,能够有效地指导精馏塔的结构设计,优化内件结构,降低材料消耗,提高设计效率,保证工艺要求[103]。李鑫钢等[101]做了大量的工作,实现了精馏塔的三维结构和流体流态可视化,使精馏塔的设计更加经济可靠。杨铠铨[104]基于ANSYS建模分析软件,以北京燕山石化分公司炼油厂的延迟焦化焦炭塔为研究对象,取得了更加具有普适型的结构可靠性成果。
(3)结构可视化技术 可视化结构设计把化工设备以三维实体结构直观展现给设计者,使设计过程更直观、更灵活,实现塔器的可视化装配,显著提高产品的设计质量,降低成本,有利于元件的数控加工、美工处理、装配干涉检查,大大提高了设计效率[105]。陈利等[106]认为,三维可视化设计可使结构复杂的塔内件设备一目了然,如大型塔设备中经常使用的气体进料分布器,如果采用常规二维设计,其内部结构很难理解。
5.3 大型塔器塔内件技术
5.3.1 大型塔盘技术
我国大型塔盘的技术进展主要体现在以下几个方面:新型高效塔盘的研发与应用;塔盘整体结构优化设计与应用;塔盘流体力学优化设计与应用。
新型高效塔盘技术主要采用多降液管技术、导向推液技术、波纹筛板技术和垂直筛板技术等,改善塔盘气液接触状态及液流状态,降低塔盘液面梯度、消除滞留区及传质死区,提高塔盘的传质传热效率。高光英等[107]针对茂名640kt/a乙烯装置汽油急冷生产要求和特点,采用导向梯形固阀等技术,各项主要控制指标均达到设计值,经济效益得到了很大的提高。宋启祥等[108]研制出TD、SP塔板,可以有效改善大型塔板的液流状态,提高传质效率,并将其成功应用于φ5000mm常压塔和φ5400mm焦化分馏塔上,效果良好。齐鲁分公司胜利炼油厂[109]在1.4Mt/a加氢裂化装置低分气脱硫塔中,采用立体传质塔盘(CTST)取代原浮阀型塔盘,低分气脱硫塔的设计气相负荷由5500m3/h提高到6000~14000m3/h,脱硫塔出口气相的硫化氢含量小于10µL/L,每月实际多回收氢气59.5t,每年所创经济效益可达550万元。
大型塔盘的整体结构优化设计主要针对塔盘的支撑结构。由于大型塔盘的跨度和重量较大,若塔盘支撑结构的刚度不足,容易引起塔盘板的形变及垂直位移,出现“偏流”、“滞留”甚至“干板”现象,严重影响塔盘效率;此外,塔盘支撑结构选择不当会占用过多的塔盘板鼓泡区和气相分布空间,甚至产生气液接触盲区,干扰气相分布和液体流动。姜斌等[110]提出了一种大型塔器桁架支撑梁技术,并将该技术成功用于高桥减压塔上,该技术一托二用在乙烯急冷塔上。
塔盘流体力学优化设计主要包括采用实验分析及CFD模拟手段对塔盘的具体结构尺寸进行优化设计。在早期的研究工作中,主要通过实验测定塔盘上液体的停留时间,分析塔盘上的液流状态及流动型式,用以指导塔盘结构的优化设计。余国琮等[111]采用多点的电导连续测量及微型机采集和处理数据系统,用脉冲-响应技术测得了单、双溢流筛板上的液体停留时间分布,并建立数学模型来计算塔板上液体浓度分布和塔板效率。黄洁等[112]提出了改善塔板流动状态的3种结构措施,采用导流板或带缺口的入口堰,开孔的高堰或两种结构的结合,使板上液体流动均匀,大大提高了板效率。
近年来,随着CFD理论的发展,研究者采用CFD技术优化塔盘结构,并取得了一定成果。刘德新等[113]利用CFD技术考察了液流强度、堰径比两对塔板液流情况的影响,模拟计算了改进塔板液流情况的两种方法,可以很好的达到过程优化的目的。张泽廷等[114]认为,塔板浓度梯度和塔板效率的大小因停留时间分布的不同而不同,经合理假设,得出塔板液体浓度分布以及塔板效率的公式及计算方法,计算结果与文献上实验值相比较基本符合。赵丹等[115]利用计算传质学方法研究了直径12.6m的四溢流大型塔板上液相流动结构对塔板效率的影响,发现模拟的四溢流塔板的左侧翼塔板出现返流区,通过加设导流板在一定程度上改善了塔板上液相的流动状态,使得塔板效率较传统设计方法提升了4.53%~9.22%。
5.3.2 大型填料塔气液分布器
国内外学者对流体在塔内的均布程度对塔传质性能的影响进行了研究,研究结果表明,良好的气液初始分布是保证大型填料塔高效稳定操作的关键,特别是对于大直径、浅床层、低压降的填料塔。因此,液体分布器和气体分布器的设计成为了开发大型填料塔的核心问题[116-117]。
(1)预分布管 大型液体分布器上方通常设置预分布管,对进料或回流液体进行预分布。预分布管内流体的流动状况复杂多变,要求分布管能够平衡、消除和抑制分流带来的影响。在预分布管的设计中,需选择适宜的支管数目与孔径,在保证液体均匀分布的同时避免因进料而产生过大的横向速度和液面梯度,引起液面波动甚至使液体溢出一级槽。秦娅等[80]利用CFD模拟计算对预分布管的孔径进行优化,当采用变孔径预分布管时,其分布均匀性可得到明显的改善。张文卿[118]考察了预分布管开孔方式对液体均布性能的影响,通过实验研究及CFD模拟发现,通过改变分布管的开孔方式及增加卸压孔能有效提高预分布管的分布效果。
(2)槽式液体分布器 槽式液体分布器是工业上应用最广泛的液体分布器,根据液体分配次数可以将其分成一级、二级和多级槽式液体分布器。目前,应用在大型填料塔中的槽式液体分布器多采用侧壁布孔的抗堵设计,一级槽及二级槽均设置缓冲板,减少液面波动对液体分布的影响;此外,二级槽两侧设有垂直布液板,将点分布变为线分布[103],并与预分布管配合使用,提高分布效果及操作稳定性。周海鹰等[119]利用CFD模拟考察了槽式液体分布器的均布性能。王丽华等[120]对槽式液体分布器的初始布液状况进行了数值模拟及实验研究,对槽式液体分布器的优化设计起到了指导作用。王一军等[121]研制出一种新型槽式液体分布器,分布器分布孔的孔流系数取值范围在0.7~0.73之间,并设置液面稳定器,分布孔布置灵活,布液密度超过150点/m2,液体分布均匀稳定。中国石化工程建设公司[117]在对600kt/a乙烯装置的改造扩建中,优化了多级槽式分布器的设计模型,并开发设计了悬挂式二级窄槽液体分布器,该液体分布器具有优化溢流点分布、缓冲式多级槽设计、升气区面积占塔截面积50%以上、悬挂式支撑结构、较低的占位、结构简单和易于安装调平的特点,并将设计方案应用于中原乙烯急冷油塔、燕山乙烯急冷油塔的扩改建项目中。
(3)槽盘式气液分布器 槽盘式液体分布器是盘式液体分布器的发展,在此基础上天津大学开发出了热补偿式,可以克服操作温度的限制。胡晖等[105]认为槽盘式气液分布器不仅适用的操作弹性范围宽、抗堵能力强,还可同时起到集液、气体分布、液体分布和侧线采出的功能。在液体负荷较大、易堵塞物系的处理以及塔的空间占位紧张、有闪蒸进料等特殊场合发挥重要作用。陈富荣等[122]利用CFD模拟验证了槽盘式气液分布器的气体均布性能。1998年,乌鲁木齐石油化工总厂设计院与天津大学化学工程研究所共同协作,对乌鲁木齐石化公司的减压塔进行改造升级,采用新型的槽盘式气液分布器、槽式液体分布器及带捕液吸能器的双切向环流进料分布器,改造后装置处理量提高了20%,蜡油收率提高了2.42%[123]。茂名石化、高桥石化、齐鲁石化、上海石化及镇海炼化等公司的减压塔都采用了该项新技术,其中高桥石化800万吨/年润滑油型减压塔(10200mm),为当时国内直径最大的填料塔[124]。
(4)双切向环流进气分布器 该种进气初始分布器是在单切向进气分布器基础上研制出的一种性能优良的导流式进气分布器,由弧形通道、弧形导流板、塔底空间和分布器上方均布空间共同作用对进料气体进行均匀分布。20世纪90年代初,双切向环流进气分布器成功地应用于国内φ8200润滑油型减压塔中,1996年,Sulzer公司在某炼油厂减压塔中也采用了该分布器。该分布器的缺点是其向下冲击力较大,其轴向上返气容易产生严重的雾沫夹带。张吕鸿、金红杰等[125-126]利用CFD对分布器的流场规律进行模拟,并通过优化结构参数对分布器的分布效果进行强化。
在双切向环流进气分布器的设计基础上,增设捕液吸能器能基本上消除液相的夹带,也使进入塔内的气体上返后更加均匀,这对于大直径的塔器可以更好地发挥填料及塔板的效率,进料闪蒸空间高度也大大降低,该改进型分布器已经在中国石化齐鲁股份有限公司烯烃720kt/a乙烯装置汽油分馏塔项目中成功应用[127]。中国石化高桥分公司800万吨/年大型减压蒸馏塔直径达到10.2m,为当时国内最大处理能力塔器。该塔集成了变孔径预分布管、槽式液体分布器、双切向环流挡板式进气分布器、桁架式支撑梁、ZUPAC填料等大型化关键技术[91]。
(5)双列叶片气体分布器 双列叶片式气体分布器具有结构简单、入口阻力小、气体分布效果好等优点,在大型填料塔乃至大型板式塔中均有广泛的应用。李旭光等[128-129]应用CFD软件研究了双列叶片式气体分布器的结构参数对其分布性能的影响,可用于指导双列叶片式气体分布器及其同类产品的开发和设计。
5.3.3 大型内件支撑装置
大型塔器支承装置的设计对填料及塔板效率影响很大,支撑装置的强度、刚度及结构的合理性不仅影响到塔盘和液体分布器的水平度,还影响到填料层下端气液分布的端效应,因而对内件的支撑结构提出了更高的要求。
近年来,在传统支撑梁的基础上发展出了一些结构优化以及型式新颖的支撑结构。李鑫钢等[110]最早提出了大型塔器桁架支撑梁技术,首次应用在高桥石化减压塔上。逄金娥等[130]认为桁架支承梁具有强度高、挠度小、透气性好等优点,用STAADPRO软件大型对塔器桁架结构进行了设计,用ANSYS软件对桁架支撑结构的优化设计,在保证梁的强度、刚度要求前提下,通过调整各个结构参数使得桁架的重量最轻。闫晶怡[131]认为,桁架设计与普通工字钢梁相比,可实现气体的横向混合,减少气相流动阻力,改善大支承梁造成的气流旋流、冲击而影响塔板及填料性能发挥的缺点,其在国内某润滑油型常减压蒸馏的减压塔中采用桁架设计,该减压塔中φ10200mm、φ8400mm直径段及塔体变径段中的集油箱和填料均采用了桁架支撑,设备运行平稳。刘艳珍[132]从截面组合形式、桁架梁高度以及腹杆对数三方面对跨度为11000mm的桁架梁进行了优化设计及局部补强,探索了桁架梁在大型塔中理论分析加异材缩微实验用于确定最优桁架结构的方法,得到了沿跨度方向的应变、应力分布规律,失效力学机制并明确了缺陷对桁架梁力学性能的影响。
桁架支承梁具有强度高、挠度小、透气性好等优点,改善了大支承梁造成的气流旋流、冲击而影响塔板及填料性能发挥的缺点,同时可减少金属质量,桁架支撑梁已成为相关领域应用及研究的焦点。
6 精馏过程节能技术
6.1 精馏过程典型节能技术
6.1.1 精馏操作过程的最优化
精馏操作过程的节能措施主要包括对回流比、操作压力和进料位置等参数的优化。回流比是精馏塔重要的操作参数,改变回流比,直接导致能耗的增大或降低。工程上采用TAC作为目标函数,对回流比和塔板数进行优化,精馏塔在最优的条件下操作时,能够降低能耗20%[7]。降低精馏塔的操作压力,可以减小系统有效能损失,从而实现节能的目的[75]。但对于轻烃、气分等工艺流程,进行加压精馏操作,可以提高塔顶温度,省去冷冻介质,实现节能的目的。选择最优的进料位置,可以降低塔内的气液相的反混程度,降低分离难度,实现节能的目的。
6.1.2 热泵精馏节能技术
热泵精馏通过消耗机械功,提高精馏塔塔顶蒸汽的品位,为精馏塔塔釜提供热量。热泵精馏分为机械式热泵、吸收式热泵和喷射式热泵3种,其中广泛应用的是机械压缩式热泵精馏,表10列出了3种形式热泵的优缺点。根据工质工作的特点,热泵又可分为闭式热泵和开式热泵,表11列出了两者的优缺点[133-134]。
20世纪80年代末,Sulzer将热泵精馏技术用在苯乙烯装置中,实现节能70%的效果[135]。RANADE等[136]指出机械压缩式热泵精馏是最经济的方式。FONYO等[137]指出,机械压缩式热泵精馏与常规精馏比较,能够降低能耗80%。
6.1.3 增设中间再沸器和中间冷凝器的节能技术
传统精馏过程,热量从再沸器输入,从冷凝器输出。再沸器和冷凝器的温差过大,造成精馏塔的㶲损失较多,热力学效率较低。在塔中增设中间再沸器和中间冷凝器,能够降低冷剂和热源的品位,较少㶲的损失,提高塔的热力学效率[138]。与之相对的是,精馏塔的操作线更靠近平衡线,传递过程的推动力更小,相同分离任务需要的塔板数增加[139]。增设中间换热器还可以调整塔内气液相负荷的改变,改善塔内的热量平衡,改善塔的分离效果。中间换热器广泛应用在石油化工中,如原油炼制中常减压塔增设3~4个中间换热器;乙烯装置中脱甲烷塔增设中间再沸器较常规精馏,能够降低能耗17%。
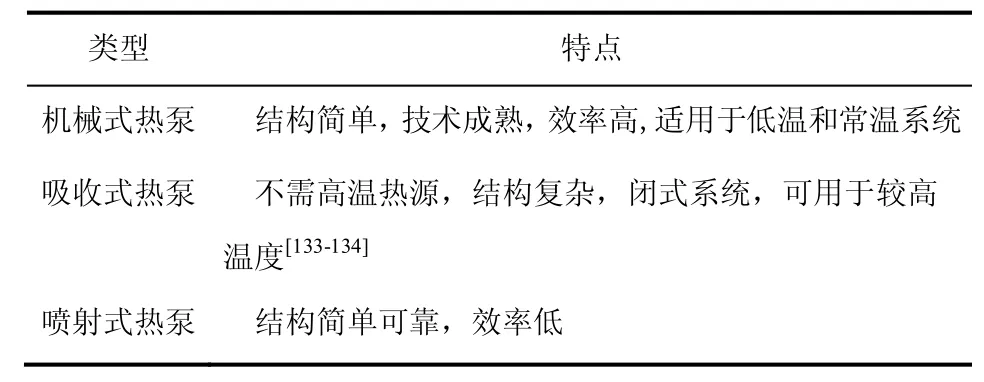
表10 精馏过程中各类型热泵特点
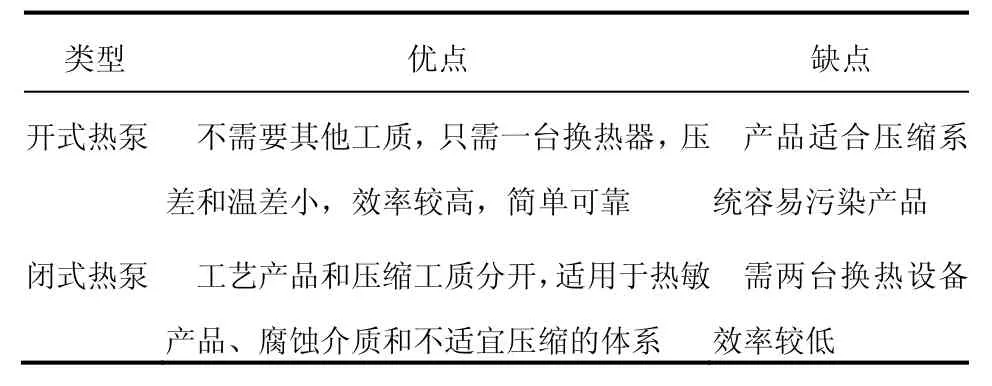
表11 开式和闭式热泵的比较
6.1.4 精馏过程热量回收利用
常规的精馏过程,热量由蒸汽经再沸器输入,余热由冷却水从冷凝器移出,存在大量的能量浪费。有效利用分离余热,能降低系统能耗。精馏过程的余热回收包括显热回收和潜热回收。显热回收包括显热直接利用回收、显热转换为潜热利用回收;潜热回收主要包括用蒸汽发生器代替冷凝器、冷凝水回收等措施。
6.2 精馏过程耦合节能技术
6.2.1 多效精馏节能技术
热集成节能技术已成功应用于精馏过程、换热网络优化过程和化学反应过程[140]。精馏过程常用的热集成节能方式有:①同一精馏塔冷凝器和再沸器之间的热集成;②冷凝器、再沸器和系统外热源的热集成;③不同精馏塔冷凝器和再沸器之间的热集成。目前,精馏过程广泛应用的热集成方式为第3种,即多效精馏节能技术。
多效精馏的原理是多次重复利用供给精馏塔的热量,多效精馏的效数越多,节能效果越明显。理论上,以单塔精馏为基准,双效精馏的节能效果为50%,三效精馏的节能效果可达67%,四效精馏的节能效果能达到75%。与之相对的是,精馏效数的增加会引起设备投资大幅增加。所以,精馏的效数是由节能效果和设备投资共同决定的。
工程上,广泛应用的多效精馏技术为双效精馏和三效精馏。双效精馏按进料流动方向的不同,可以分为并流型、逆流型、分流型和混流型。多效精馏在应用时需考虑以下因素:①效数受第一级加热介质温度和末级冷却介质温度的限制;②各塔保持足够的温差,维持热量传递的推动力;③效数越多,操作难度越大,控制系统更加复杂[141]。
6.2.2 热耦合精馏节能技术
20世纪60年代,PETLYUK等[142]首先提出热耦合精馏的概念,用于多元物系的分离。热耦合精馏在热力学上最接近可逆过程,是最理想的精馏模型,既能降低过程能量消耗又能节省设备投资。隔板塔在热力学上与热耦合精馏塔等价,隔板塔不仅可以实现节能30%,而且可以降低设备投资30%,另外隔板塔可以节约安装空间[143-149]。隔板塔的应用范围越来越广,已从最初分离轻、重组分含量较小的三元物系,逐渐演变为分离烃类、醇类、醛类、酮类、缩醛类和胺类等混合物。根据热耦合方式的不同(隔板位置的不同),热耦合精馏塔分为3种基本形式[150]。
(1)与完全热耦合精馏塔(PETLYUK)等价的隔板塔 该种形式隔板塔的中间安装一块隔板,将精馏塔分为两部分。该塔通过调整液相分配比和气相分配比控制进入两侧的液体回流量和汽相流量,图1给出了其流程示意图。
(2)与侧线精馏塔等价的隔板塔 该种形式隔板塔的特点是隔板上部和塔体连在一起,图2给出了其流程示意图。该塔没有液相分配比,只有汽相分配比,只能调整进入隔板两侧的汽相流量。
(3)与侧线汽提塔等价的隔板塔 该种形式隔板塔的特点是隔板底部与塔体连在一起,塔中没有汽相分配比,只有液相分配比,通过调整液相分配比改变进入隔板两侧的液相的流量,图3给出了流程示意图。
近年来,学者们开始将隔板塔技术应用于特殊精馏,例如萃取精馏、共沸精馏、反应精馏等领域,与之相对应的出现萃取精馏隔板塔、共沸精馏隔板塔和反应精馏隔板塔。萃取精馏隔板塔将萃取精馏与隔板塔技术耦合在一起,也可以达到降低能耗减少投资的效果,XIA等[151]研究了甲醇/甲缩醛体系萃取隔板塔的设计与控制,指出气相分配比对抵制进料组成扰动具有重要作用。共沸精馏隔板塔将共沸精馏与隔板塔技术耦合在一起,只是隔板位置与萃取隔板塔的隔板位置不同,萃取隔板塔在上部,共沸隔板塔在下部。反应精馏隔板塔将反应精馏和隔板塔两者的优势结合在一起,进一步强化了传质过程。MUELLER等提出了一个两步法分解反应隔板塔为简单精馏塔的方法,大大降低了反应隔板塔的设计难度[152]。AN等[153]研究了乙酸甲酯反应隔板塔的设计与控制,并且建立了两各控制结构,并分别研究了各自的动态控制性能,并指出改进的控制结构具有较好的动态性能。CHIEN等[154]分析了萃取精馏隔板塔的节能效果,指出萃取精馏隔板塔与传统两塔流程所用蒸汽品位等级相同时,萃取精馏隔板塔能够有效降低操作费用。
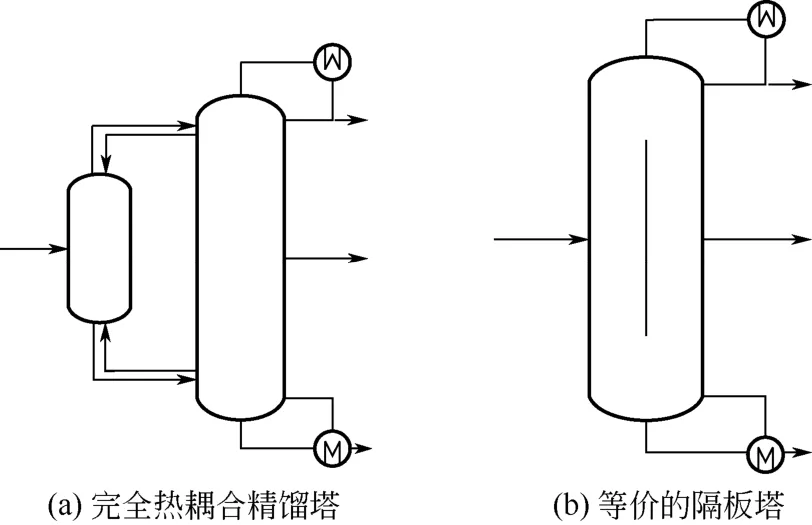
图1 完全热耦合精馏塔与等价的隔板塔
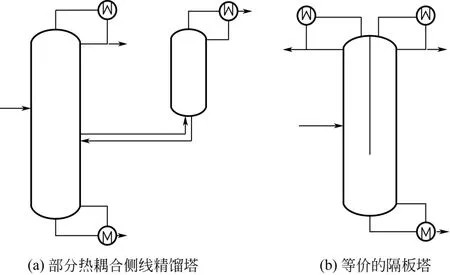
图2 部分热耦合侧线精馏塔与等价的隔板塔

图3 部分热耦合侧线汽提塔与等价的隔板塔
6.3 精馏过程流程节能技术
6.3.1 分离顺序的优化
流程节能技术基于流程重构原理,运用流程分析与重构理论,改变精馏系统分离序列。对能量与流量进行合理匹配与耦合,降低过程的不可逆性,最大限度地降低过程能耗。分离顺序优化是过程系统工程的研究领域之一,提出了热力学分析法、数学规划法和人工智能技术等研究方法。然而,精馏过程的综合问题仍未得到很好解决,需要进一步的研究。
6.3.2 换热网络的优化
换热网络是由加热器、冷却器和换热器等组成的换热系统,是化工过程能量传递的重要组成部分。换热网络的优化就是找出系统最优的换热温差,满足系统换热要求,使系统的设备投资和操作投资最小。换热网络的优化方法包括3类:①夹点分析法;②数学规划法;③人工智能专家系统。LINNHOFF 等[155]提出的夹点分析法是优化换热网络的经典方法,也是工程上广泛应用的方法,后两种方法还处于理论研究和开发阶段。精馏塔的冷凝器和再沸器精馏塔主要的供热和取热设备,合理的匹配冷凝器、再沸器能有效地降低能耗。李士雨等[156]用夹点技术对低温甲醇洗装置低温段进行换热网络优化,结果表明,优化后可节约制冷剂735.4kW。
工程上优化设计换热网络时,往往避开最小换热面积网络,因为,最小换热面积网络使换热网络结构非常复杂,增大了换热网络的操作及控制难度。夹点设计应遵循以下3条基本原则:①尽量避免跨越夹点换热;②尽量避免在夹点上方引入公用工程冷却器;③尽量避免在夹点下方引入公用工程加热器。
6.3.3 控制系统的优化
精馏塔的操作波动会影响产品的纯度,工程设计上,为了保证产品纯度导致精馏塔的设计和操作偏于保守。精馏塔的设计和操作越保守,精馏过程的能耗越高。通过优化精馏过程的控制系统,能够增强精馏系统的抵制扰动能力,使精馏塔在最小的“安全区”操作,从而降低能耗。LUYBEN等[157]做了大量的工作,研究精馏塔的控制系统,并且提出了很多新型的控制结构。
控制结构选取不合理,造成过程能量浪费,不合理控制结构包括:①选取稳态工作点不合适;②控制系统不能克服主要干扰;③辅助控制回路控制品质欠佳;④控制变量与被控变量匹配不当。
控制系统误差造成能量浪费包括:①被控变量的测量误差;②对象特性描述不精确;③控制系统处于动态时能耗总比稳态时多。
6.4 精馏过程低温余热回收节能技术
6.4.1 低温热高温热泵回收技术
低温热指温度低于100℃的低品位热能,工业上,回收低温余热的技术主要有高温热泵技术和低温热发电技术。低温热高温热泵回收技术的节能原理是,通过提高低温热的品位,回收这部分热量,降低过程总的能量消耗。20世纪90年代,日本开发了一系列高效热泵系统,其热泵系数能到3以上。张于峰等[158]提出一种新的高温制冷剂,用于低温热高温热泵回收技术,当蒸发器进水温度正在40~60℃时,冷凝器侧最高出水温度能达到110℃;还提出了一种新型的除湿转轮与高温热泵联合运行的空调系统,以R142b为工质,结果表明,R142b满足轮机的再生温度要求,且排气压力在压缩机的正常工作压力范围内。韩祯等[159]研究了催化裂化吸收稳定系统低温节能工艺,为后续开发新的低温节能工艺奠定了基础。
6.4.2 低温热发电回收技术
低温热发电技术是基于朗肯循环的热力发电系统。低温热发电技术包括:ORC循环、Kalina循环、水蒸气扩容循环和氨吸收式动力制冷复合循环,其中ORC循环是应用最广泛的技术。现在,世界上已有2000多套ORC装置运行,单机容量达到14000kW。ORC循环采用不同的工质,能够回收不同品位的低温热能。张于峰和李鑫钢等[160]研究了低温热发电技术,并以乙醇-异丙醇体系为研究对象,结果表明,低温发电机组年均理论发电效率为10.2%,实际发电效率为4.2%。
7 精馏过程强化技术
过程强化技术是降低过程能耗,减少三废排放和提高生产效率的有效手段,也是化学工业发展的主要方向。化工过程强化主要包括生产设备的强化和生产过程的强化。生产设备的强化包括开发新型高效传质元件、开发新型紧凑传热元件和开发新型微反应器等技术手段;生产过程的强化包括反应与分离耦合、组合分离过程和外场辅助作用等技术手段。
7.1 催化反应精馏技术
反应精馏把反应与分离耦合在一起,使反应与分离同时进行,代替常规的反应-分离工艺流程。对于可逆反应体系,及时将反应物和产物分离,使化学平衡向着有利于产物生成的方向进行,可以提高反应物的转化率、选择性[161-162]。反应精馏过程对反应物系有一定的要求,对于适合的体系,可明显提高反应物的转化率,应用反应精馏技术时应满足以下基本要求[163]:①化学反应在液相中进行;②反应精馏塔的操作压力要适宜,塔内反应温度和分离温度差异不大;③反应要温和,强的放热或吸热反应会破坏塔内已建立的质量传递和热量传递平衡;④反应速率不能太慢,否侧,反应物因停留时间不足,反应不完全。
催化精馏技术已成功用于醚化、酯化、水解、烷基化、加氢、缩合等反应过程,20世纪80年代,美国化学研究特许公司将催化反应精馏技术用于醚化过程,以甲醇、混合C4为原料,生产甲基叔丁基醚(MTBE)[164]。国内齐鲁石化公司最先引进MTBE催化反应精馏生产装置,并在此基础上,开发出了自己的催化反应精馏技术,成功实现工业化。
反应精馏是过程强化的重要组成部分,研究者进行了大量的研究,并且取得了重大成果。天津大学精馏中心对反应精馏的开发过程进行大量的系统性研究工作,从反应精馏过程的可行性分析、初步的概念设计及稳态与动态的过程模拟,到催化分离内构件的开发与工程化应用[165-171]。其中开发的渗流型催化精馏内构件(SCPI),现已成功应用于醚化、酯化等催化反应精馏过程中;高鑫等[172-174]对SCPI的传质模型、压降模型、水力学计算进行了研究,并且提出了较准确的计算模型。邱挺等[175]以乙酸甲酯和甲醇共沸物为原料,以阳离子交换树脂作催化剂,研究了乙酸甲酯催化精馏水解工艺,该工艺较传统水解工艺可以节能39.99%。漆志文等[176]对平衡反应过程,用变换组成变量的概念计算反应相平衡,变换后反应精馏计算模型与普通精馏计算模型一致。
7.2 超重力精馏技术
在超重力环境下,气-液、液-液两相在多孔道中流动接触,分子间的扩散和相间传质比普通重力场中快得多,传质过程得到极大强化。两相传质界面较传统精馏提高数个数量级,传质速率可以提高1~3个数量级。超重力精馏具有体积小、压降低、能耗低和传质效率高等特点,超重力精馏设备主要有折流旋转床和旋转填料床。
美国德克萨斯州大学奥斯汀分校,基于所建中试装置,对环己烷-庚烷的分离进行了超重力精馏的实验研究。结果表明,超重力环境下,填料层传质单元高度可达到3~5cm[177]。陈建峰等[178]研究了PPB水脱氧过程的传质模型,并在此基础上提出了更为精确的变液滴传质模型。陈建峰等[179]发现超重力环境下微观混合强化特征,首次提出了超重力环境下合成纳米材料的方法,建成国际首条万吨级超重力法纳米颗粒生产线。计建炳等[180]提出了一种新型的折流式超重力场旋转床,并进行了冷模和热模实验,结果表明,该旋转床具有良好的操作弹性,已成功用于甲醇精制和热敏物系精馏过程。刘有智等[181]以超重机作为脱硫设备,采用湿式氧化法除焦炉煤气中的H2S。现场装置数据表明,该技术除焦炉煤气中H2S,具有脱除效率高、停留时间短、设备体积小等优点,H2S脱除率在90%以上。
7.3 分子蒸馏技术
分子蒸馏属于短程蒸馏,是一种新型的分离技术。高真空下,利用分子平均自由程的不同,实现液-液分离。分子蒸馏的蒸发界面与冷凝界面,距离非常的近,气体分子一旦离开蒸发界面,未经任何碰撞直达冷凝界面,不再返回蒸发容器内[182]。分子蒸馏分离过程可以分为4步:①分子由液相向蒸发界面扩散;②分子在蒸发界面的自由挥发;③分子由蒸发界面向冷凝界面运动;④分子在冷凝界面上冷凝,其中第一步为速率控制步骤。分子蒸馏的操作压力在0.1~1Pa之间,对于热敏性物料的分离具有明显的优势,广泛应用于食品、医药及香料领域。
分子蒸馏过程的热量传递及质量传递存在一定阻力,影响分子蒸馏的蒸发速率,研究者对分子蒸馏液相流体的传热与传质过程进行了研究。RUCKENSTEIN等[183]基于稳态层流的假设,忽略对流传热的影响,得到了液膜表面温度,同时基于稳态二维对流扩散方程,得到了液层内的浓度分布。KAWALA等[184]基于Nusselt方程,描述液层径向方向的速度分布,忽略轴向方向的传热和传质影响,得到了二维的热量传递与质量传递方程。KAWALA等基于此模型对邻苯二甲酸二丁酯-癸二酸二丁酯体系,进行了模拟研究。计算结果表明,径向与轴向方向上存在较大的温度梯度和浓度梯度,遗憾的是,该模型缺少实验数据验证。
7.4 络合精馏技术
络合精馏技术基于化学作用,络合剂与原料组分发生络合反应形成络合物,进而改变各组分的相对挥发度,实现各组分之间的分离。该络合反应为可逆反应,组分分离完成以后,进行逆向反应使络合剂再生从而循环使用。络合萃取精馏具有分离效率高、选择性高和传质效率高等优点,特别适合于分离因子很小的系统。
络合萃取精馏技术广泛应用于同位素及同分异构体的分离领域。宋凤霞等[185]基于量子力学理论,研究了采用银盐作为络合剂,己烯同分异构体的分离。基于分子轨道理论,分析了金属-烯烃的成键方式,得出具有(n-1)d10ns电子构型的金属离子,是比较合适的烯烃载体。采用RHF方法,对1-己烯、2-己烯、3-己烯、银盐以及烯烃与银离子络合的几何构型进行了优化,采用Gaussian计算的结果与实验结果一致。白鹏等[186]论述了采用络合萃取精馏方法分离同位素硼-10的技术,指出硝基甲烷具有更高的分离效率,是比较理想的络合剂。
7.5 萃取精馏技术
萃取精馏的原理是向待分离物料中加入萃取剂,通过改变原有组分间的分离因子,实现各组分之间的分离。萃取剂的沸点高于所有的物质,并且不与其它组分形成共沸物,共沸精馏已广泛应用于工业生产中。选择萃取剂的基本原则:①萃取剂自身挥发度要低;②萃取剂能明显的改变各组分间的相对挥发度;③无毒性、无腐蚀性、性质稳定、来源方便。
7.6 共沸精馏技术
共沸精馏的原理是向待分离物料中加入共沸剂,共沸剂自身能够与原料液中的一种或几种组分形成共沸物,通过对其中一种或多种组分进行夹带,实现各组分之间的分离,共沸精馏已广泛应用于工业生产中。选择共沸剂的基本原则:①共沸剂与待分离组分新形成的共沸物沸点,低于各组分的沸点,且保证有一定的沸点差;②新形成的共沸物所含夹带剂的量越低越好;③新形成的共沸物为非均相混合物;④无毒性、无腐蚀性、性质稳定、来源方便。
8 结语与展望
21世纪,化学工业仍是国民经济的支柱产业,精馏在化工分离领域仍占有举足轻重的地位,精馏技术的发展和进步仍能带来重要的经济效益和社会效益。经过长期的理论研究和实验研究,人们对精馏已经有了一个比较深入的认识,对精馏塔的流体力学、气液传质及过程强化等领域也提出了比较科学的理论模型,并已成功应用于工业的大型精馏装置中。现代化工向着资源节约型和环境友好型方向发展,这对精馏技术提出了更高的要求。通过研究新的精馏技术,开发新型-高效的工艺流程,同时对传统工艺进行改造和升级,必将彻底改变化学工业的面貌。
近年来精馏技术取得了长足的进步,但仍存在一些需要重视的问题:①研究开发新型高效塔板和填料,进一步提高传质效率;②提出更加科学的传质理论,建立更加精确的传质模型,更准确的描述气液传质过程;③开发新一代多层次交叉领域绿色节能型耦合精馏技术,进一步降低精馏过程能耗;④开发新型反应精馏、外场强化等强化技术,进一步强化精馏传质过程;⑤开发新一代基于能质调配的化工过程集成与优化技术,进一步降低过程能耗。
相信随着精馏技术的发展进步,在众多学者的共同努力下,经过长期的研究,这些问题将逐渐得以解决,使精馏技术迈上一个新的水平。
符 号 说 明
A0——开孔面积,m2
a——填料比表面积,m2/m3
a1~a12—— Eckert通用关联图解析式系数
ae——有效传质比表面积,m2/m3
ah——填料的水力学比表面积,m2/m3
b0~b3——关联式经验系数
C0——孔流量系数
Cf——与填料有关的系数
CS——液泛气速校正系数
c,x—— Spiegel模型系数
D——空塔当量直径,m
D1~D2—— SRP-Ⅱ模型经验参数
DAB——物质A在B中的分子扩散系数,m2/s
DAG——气相分子扩散系数,m2/s
DAL——液相分子扩散系数,m2/s
d——筛板直径,m
dhG——规整填料当量直径,m
Ea——湿板效率
EmV——气相默弗里板效率
ET——全塔效率
eV——雾沫夹带,kg/kg
fa——壁效应因子
Gs——气相质量流率,kg/(m2∙h)
g——重力加速度,m/s2
H——填料段高度,m
HTUov——气相总传质单元高度,m
hOW——堰上液层高度,m
HT——板间距,m
hL——清液层高度,m
hL2——单位鼓泡面积上的持液量,m3/m2
hW——堰高,m
kG——气相传质系数,m/s
kG,lam——层流液相传质系数,m/s
kG,turb——湍流气相传质系数,m/s
kL——液相传质系数,m/s
L——液相流量,kg/h
Lc——持液体积,m3
LP——漏液量,kg/kg
Ls——液相质量流率,kg/(m2·h)
Lw——液流强度,m3/( m·h)
m1——气液平衡系数
n——开孔数
nf——Billet模型参数
r——径向尺寸,m
S——波纹填料边长,m
s1——表面更新率
u0——基于开孔面积的气速,m/s
u1——以鼓泡面积计算的气速,m/s
uf——泛点气速,m/s
ufL——填料塔泛点液速,m/s
uG——按照有效截面积计算的气速,m/s
uGe——有效气相速度,m/s
uL——填料塔液速,m/s
uLe——有效液相速度,m/s
uv——填料塔气速,m/s
V——气相流量,kg/h
VP——液体喷淋密度,m3/(m2·h)
α——组分的相对挥发度
α1——流动方向相对重力方向的偏角
β——充气系数
ρG——气相密度,kg/m3
ρL——液相密度,kg/m3
ξ——孔系数
ΔP——压降,Pa
ΔPt——湿板压降,Pa
ΔPr——剩余压降,Pa
ΔPd——干板压降,Pa
ΔPL——清液层压降损失,Pa
η——漏液率
σ——表面张力,N/m
ψ——液泛百分率
Φ——湿填料因子
Φf——泛点填料因子,1/m
ξL——湿填料层阻力系数
ε——填料层空隙率,m3/m3
εL——填料层滞液分率,m3/m3
εLf——液泛点滞液分率,m3/m3
εLs——载点持液量,m3/m3
λ——标度指数
ξGL——气液作用压力损失系数
ξGG——气气作用压力损失系数
ξDC——气体流动改变压力损失系数
ψV——气相无因次质量力,无因次
ψL——液相无因次质量力,无因次
µG——气相黏度,Pa·s
µL——液相黏度,Pa·s
δ——膜厚度,m
θG——气体接触时间,s
θL——液体接触时间,s
µL1——液相进料的平均黏度,Pa·s
参 考 文 献
[1] 李苏雅,王文建. 塔板技术应用研究进展[J]. 化工技术与开发,2011,40(12):30-34.
[2] FRYBACK M G,HUFNAGEL J A. Distillation-equipment design[J]. Industrial & Engineering Chemistry,1960,52(8):654-661.
[3] BETLEM B H L,RIJNSDORP J E,AZINK R F. Influence of tray hydraulics on tray column dynamics[J]. Chemical Engineering Science,1998,53(23):3991-4003.
[4] CHEN J,LIU Y,TAN T. Projection velocities of droplets in the spray regime of sieve tray operation[J]. Industrial & Engineering Chemistry Research,1999,38(6):2505-2509.
[5] 曹纬. 国外塔板的发展及新板型介绍[J]. 石油化工设备,1991,20(4):34-37.
[6] Guerrieri S A. Bubble cap tray:US3914352 [P]. 1975-10-21.
[7] Guerrieri S A. Bubble cap tray:US4104338 [P]. 1978-08-01.
[8] 董宇. 高效泡罩塔板流体力学及传质性能研究[D]. 西安:西安石油大学,2012.
[9] DELNICKI W,WAGNER J. Performance of multiple down comer trays[J]. Chemical Engineering Progress,1970,66(3):50-56.
[10] 左美兰. 塔板最新研究和展望[J]. 化学工业与工程技术,2009, 30(1):27-31.
[11] 姚克俭,章渊昶,王良华,等. 新型高效大通量DJ系列塔板的研究与工业应用[J]. 化工进展,2003,22(3):228-232.
[12] 付有成,王崇智. 板式塔精馏技术进展[J]. 石化技术与应用,2000,18(4):231-236.
[13] 王少锋,项曙光. 浮阀塔板最新应用研究进展[J]. 化工进展,2014,33(7):1677-1683.
[14] 路秀林,刘秀囡,赵培. 导向浮阀塔板:91215110. 2[P]. 1991-02-02.
[15] 王忠诚,曾爱武,吴剑华,等. 新型塔板-导向梯形浮阀塔板的流体力学性能[J]. 石油炼制与化工,1995,26(11):36-40.
[16] 杨宝华,严錞. ADV系列浮阀塔板的开发与工业应用[J]. 石油化工设计,2004,21(2):41-45.
[17] 刘霞,李洪,高鑫,等. 泡沫碳化硅陶瓷材料的研究进展[J]. 化工进展,2012,31(11):2520-2525.
[18] 钱建兵,朱慎林. 板式塔及分离技术最新进展[J]. 浙江化工,2003,34(11):1-4.
[19] SPAGNOLO D A,CHUANG T T. Improving sieve tray performance with knitted mesh packing[J]. Industrial & Engineering Chemistry Process Designand Development,1984,23(3):561-565.
[20] 徐崇嗣,CHUANG K T. 塔设备的对比及其改进[J]. 石油化工设备,1989,18(2):2-6.
[21] CONG H F,LI X G,LI Z J,et al. Combination of spiral nozzle and column tray leading to a new direction on the distillation equipment in novation[J]. Separation and Purification Technology,2016,158 (28):293-301.
[22] 杜冬云,方云进,肖博文. 新型垂直筛板塔研究的进展[J]. 石油化工,1998,27(5):374-378.
[23] 吕建华,刘继东. 立体传质塔板CTST技术及其在炼油装置中的应用[J]. 化工进展,2006,25(s1):13-16.
[24] 韩联国,杜刚,杜军峰. 填料塔技术的现状与发展趋势[J]. 中氮肥,2009,32(6):32-34.
[25] 费维扬. 美国三家新型填料制造公司[J]. 现代化工,1988,8(5):49-54.
[26] 蒋庆哲,宋昭峥,彭洪湃,等. 塔填料的最新研究现状和发展趋势[J]. 现代化工,2008,28(s1):59-64.
[27] 唐营. 填料塔设计及核算软件开发[D]. 青岛:青岛科技大学,2012.
[28] 晏莱,周三平. 现代填料塔技术发展现状与展望[J]. 化工装备技术,2007,28(3):29-34.
[29] 王树楹. 现代填料塔技术指南[M]. 北京:中国石化出版社,1998:33-82.
[30] HOFHUIS P A,ZUIDERWEG F J. Sieve plates:dispersion density and flow regimes [J]. Instn. Chem. Engr. Symp. Ser. ,1979,2(56):21-26.
[31] ZUIDERWEG F. Sieve trays:a view on the state of the art[J]. Chemical Engineering Science,1982,37(10):1441-1464.
[32] STICHLMAIR J,MERSMANN A. Dimensioning plate columns for absorption and rectification[J]. International Chemical Engineering,1978,18(2):223-236.
[33] 张志恒. 浮阀塔板流体力学和传质性能的研究[D]. 天津:天津大学,2005.
[34] MEHTA B,CHUANG K T,NANDAKUMAR K. Model for liquid phase flow on sieve trays[J]. Chemical Engineering Research and Design,1998,76(7):843-848.
[35] PINCZEWSKI W V,FELL C J D. Froth to spray transition on sievetrays[J]. Industrial & Engineering Chemistry Process Design and Development,1982,21(4):774-776.
[36] LOCKETT M,BANIK S. Weeping from sieve trays[J]. Industrial & Engineering Chemistry Process Design and Development,1986,25 (2):561-569.
[37] 黄洁,吴剑华,王平. 塔板漏液速率和气速下限的计算[J]. 化学工程,1990,18(3):44-49.
[38] 尚智,贾斗南. 筛板塔漏液点气速的计算模型[J]. 化学工业与工程,1998,15(4):22-24.
[39] KISTER H Z,HAAS J R. Entrainment from sieve trays in the froth regime[J]. Industrial & Engineering Chemistry Research,1988,27 (12):2331-2341.
[40] SINGH J,GARG M O,NANOTI S M. Comparison of flow patterns in a visbreaking soaker drum with two different sieve tray Internals[J]. Industrial & Engineering Chemistry Research,2011,51(4):1815-1825.
[41] HUNT C D A,HANSON D,WILKE C. Capacity factors in the performance of perforated-plate columns[J]. AIChE Journal,1955,1(4):441-451.
[42] 王广全,袁希钢,刘春江,等. 规整填料压降研究新进展[J]. 化学工程,2005,33(3):4-7.
[43] HANLEY B,DUNBOBBIN B,BENNETT D. A unified model for countercurrent vapor/liquid packed columns. 1. Pressure drop[J]. Industrial & Engineering Chemistry Research,1994,33(5):1208-1221.
[44] OLUJIC Z. Development of a complete simulation model for predicting the hydraulic and separation performance of distillation columns equipped with structured packings[J]. Chemical and Biochemical Engineering Quarterly,1997,11(1):31-46.
[45] ILIUTA I,LARACHI F. Mechanistic model for structured-packing-containing columns:irrigated pressure drop,liquid holdup,and packing fractional wetted area[J]. Industrial & Engineering Chemistry Research,2001,40(23):5140-5146.
[46] 张峰,金伟娅,方志明,等. 填料塔液泛性能的研究现状与发展趋势[J]. 轻工机械,2012,30(5):104-107.
[47] WOERLEE G F,BERENDS J A. Capacity model for vertical pipes and packed columns based on entrainment[J]. Chemical Engineering Journal,2001,84(6):355-366.
[48] HUTTON B E T,LEUNG L S,BROOKS P C,et al. On flooding in packed columns[J]. Chemical Engineer Science,1974,29:493-500.
[49] SHERWOOD T K,SHIPLEY G H,HOLLOWAY F A L. Flooding velocities in packed column[J]. Industrial Engineer Chemical,1938,30:765-770.
[50] ECKERT J S. What affects packing performance[J]. Chemical Engineer Progress,1966,62(1):18-26.
[51] BILLET R,SCHULTES M. Fluid dynamics and mass transfer in the total capacity range of packed columns up to the flood point[J]. Chemical Engineering & Technology,1995,18:371-379.
[52] GREEN C W,FARONE J,BRILEY J K,et al.Novel application of x-ray computed tomography: determination of gasquid contact are a and liquid holdup in structured packing[J]. Industrial & Engineering Chemistry Research,2007,46(17):5734-5753.
[53] KAISER V. AIChE Spring National Meeting[C]. Houston,1993:55-59.
[54] 马友光,白鹏,余国琮. 气液传质理论研究进展[J]. 化学工程,1996,24(6):7-12.
[55] LAMOUT J C,SCOTT D S. An eddy cell model of mass transfer into the surface of a turbulent liquid[J]. AIChE Journal,1970,16:513-519.
[56] 杨宏喜. 一种新型浮阀塔板传质性能的研究[D]. 上海:华东理工大学,2012.
[57] ZHANG L H,LIU X K,LI X G,et al. A novel SiC foam valve tray for distillation columns[J]. Chinese Journal of Chemical Engineering,2013,21(8):821-826.
[58] 高鑫,李鑫钢,魏娜,等.多孔介质泡沫材料在蒸馏过程中的应用[J].化工进展,2013,32(6):1313-1319.
[59] 李鑫钢,刘霞,高鑫,等.新型泡沫碳化硅塔板的流体力学及传质性能[J].天津大学学报(自然科学与工程技术版),2014,47 (2):155-162.
[60] 李洪,傅龙,丛山,等. 新型碳化硅泡沫阀塔盘的流体力学性能[J]. 化学工程,2015,43(11):20-24.
[61] GAO X,LI X G,LIU X,et al.A novel potential application of SiC ceramic foam material to distillation:foam monolithic tray[J]. Chemical Engineering Science,2015,135:489-500.
[62] LI H,FU L,LI X G,et al. Mechanism and analytical models for the gas distribution on the SiC foam monolithic tray[J]. AIChE Journal,2015,61(12):4509-4516.
[63] BILLET R,SCHULTES M. Predicting mass transfer in packed columns[J]. Chem. Eng. Technol.,1993,16:1-9.
[64] BRAVO J L,ROCHA J A,FAIR J R. Mass transfer in gauze packings[J]. Hydrocarbon Process,1985,64(1):91-95.
[65] SHETTY S A,CERRO R L. Estimation of liquid distribution and mass transfer parameters for ordered packings[J]. Inst. Chem. Eng. Symp. Ser.,1997,142(2):853-864.
[66] CORNELL D,KNAPP W G,FAIR J R. Mass transfer efficiency packed column—part1[J]. Chemical Engineering Progress,1960,56(7):68-74.
[67] 曾菁,高鑫,李洪,等.泡沫碳化硅波纹规整填料的流体力学及传质性能[J].现代化工,2012,32(10):70-73.
[68] 李洪,姚跃宾,王方舟,等.液相流动方式对波纹规整填料性能的影响[J].化工学报,2014,65(12):4760-4766.
[69] LI H,WANG F Z,WANG C C,et al.Liquid flow behavior study in SiC foam corrugated sheet using a novel ultraviolet fluorescence technique coupled with CFD simulation[J]. Chemical Engineering Science,2015,123:341-349.
[70] 陈江波. 高压下规整填料塔的计算传递和传质性能[D]. 天津:天津大学,2006.
[71] WANG G,YUAN X,YU K. Review of mass-transfer correlations for packed columns[J]. Industrial & Engineering Chemistry Research,2005,44(23):8715-8729.
[72] 王晓玲,刘春江,余国琮. 计算流体力学在精馏塔板上的应用[J].化学工业与工程,2001,18(6):390-394.
[73] 王立成,王晓玲,刘雪艳,等. CFD在精馏分离中的应用[J]. 化工进展,2009,28(s2):351-354.
[74] YU K T. Some progress of distillation research and industrial applications in China[C]// IChemE Symposium Series,1992,v1:A139-A166.
[75] 李鑫钢. 现代蒸馏技术[M]. 北京:化学工业出版社,2008:45-81.
[76] 李建隆. 大型精馏塔板上液体流动性能的研究[D]. 天津:天津大学,1985.
[77] YOSHIDA H. Liquid flow over distillation column plates[J]. Chemical Engineering Communications,1987,51(1-6):261-275.
[78] ZHANG M Q,YU K T. Simulation of two dimensional liquid phase flow on a distillation tray[J]. Chinese Journal of Chemical Engineering,1994,2(2):63-71.
[79] LIU C J,YUAN X G,YU K T,et al. A fluid-dynamic model for flow pattern on a distillation tray[J]. Chem. Eng. Sci.,2000,55 (12):2287-2294.
[80] ELGHOBASHI S E,ABOU-ARAB T W. A two-equation turbulence model for two-phase flows[J]. Physics of Fluids,1983,26(4):931-938.
[81] 袁希钢,尤学一,余国琮. 筛孔塔板气液两相流动的速度场模拟[J]. 化工学报,1995,46(4):511-515.
[82] GESIT G,NANDAKUMAR K,CHUANG K T. CFD modeling of flow patterns and hydraulics of commercial-scale sieve trays[J]. AIChE Journal,2003,49(4):910-924.
[83] 高国华. 新型多孔泡沫塔盘和规整填料的多尺度模拟研究[D].天津:天津大学,2011.
[84] LI X G,YANG N,SUN Y,et al. Computational fluid dynamics modeling of hydrodynamics of a new type of fixed valve tray[J]. Industrial & Engineering Chemistry Research,2013,53(1):379-389.
[85] JIANG B,LIU P,ZHANG L H,et al. Hydrodynamics and mass-transfer analysis of a distillation ripple tray by computational fluid dynamics simulation[J]. Industrial & Engineering Chemistry Research,2013,52(49):17618-17626.
[86] LI X G,LIU D X,XU S M,et al. CFD simulation of hydrodynamics of valve tray[J]. Chemical Engineering and Processing:Process Intensification,2009,48(1):145-151.
[87] 张泽廷,王树楹,余国琮. 填料塔传质模型的研究——二维混合池随机模型[J]. 化工学报,1989,40(1):53-59.
[88] 孙树瑜,王树楹,余国琮. 规整填料塔中精馏过程的三维模拟(Ⅰ)物理模型和模型方程[J]. 化工学报,1998,49(5):549-559.
[89] 张鹏. 加压下规整填料塔内流体流动和传质特性的研究及其计算流体力学模拟[D]. 天津:天津大学,2002.
[90] FERNANDES J,LISBOA P F,SIMÕES P C,et al. Application of CFD in the study of supercritical fluid extraction with structured packing:wet pressure drop calculations[J]. The Journal of Supercritical Fluids,2009,50(1):61-68.
[91] 秦娅,刘德新,姜斌,等. 蒸馏过程大型化与节能[J]. 化工进展,2007,26(1):90-96.
[92] 李文波,毛鹏生,王长英,等. 化工流程模拟技术的现状与发展[J]. 化工时刊,1998(6):3-6.
[93] 杨光辉. 化工流程模拟技术及应用[J]. 山东化工,2008(8):35-38.
[94] 王红星. 数字化塔器技术开发与展望[J]. 数字石油和化工,2007 (3):12-14.
[95] 刘世艳. 流程模拟技术在化工领域的运用[J]. 大众科技,2005 (4):66-67.
[96] 陈磊,宋昭峥,蒋庆哲. 我国石油化工工业的助推器-流程模拟技术[J]. 计算机与应用化学,2009(9):1121-1124.
[97] 余国琮,宋海华,黄洁. 大型塔板的模拟与板效率的研究(Ⅱ)—二维定数混合池模型[J]. 化工学报,1981,32(2):97-110.
[98] 余国琮,宋海华,黄洁. 精馏过程数学模拟的新方法——三维非平衡混合池模型[J]. 化工学报,1991,42(6):653-659.
[99] 马海洪,许锡恩. 丁二烯萃取精馏装置全流程的过程模拟[J]. 天然气化工,1998(23):42-46.
[100] 宋海华,余国琮,王秀英. 精馏过程的动态模拟[J]. 化工学报,1994,45(4):413-421.
[101] 郑艳梅,李鑫钢,韩玉峰. 数字化设计技术在精馏塔器中的应用[J]. 化学工程,2008(4):5-8.
[102] 刘德新,李鑫钢,徐世民. 筛孔塔板气液两相流流场的数值模拟[J]. 石油化工高等学校学报,2008(1):55-59.
[103] 李鑫钢,谢宝国,吴巍,等. 精馏过程大型化集成技术[J]. 化工进展,2011,30(1):40-46.
[104] 杨铠铨. 大型焦炭塔结构可靠性分析研究[D]. 天津:河北工业大学,2014.
[105] 胡晖,徐世民,李鑫钢. 现代化工设备三维可视化设计[J]. 计算机与应用化学,2006,23(9):900-904.
[106] 陈利,谢润兴. 塔内件的三维可视化设计[J]. 化工进展,2005,24(s1):197-198.
[107] 高光英,吴浩,蓝春树,等. 新型塔板技术在640kt/a乙烯装置汽油分馏塔中的应用[J]. 石油化工设备,2007,26(s1):145-149.
[108] 宋启祥,宋宗君,董易良,等. 大型塔板研究及其典型技术的工程应用[J]. 石油化工设备,2006,35(2):84-87.
[109] 王智. 立体传质塔盘在齐鲁分公司1. 4Mt/a加氢裂化装置的应用[J]. 化工进展,2005,24(s1):211-213.
[110] 姜斌,张吕鸿,李鑫钢,等. 塔器桁架支撑梁:1834384A[P]. 2006-09-20.
[111] 余国琮,黄洁,张泽廷,等. 大型塔板的液体停留时间分布与数学模型[J]. 天津大学学报,1985(4):1-13.
[112] 黄洁,余国琮. 改善大型塔板液流状态的新结构[J]. 石油化工,1984,13(3):182-189.
[113] 刘德新,李鑫钢,徐世民. CFD优化精馏塔板的液流状况[J]. 化工进展,2006,25(12):1499-1503.
[114] 徐世民,陈宁,干爱华,等. 大型塔板液体停留时间分布与板效率研究[J]. 化学工程,2002,30(1):12-16.
[115] 赵丹,张雁,高雪颖,等. 多溢流大型塔板的计算传质学[J]. 化工学报,2011,62(9):2427-2432.
[116] 高国华,李研,赵继文,等. 直管预分布管的CFD模拟研究及变径设计[J]. 化工进展,2009,28(s1):355-359.
[117] 孙希谨,陈建娟,秦岭. 大型填料塔液体分布器的设计应用[J]. 石油化工设计,2002,19(1):10-15.
[118] 张文卿. 大型填料塔分布器内计算流体力学行为研究及优化设计[D]. 天津:天津大学,2004.
[119] 周海鹰,李鑫钢,张吕鸿. 槽式液体分布器均布性能CFD模拟的可视化研究[J]. 化工进展,2002,21(s1):186-189.
[120] 王丽华,张吕鸿,周海鹰,等. 槽式液体分布器进液情况的CFD模拟及试验[J]. 石油化工设备,2005,34(5):12-15.
[121] 王一军,张斌,于清,等. 新型槽式液体分布器的设计与分析[J].新疆石油天然气,2006,2(3):93-97.
[122] 陈富荣,孙津生,高虹. 填料塔内气液分布器气体均布性能的CFD模拟[J]. 化工进展,2005,24(s1):12-14.
[123] 林涛,董德福,姜斌,等. 新型塔内件在大型减压塔中的应用[J].炼油设计,2001,31(7):37-39.
[124] 胡晖,徐世民,李鑫钢. 大型填料塔技术及其工业应用[J]. 现代化工,2005,25(7):53-55.
[125] 张吕鸿,张海涛,姜斌,等. 双切向环流气体分布器结构优化的研究[J]. 化学工程,2008,36(1):33-36.
[126] 金红杰,曹刚,吴恒安,等. 气体分布器的数值模拟与改进设计研究[J]. 化工机械,2009,36(1):29-31.
[127] 全先亮,高光英,张秀斌,等. 乙烯装置汽油分馏塔关键技术的开发及工业应用[J]. 工业技术,2007,19(2):28-30.
[128] 李旭光,干爱华,于斌. 双列叶片式气体分布器内流场的CFD模拟[J]. 化工进展,2007,26(s1):124-126.
[129] 杜明. 双列叶片式气体分布器的性能研究[D]. 天津:天津大学,2008.
[130] 逄金娥,王长城. 大型塔器桁架内件结构的设计与计算[J]. 石油化工设计,2012,29(3):19-21.
[131] 闫晶怡. 大型塔设备的内件支撑——桁架设计[J]. 石油化工设备技术,2004,25(1):17-19.
[132] 刘艳珍. 应用相对刚度相似法优化大型塔内桁架梁结构[D]. 天津:天津大学,2013.
[133] FONYO Z,BENKO N. Enhacement of process integration by heat pumping[J]. Computers and Chemical Engineering,1996,20:85-90.
[134] EDUARDO D,PAUL L,GABRIEL O,et al. Economic feasibility of heat pumps in distillation to reduce energy use[J]. Applied Thermal Engineering. 2009,29:1216-1223.
[135] BROCHURE S. Distillation and heat pump technology[J]. Chemical Technology and Biotechnology,2003,22(47):91-100.
[136] RANADE S M,CHAO Y T. Industrial heat pumps:where and when[J]. Hydrocarbon Process,1990,94(10):71-73.
[137] FONYO Z,KURRAT R,RIPPIND W T,et al. Comparative analysis of various heat pump schemes applied to C4splitters[J]. Computers and Chemical Engineering,1995,19(11):1-6.
[138] FU C,GUNDERSEN T. Using exergy analysis to reduce power consumption in air separation units for oxy-combustion processes[J]. Energy,2012,44(1):60-68.
[139] WILLIAN L L. Design and control of distillation columns with intermediate reboilers[J]. Industrial Engineering Chemistry Research,2004,43:8244-8250.
[140] KNAPP J P,DOHERTY M F. Thermal integration of homogeneous azeotropic distillation sequences[J]. AIChE J.,1990,36(7):969-984.
[141] 李鑫钢. 蒸馏过程节能与强化技术[M]. 北京:化学工业出版社,2011.
[142] PETLYUK F B,PLATONOV V M,SLAVINSKI D M. Thernodynamically optimal method for separating multicomponent mixturea[J]. Int. Chem. Eng. ,1965,5(3):555-561.
[143] KISS A A,BILDEA S C. A control perspective on process intensification in dividing-wall columns[J]. Chemical Engineering Process,2011,50:281-292.
[144] YILDIRIM O,KISS A A,KENIG Y E. Dividing wall columns in chemical process:a review on current activities[J]. Separation Purification Technology,2011,80:403-417.
[145] DEJANOVIC I,MATIJASEVIC L,OLUJIC Z. Dividing wall column—a breakthrough towards sustainable distilling[J]. Chemical Engineering Process,2010,49:559-580.
[146] ASPRION N,KAIBEL G. Dividing wall columns:fundamentals and recent advances[J]. Chemical Engineering Process,2010,49:139-146.
[147] SCHULTZ M A,STEWART D G. Reduce costs with dividing wall column[J]. Chemical Engineering Process,2002,5:64-71.
[148] ENNENBACH F,KOLBE B,RANKE U. Divided wall columns —a novel distillation concept[J]. Proc. Technol. Quarterly,2000,5:97-103.
[149] SPENCER G,PLANARUIZ F J. Consider dividing wall distillation to separate solvents[J]. Hydro. Pro.,2005,84:90-94.
[150] KAIBEL G. Distillation columns with vertical partitions[J]. Chemical Engineering Technology,1987,10:92-98.
[151] XIA M,YU B R,XU C J,et al. Temperature control for extractive dividing-wall column with an adjustable vapor split:methylal/methanol azeotrope separation[J]. Industrial Engineering Chemical Research,2013,52:17996-18013.
[152] MUELLER I,PECH C,KENIG E Y. Rate-based analysis of reactive distillation sequences with different degrees of integration[J]. Chemical Engineering Science,2007,62:7327-7335.
[153] AN D C,CAI W F,XIA M,et al. Design and control of reactive dividing-wall column for the production of methyl acetate[J]. Chemical Engineering Process,2015,92,45-60.
[154] CHANG W Y,HSU P H C,CHIEN I L. Critical assessment of the energy-saving potential of an extractive dividing-wall column[J]. Industrial & Engineering Chemistry Research,2013,52:5384-5399.
[155] LINNHOFF B,HINDMARSH E. Pinch design method for heat exchanger networks[J]. Chemical Engineering Science,1983,38 (5):745-763.
[156] 郭欣,李士雨,李金来. 低温甲醇洗装置低温段系统能效优化[J].化学工程,2012,40(10):10-12.
[157] LUYBEN W L. Plantwide dynamic simulators in chemical processing and control[M]. New York:Marcel Dekker Inc,2002.
[158] 张于峰,胡晓微,苗哲生,等. 高温热泵在除湿转轮空调系统中的性能[J]. 化工学报,2009,60(9):2177-2182.
[159] 韩祯,李婧伊,随红,等. 催化裂化吸收稳定系统低温节能工艺开发初探[J]. 化工进展,2015,34(8):2940-2945.
[160] 李虎,张于峰,李鑫钢,等. 低温发电系统在精馏工艺中的节能技术[J]. 化工进展,2013,32(5):1187-1193.
[161] LUYBEN W L. Economic and dynamic impact of the use of excess reactant in reactive distillation systems[J]. Industrial & Engineering Chemistry Research,2000,39:2935-2946.
[162] TANG Y T,CHEN Y W,YU C C,et al. Design of reactive distillations for acetic acid esterification[J]. AIChE J.,2005,51:1683-1699.
[163] SUNDMACHER K,KIENLE A. Reactive distillation:status and future directions[M]. NewYork:John Wiley & Sons,2006.
[164] Smith L A J ,Huddleston M N. New MTBE design now commercial[J]. Hydrocarbon Processing,1982,61(3):121-123.
[165] 高鑫,李鑫钢,李洪. 催化精馏塔中催化剂填装技术的研究述评[J].化工进展,2010,29(3):419-425.
[166] 高鑫,李鑫钢,张锐,等. 醋酸甲酯催化精馏水解过程模拟[J].化工学报,2010,61(9):2442-2447.
[167] GAO X,LI X G,LI H. Hydrolysis of methyl acetate via catalytic distillation:simulation and design of new technological process[J]. Chemical Engineering and Processing:Process Intensification,2010,49:1267-1276.
[168] 孙笑愚,李洪,高鑫,等.用于反应精馏过程可行性分析的立体图解法[J]. 现代化工,2013,33(9):96-99.
[169] GAO X,WANG F Z,LI X G,et al. Heat-integrated reactive distillation process for TAME synthesis[J]. Separation and Purification Technology,2014,132:468-478.
[170] GAO X,WANG F Z,ZHANG R,et al. Liquid flow behavior of a seepage catalytic packing internal for catalytic distillation column[J]. Industrial & Engineering Chemistry Research,2014,53:12793-12801.
[171] 李洪,孟莹,李鑫钢,等. 乙酸戊酯酯化反应精馏过程系统控制模拟与分析[J]. 化工进展,2015,34(12):4165-4171.
[172] ZHANG H,LI X G,GAO X,et al.A method for modelling catalytic distillation process based on seepage catalytic packing internal[J].Chemical Engineering Science,2013,101:699-711.
[173] GAO X,LI X G,ZHANG R,et al. Pressure drop models of seepage catalytic packing internal for catalytic distillation column[J]. Industrial & Engineering Chemistry Research,2012,51(21):7447-7452.
[174] LI X G,ZHANG H,GAO X,et al. Hydrodynamic simulations of seepage catalytic packing internal for catalytic distillation column[J]. Industrial & Engineering Chemistry Research,2012,51(43):14236-14264.
[175] 邱挺,吴燕翔,王良恩,等. 乙酸甲酯与甲醇共沸物催化精馏水解工艺[J]. 化工进展,2007,26(4):584-589.
[176] 漆志文,孙海军,施军民,等. 伴有多反应的精馏过程数学模拟[J]. 化工学报,1999,50(4):563-567.
[177] KELLEHER T,FAIR J R. Distillation studies in a high-gravity contactor[J]. Industrial Engineering Chemistry Research,1996,35:4646-4655.
[178] 许明,张建文,陈建峰,等. 超重力旋转床中水脱氧过程的模型化研究[J]. 高校化学工程学报,2005,19(3):309-314.
[179] 陈建峰,周绪美,郑冲. 超细颗粒的制备方法:95105344. 2[P]. 1995.
[180] 徐之超,俞云良,计建炳. 折流式超重力场旋转床及其在精馏中的应用[J]. 石油化工,2005,34(8):778-780.
[181] 祁贵生,刘有智,王焕,等. 超重力湿式氧化法脱除焦炉煤气中硫化氢[J]. 化工进展,2014,33(4):1045-1049.
[182] BHANDARKER M,FERRON J R. Transport process in an agitated thin-film evaporator[J]. Industrial Engineering Chemistry Research,1988,27:1016-1024.
[183] RUCKENSTEIN E,HASSINK W. The combined effect of diffusion and evaporation on the molecular distillation of ideal binary liquid mixture[J]. Separation Science Technology,1983,18(6):523-545.
[184] KAWALA Z,STEPHAN K. Evaporation rate and separation factor of molecular distillation in a falling film apparatus[J]. Chemical Engineering Technology,1989,12:406-413.
[185] 宋凤霞,陈伟,于燕梅,等. 银盐络合物对己烯同分异构体分离的量化模拟研究[J]. 计算机与应用化学,2007,24(8):1039-1042.
[186] 白鹏,李晓峰,李鑫钢,等. 化学交换精馏法分离同位素硼-10研究进展[J]. 化工进展,2005,24(5):471-474.
Distillation technology research progress and industrial application
REN Hailun1,2,AN Dengchao2,3,ZHU Taoyue2,3,LI Hailong2,3,LI Xingang1,2
(1School of Chemical Engineering and Technology,Tianjin University,Tianjin 300072,China;2National Engineering Research Center of Distillation Technology,Tianjin 300072,China;3Pei-yang National Distillation Technology Corporation Limited,Tianjin 300457,China)
Abstract:Distillation is the most widely used key separation technology in chemical engineering,which has been extensively used in separation process in industry,such as petroleum,chemical engineering,fertilizer,pharmaceutical,environment protection,etc. Distillation possesses extensive application and technical mature,but also faces some disadvantages as huge capital investment and high energy consumption. Thus,it is of significant social-economic meanings to research and develop new as well as high-efficient mass transfer unit and develop new energy-saving distillation technique. The research progress of distillation process is summarized in this article,including types of distillation column,hydraulic performance,mass transfer performance,scale-up,energy saving,process intensification,etc. For hydraulic performance of tray column,the gas-liquid flow situation,pressure drop,weeping and entrainment are introduced. For hydraulic performance of packing column,pressure drop,flooding and holdup are studied. But the current study is still relying on empirical correlation and lack of the rigorous theoretical model. As for the study of gas-liquid mass transfer,the mass-transfertheory is mainly reviewed,but the scientific and accurate model has not been put forward. The study of scale-up includes tray,gas-liquid distributor and support device. The process energy-saving and intensification technology is reviewed,including process- coupling,process energy-saving,recovery of low grade waste heat,special distillation. Finally,the prospects of mass-transfer,process intensification and development direction of process integration are proposed.
Key words:distillation;process energy saving;process intensification;hydraulics;mass transfer
中图分类号:TQ 021.4
文献标志码:A
文章编号:1000–6613(2016)06–1606–21
DOI:10.16085/j.issn.1000-6613.2016.06.003
收稿日期:2016-01-29;修改稿日期:2016-03-12。
