采用变比例积分法优化立辊AWC控制技术
2016-07-06石晓磊奚宏淼营口理工学院辽宁营口504鞍钢股份鲅鱼圈钢铁分公司辽宁营口5007
石晓磊,张 勇,奚宏淼(.营口理工学院,辽宁营口,504;.鞍钢股份鲅鱼圈钢铁分公司,辽宁营口,5007)
采用变比例积分法优化立辊AWC控制技术
石晓磊1,张 勇2,奚宏淼2
(1.营口理工学院,辽宁营口,115014;2.鞍钢股份鲅鱼圈钢铁分公司,辽宁营口,115007)
摘要:热轧1580线粗轧立辊轧机AWC功能通过伺服液压系统的位置闭环控制实现板坯宽度的精确控制。AWC位置闭环控制可分为两个阶段:25mm中间位位置控制和高速微调位置闭环控制, 而且这两个阶段均采用典型的PID控制方法,共用一套PID参数。但在实际应用中发现该参数同时满足上述两个阶段的控制要求,液压管路振荡剧烈, AWC液压伺服系统无法正常运行。针对上述问题,本文采用变比例积分控制方法,能够有效地消除管路振荡现象并且提高系统稳定性。
关键词:AWC;PID;变比例积分
1 概述
热轧1580线粗轧立辊轧机AWC功能通过伺服液压系统对四个液压缸同步的高速位置闭环控制实现板坯宽度的精确控制。立辊AWC位置闭环控制可分为两个阶段:25mm中间位位置控制和高速微调位置闭环控制, 而且这两个阶段均采用典型的PID控制方法,共用一套PID参数。当立辊轧机空载时立辊AWC液压缸只执行25mm中间位位置控制,要求稳定性不要求响应快速性,而立辊轧机带负载时立辊AWC液压缸同时执行25mm中间位位置控制和高速微调位置闭环控制,即要求稳定性又要求响应快速。实际应用中发现该PID参数满足空载时不适用于25mm中间位位置控制,液压管路振荡剧烈, AWC液压伺服系统无法正常运行.因此需要改变现有的控制方式将这两个相互关联的控制阶段进行解耦。以E2立辊轧机AWC系统为例,结构简图及运行曲线如下图所示:

图1 立辊轧机AWC系统结构简图
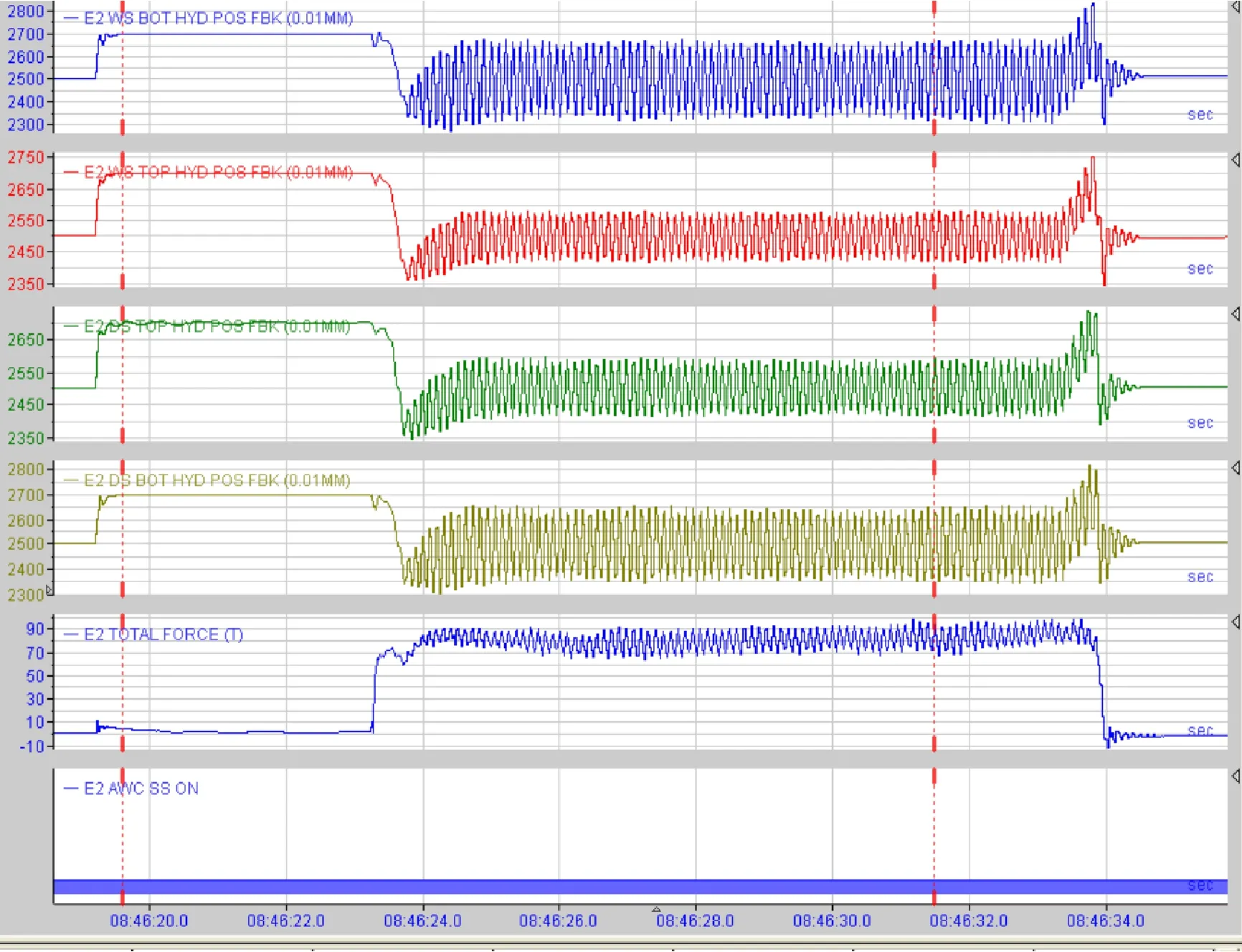
图2 采用原PID控制方案液压系统振荡时的曲线
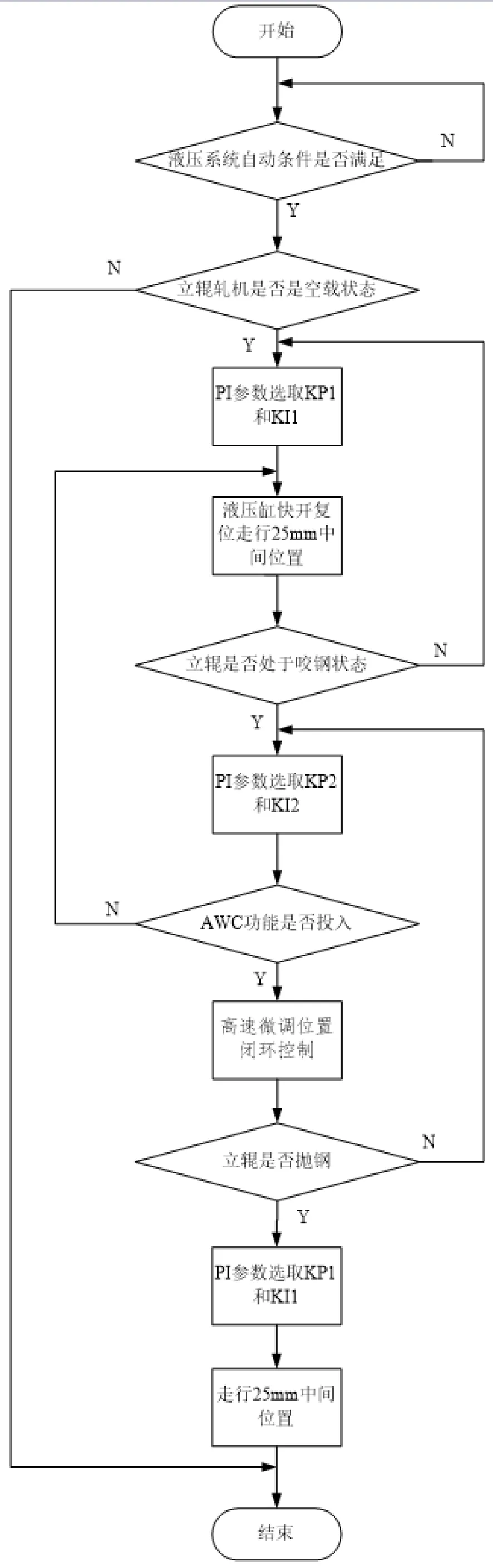
图3 变比例积分控制方法程序流程图
2 系统改进方案
为了解决现场应用中出现的问题,我们给AWC位置闭环控制的两个控制阶段各设计一套PID参数。程序控制流程图如下:
首先根据程序流程图,设计编写程序和人机接口画面,并在停机时进行程序调试,和立辊AWC液压缸快开复位测试及阶跃响应测试。其次利用经验法设定PID参数,保证AWC液压系统的稳定性、快速性和准确性。最后进行在线模拟测试。
3 主要的技术创新内容
根据两个AWC位置闭环控制阶段的不同需求,各设定一套PID参数。25mm中间位位置控制的PID参数为KP1和KI1,高速微调位置闭环控制的PID参数为KP2和KI2。另外根据这两个控制阶段的耦合关系,设定以立辊咬钢信号为上述两套PI参数的控制时序切换点,从而实现可变比例可变积分的控制方案。
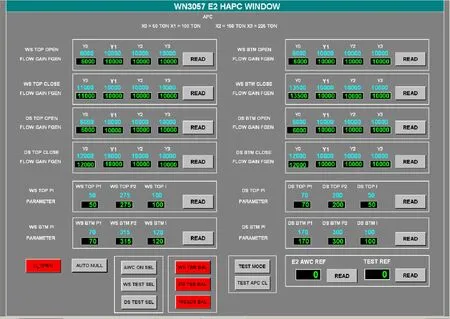
图4 修改后的人机接口画面
4 实施效果
通过采用新的控制方案,AWC的位置闭环控制运行稳定,满足了不同控制阶段的稳定性和快速性的要求。修改后的人机接口画面及系统运行曲线如下:
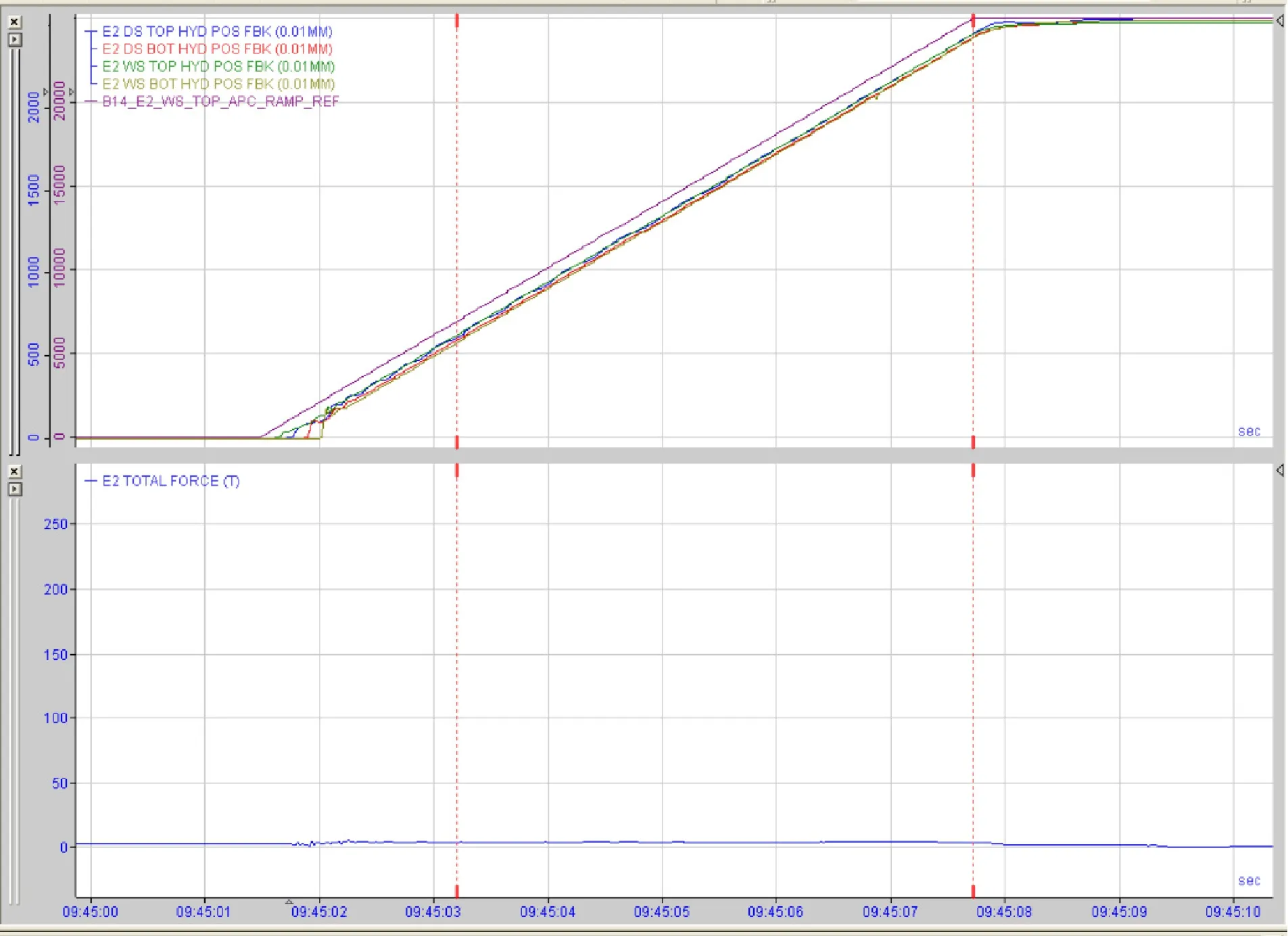
图5 25mm中间位位置控制响应曲线

图6 高速微调位置闭环控制响应曲线
参考文献
刘金琨.先进PID控制MATLAB仿真(第2版).北京:电子工业出版社,2004.9
石晓磊(1983-),女,辽宁辽阳人,营口理工学院实验师,硕士,研究方向:综合自动化工程技术。
张勇(1985-),男,辽宁鞍山人,鞍钢股份鲅鱼圈钢铁分公司,工程师,研究方向:复杂工业过程的建模、控制与优化。
奚宏淼,(1983-),男,辽宁沈阳人,鞍钢股份鲅鱼圈钢铁分公司,工程师,研究方向:智能控制理论及应用。
Optimum Design of Edger AWC System Control with Variable Proportion Integral Technique
Shi Xiaolei1,Zhang Yong2,Xi Hongmiao2
(1.Yingkou Institute of Technology 115014;2.Angang Iron&Steel Stock Co.,Ltd.Ba Yu-quan branch 115007)
Abstract:Edger AWC functions,which are of rough milling in1 1580 hot rolling product line,can accurately control the width of slabs with position close-loop control in hydraulic servo system.AWC position closeloop control include two steps: 25mm middle position control and apace position control in the small rang,which are controlled in the way of typical PID control with the same PID parameters.But during the running of hydraulic servo system,the PID parameters doesn’t simultaneouslysatisfy the controlling requirement of the above-mentioned steps.With the PID parameters,hydraulic pipelines can oscillate severely,and AWC hydraulic servo system can not running normally.According to above-mentioned problems,this article adopt variable proportion integral technique,which can avoid effectively the oscillation of hydraulic pipelines and improve the stability of AWC hydraulic servo system.
Keywords:AWC;PID;variable proportion integral technique
作者简介
