不锈钢板包覆低碳钢机架新工艺的应用
2016-07-02于善坤
于善坤
(安德里茨(中国)有限公司,广东佛山528000)
不锈钢板包覆低碳钢机架新工艺的应用
于善坤
(安德里茨(中国)有限公司,广东佛山528000)
摘要:采用熔化极活性气体保护焊(MAG)焊接方法、药心焊丝电弧焊(FCAW)焊接方法以及钨极惰性气体保护焊(TIG)焊接方法制作不锈钢板包覆低碳钢机架,包覆焊缝打磨酸洗后进行液体渗透探伤(PT)检验,从而确保焊缝无缺陷并对焊缝进行清洗与钝化。结果表明,经处理后包覆的机架外观美观,且满足使用寿命期限内的耐蚀性能及设备成本降低的要求。
关键词:焊接工艺规程;包覆;液体渗透探伤;酸洗与钝化
在制浆造纸工艺过程中需要酸碱化学药品及蒸汽,由此产生的酸雾环境及浆料对设备的耐蚀性提出较高的要求,因此网部和压榨部的不锈钢机架在制浆造纸机械中被广泛应用。但近年来,生产造纸企业面临较大的设备成本压力,迫切需要耐蚀性较好且价格低廉的造纸设备,因此设备制造厂对相对环境较好的纸机部位,如纸机和浆板机的压榨部、卫生纸机的湿部和压榨部等可采用碳钢表面包覆不锈钢这种新工艺来降低设备的成本,且这种包覆机架能够满足设备使用寿命期间的防腐功能要求。本文给出不锈钢包覆碳钢机架详细的制作工艺,对不锈钢包覆碳钢机架制作具有实践指导意义。
1 焊接方法
低碳钢机架焊接和包覆焊接按照评定合格的WPS焊接工艺规程进行,其具体操作步骤为:1)选用直径1.2 mm的ER50-6焊丝,采用MAG焊接方式对低碳钢板进行焊接。2)选用直径1.2 mm的E309LMoT1-1焊丝,利用FCAW方法对低碳钢板与316L不锈钢连接板之间焊接。3)低碳钢机架焊缝打磨平整后,以TIG焊接方法,采用直径1.2 mm的ER316L焊丝对316 L不锈钢1.5 mm的覆膜板之间焊接。4)采用ER309LMo焊丝,利用TIG焊接方式对低碳钢板与316 L覆膜板之间焊接。5)低碳钢机架上的螺纹孔需镶嵌不锈钢套进行加工制作。6)采用粒径0.12~0.18 mm的千叶轮打磨包覆焊缝,酸洗处理后对包覆焊缝进行液体渗透探伤检测,探伤标准JB/T4730.5—2005[1]。7)最后焊缝表面进行清洗与钝化处理。
2 包覆制作工艺
2.1碳钢支架的制作
根据合格的WPS焊接工艺规程焊接低碳钢机架,低碳钢板焊接处开破口,破口及坡口边缘20 mm区域需打磨出金属光泽,如图1a所示,厚度大于40 mm板材在焊接前对焊接区域需预热100~150°C处理,并以MAG方法将低碳钢板材焊接成方型管,方形管上的不锈钢连接板不需要包覆,采用E309LMoT1-1焊丝以FCAW方法与方形管焊接。在包覆之前,碳钢焊缝需要打磨平整,碳钢机架焊接完成校正后对加工面进行机加工,焊接加工后的碳钢支撑架如图1b所示。
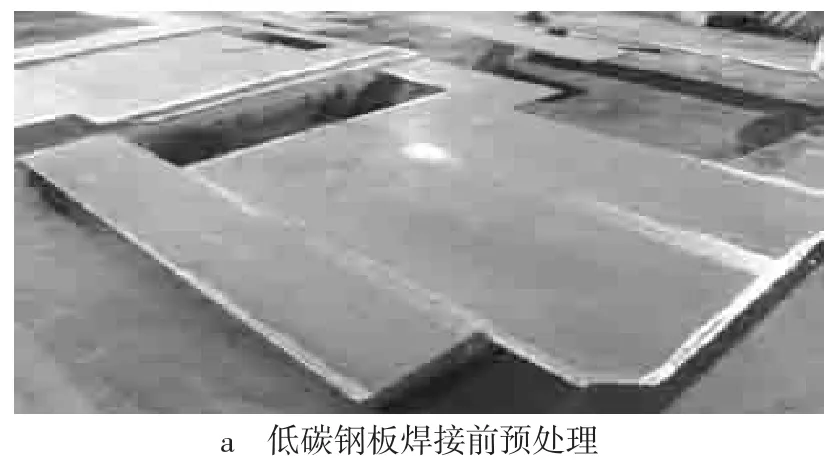
图1 低碳钢支撑架

碳钢板上的螺纹孔采用不锈钢套镶嵌到低碳钢板,选取ER309LMo焊丝及TIG焊接方式对低碳钢板与不锈钢套焊接制作,不锈钢套的直径最小为2倍螺纹直径,长度最小为2倍螺纹直径,四周焊缝a为0.3倍螺纹直径,如图2所示[2]如果碳钢机架的不锈钢连接板厚度大于或等于所要求的螺纹直径,则不需要镶嵌不锈钢套制作螺纹,所有焊缝应平滑过渡,无气孔、无裂纹缺陷,符合ISO5817 C级质量要求[3]。

图2 镶嵌式不锈钢螺纹
2.2不锈钢包覆碳钢机架
低碳钢机架机加工结束后,采用1.5 mm的316L不锈钢覆膜板对碳钢面进行包覆,包覆板根据碳钢面形状裁剪,且将焊缝处的覆膜去掉20 mm,包覆板紧贴碳钢板材,并用夹具夹紧,包覆板平对接留有间隙1~2 mm,角对接留有间隙1 mm,螺纹处的包覆板孔径大于螺纹孔直径约4 mm,即留有约2 mm焊缝间隙,并与不锈钢套焊接,包覆示意如图3所示[2]。选用不锈钢直径1.2 mm的ER316焊丝,用TIG焊接方法焊接,焊接时先点焊不包覆,如图4所示,再对板材进行焊接。
由于加工吊装时会破坏不锈钢覆膜造成划痕,一般来说不锈钢连接板的低碳钢机架梁机加工后再包覆,如图5a所示。但包覆焊接可能引起已加工不锈钢连接板的加工面形位公差超差,如平面度超差。为了消除由包覆焊接引起的加工区域变形,因此需对有些不锈钢连接板加工面区域进行预包覆后再加工,如图5b所示为预包覆横梁,预包覆加工完成后再完全包覆低碳钢梁。
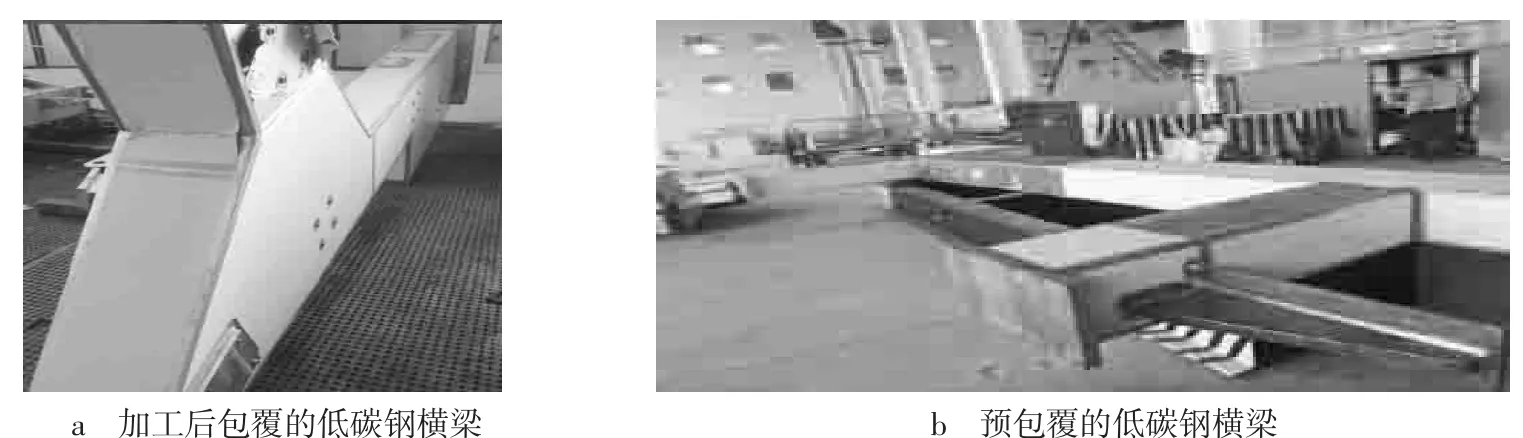
图5 加工后包覆和预包覆后加工的低碳钢横梁
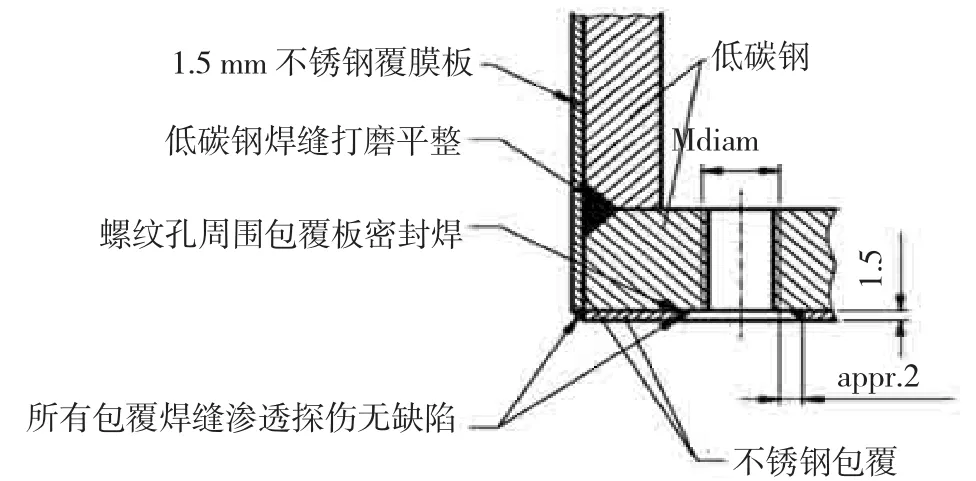
图3 不锈钢包覆低碳钢梁

2.3液体渗透探伤检测
低碳钢机架包覆完成后,用胶帽塞住所有螺纹孔,对包覆的焊缝用粒径0.12~0.18 mm的专用不锈钢千叶轮对焊缝区域40 mm宽度打磨、酸洗、清洗干净后由有资质的无损探伤人员对包覆焊缝液体渗透探伤,此工艺的渗透探伤报告主要内容如表1所示。

表1 着色探伤检验报告
根据探伤标准JB/T4730.5—2005判定焊缝是否存在气孔、裂纹和未熔合不足等缺陷,焊缝符合质量等级I级。如不合格需补焊,并对补焊处重检,直至焊缝符合所要求的渗透探伤标准的质量等级I级。
2.4焊缝清洗、钝化与预装配
包覆焊缝探伤合格后,清洗焊缝并进行钝化处理,检查焊缝美观就预安装,装好后撕掉保护膜。
3 结论
(1)低碳钢机架焊接严格按照评定合格的焊接工艺进行,焊接后校直再进行机加工,机架碳钢面上的螺纹孔需用不锈钢棒镶嵌焊后制作。
(2)机架在包覆之前,碳钢焊缝表面要打磨平整,包覆时不锈钢与不锈钢、不锈钢与碳钢材料焊接要选择正确焊丝及规定的焊接工艺,包覆焊接时可引起某些加工面的形位公差超差,因此某些机架梁的加工工艺需在预包覆工艺之后进行。
(3)包覆焊缝需用专用的不锈钢千叶轮打磨工具进行打磨、清洗、酸洗后对焊缝进行渗透探伤检测,确保焊缝无裂纹、气孔等缺陷。
(4)渗透探伤结束后对焊缝清洗与钝化处理,机架预组装后去掉不锈钢包覆板的覆膜。
参考文献:
[1]全国锅炉压力容器标准化技术委员会. JB/T4730.5-2005承压设备无损检测第5部分∶渗透探伤[S].北京∶中国标准出版社,2005.
[2]GEORG Reck,JOSEF Ully.安德里茨设计图纸[R].格拉兹∶安德里茨,2012.
[3]ISO technical committees. ISO5817∶2014 Welding-Fusion-welded joints in steel,nickel,titanium and their alloys(beam welding excluded)-Quality Levels for imperfections[S]. Switzerland∶ISO,2014.
【责任编辑:任小平renxp90@163.com】
New application of stainless steel cladding process in mild steel frames
YU Shan-kun
(Andritz(China)Ltd.,Foshan 528000,China)
Abstract∶The mild steel frames cladded with stainless steel plates were manufactured by metal inert gas welding (MAG),flux cored arc welding(FACW)and tungsten inert gas welding(TIG)way,the cladding weld seams were done by liquid penetrant examination to make sure no defects after they were ground and pickled,then the cladding weld seams were flushed,pickling and passivation,the resnlts slwed that the cladding frames surfaces looked perfect which could meet the anti-corrosion properties in their life spans and cost reduction requirements.
Key words∶welding procedure specification;cladding;liquid penetrant examination;pickling and passivation
中图分类号:TG457.11
文献标志码:A
文章编号:1008-0171(2016)03-0035-03
收稿日期:2015-10-27
作者简介:于善坤(1975-),男,山东莒县人,安德里茨(中国)有限公司工程师。
