汽车变速箱齿轮油槽的结构及成形浅析
2016-06-05谭明皓贾宏伟江叔通
谭明皓,贾宏伟,江叔通
(南昌齿轮锻造厂,江西 南昌 330044)
汽车变速箱齿轮油槽的结构及成形浅析
谭明皓,贾宏伟,江叔通
(南昌齿轮锻造厂,江西 南昌 330044)
变速箱齿轮工作时需齿轮油进行润滑和冷却,为此需在齿轮端面设计油槽。本文介绍了齿轮油槽的结构形式和对应的成形工艺,其中油槽热锻成形工艺方案较为经济,但需要具有下顶出机构和封闭行程的机械压力机类设备,以及能够很好控制下料重量一致性的精密剪床或高速圆盘锯来实现双面油槽热锻成形工艺。针对双面油槽齿轮成形中存在的油槽破齿和油槽不通缺陷原因进行分析,并提出改进方案。
热锻成形;齿轮油槽;双面油槽;缺陷
汽车变速箱齿轮工作时需要齿轮油进行润滑和冷却,当润滑不足时,会造成齿轮、轴承等零件过早失效。为保证齿轮在工作中获得足够的润滑,设计时在齿轮端面设计油槽,起到通油作用。油槽的结构不同,其成形工艺也不同。国内对齿坯锻造在油槽方面研究较少,蒋鹏[1]对汽车用齿坯的不同锻造工艺进行了论述。江叔通等[2]对单面油槽+单面轮辐和双面油槽+单面轮辐结构齿坯闭式锻造进行了阐述,并将油槽直接锻造成形。从已有的研究成果来看,对油槽的结构类型和对应的成形方式未有报道。本文对齿轮油槽的结构和成形进行分析。
1 齿轮油槽的结构
汽车变速箱齿轮在交变载荷下工作,因此对齿轮机械性能要求较高,其毛坯则需要采用锻造工艺方式使其机械性能达到要求。根据档位齿轮的作用和所需润滑要求,齿轮油槽主要有以下4种形式:圆形油槽、梯形油槽、矩形油槽和V形油槽,如图1所示。
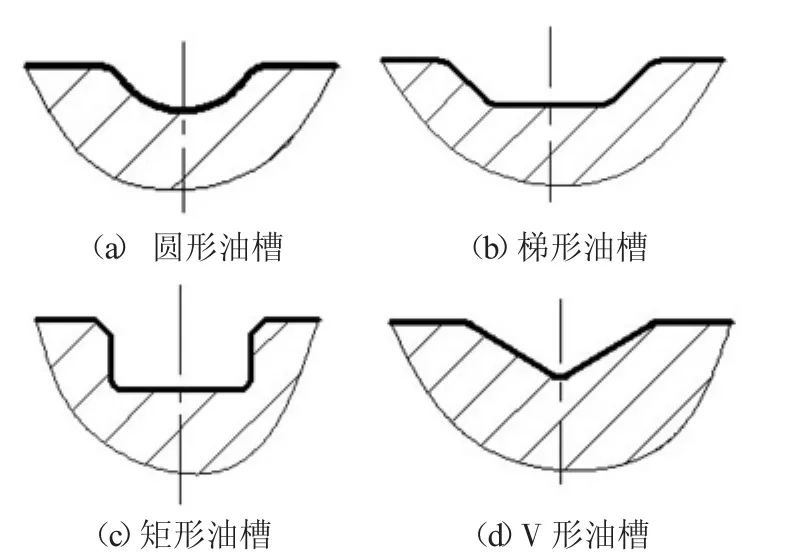
图1 齿轮油槽结构
2 齿轮油槽的成形方式
油槽成形方式有:①齿轮锻造完成后油槽冷压,可用于所有类型油槽的加工;②齿轮锻造完成后机加工铣油槽,也可用于所有类型油槽的加工;③油槽热锻成形,不能应用于无拔角的油槽(如矩形油槽),如图2所示。根据齿轮精度要求,选择不同成形方式生产。其中冷压和铣油槽方式需增加工序,而油槽热锻成形无需增加工序,同时可节省油槽处的材料消耗,从成本角度考虑,油槽热锻成形更经济。
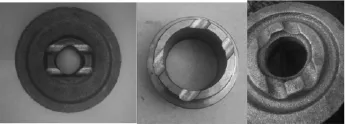
图2 齿轮油槽成形方式
齿轮和油槽的结构也决定了成形工艺方案。单面油槽齿轮,油槽可热锻成形;双面油槽齿轮,由于受锻件厚度尺寸变化的影响,机加工后油槽深度尺寸无法保证,故该种类型油槽一般只锻单面,另一面油槽通过冷压或铣削方式成形。若双面油槽能直接锻造成形,不但可节省材料消耗,而且减少工序,加快物流周转时间。
3 双面油槽热锻成形方式
具有双面油槽的齿轮,油槽热锻成形可节省加工工序和材料消耗,降低生产成本。采用闭式模锻工艺方案,对锻造设备的选型和下料重量尤为重要。以下对两者进行分析。
3.1 锻造设备选择
齿轮锻造设备通常选用模锻锤、螺旋压力机或机械压力机[3]。为实现双面油槽热锻成形,设备必须具有以下2个特点:①齿坯为环形,结构简单、对称,通常采用闭式锻造,以使材料利用率最大化,因此设备必须具有顶出机构;②设备能够控制锻件厚度尺寸,否则锻件成形后油槽深度尺寸无法保证,因此设备的打击行程必须能够控制。
锤上模锻是常用锻造工艺方案,模锻锤具有通用性强、生产效率高等优点,但该类型设备无顶出机构,无法实现闭式模锻,且打击能量靠锤头行程和速度来保证,无法有效控制锻件厚度,故不选用模锻锤。
螺旋压力机具有模锻锤和机械压力机的双重工作特性。螺旋压力机在工作过程中带有一定的冲击作用,滑块行程不固定,这是锤类设备的工作特点。但它又是通过螺旋副传递能量的,当坯料发生塑性变形时,滑块和工作台之间所受的力,由压力机封闭框架所承受,并形成一个封闭式的力系,这是压力机的工作特征。因其滑块行程不固定,无法有效控制锻件厚度尺寸,故也不选用螺旋压力机。
机械压力机是适用于自动化高效率生产的锻压机械,也是仅次于锻锤而被广泛应用的模锻设备,其具有载荷为静压力,而且变形力由机架本身承受;滑块行程固定;导向良好,承受偏置能力强;有上、下顶出装置。该类设备具有顶出装置,能实现闭式锻造的锻件出模,滑块行程一定,能有效控制锻件厚度,因此选用该类设备。
3.2 下料重量控制
闭式模锻为金属在封闭的模腔内流动、成型。因其不产生飞边,故对下料的重量一致性要求高。下料重量超上差,则会产生较大纵向毛刺,进而影响机加工序;下料重量超下差,则锻件充不满,毛坯车不光的概率大。具有双面油槽的齿轮锻造时对下料重量的要求更高,尤其是高速档位齿轮。图3为某变速箱的二轴六档齿轮锻件图,外径为ø60mm,下料重量的偏差大小对锻件的厚度尺寸和油槽有较大影响[4]。
当下料重量偏重时,锻件打不靠(厚度名义尺寸H),实际厚度比名义尺寸厚△H,如图3所示。毛坯机加工后油槽的深度尺寸则要浅△H,如图4所示。

图3 某二轴六档齿轮锻件示意图
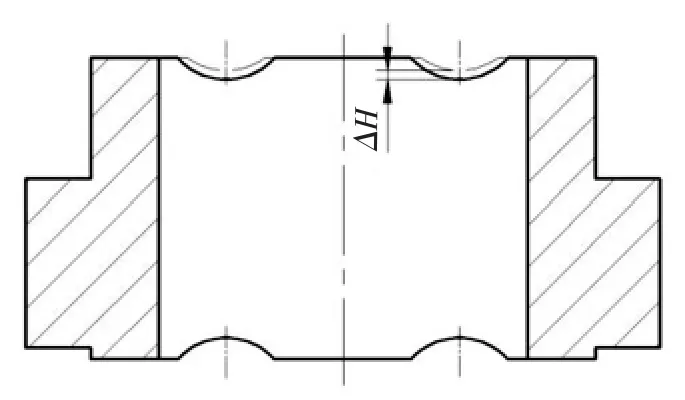
图4 某二轴六档齿轮粗车示意图
由公式△m=ρ×v=ρ×πr2×△H,△H=△m/(ρ×πr2)得出:当△m=10g时,△H=0.45mm。计算得出,每10g料的重量偏差,对油槽深度尺寸影响为0.45mm,而若油槽深度公差为±0.3mm时,若下料偏差较大,油槽尺寸则无法保证。
为精确控制下料重量,设备可选择精密剪床或高速圆盘锯。精密剪床下料重量控制在10g内,圆盘锯下料长度能控制在0.2mm内。外径ø60mm的齿轮重量通常在0.6~0.8kg,钢材规格选用ø40mm时,坯料的高径比1.5~2之间,该规格较为合适。圆盘锯的下料重量公差为:m=ρ×v=ρ×πr2×L=7.85×103×3.14× 20×20×10-6×0.2≈2g。圆盘锯在下料重量的控制及端面质量上优于精密剪,但生产效率低于精密剪,材料损耗则高于精密剪。在满足工艺要求的基础上,从整个经济性角度考虑,可选择精密剪床下料。
4 双面油槽齿轮存在的缺陷
在锻造过程中,上下模错移是不可避免的缺陷,只能依靠设备导轨和模座导向精度[5]来减小,错移过大则造成油槽成形缺陷。如图5所示为某变速箱二轴五档齿轮不合格品,由于油槽错移大(超过要求0.6mm),造成油槽破齿或油槽不通。
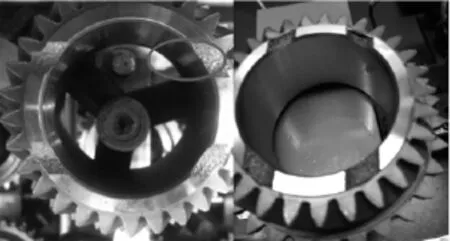
图5 某变速箱二轴五档齿轮不合格品图
热锻成形油槽缺陷的控制需从锻造工艺角度进行消除。如图6a所示为某变速箱二轴五档齿轮原锻造工艺方案,从锻造工艺角度考虑[6],该方案较为合理,有利于金属流动和锻件成形。但其上端油槽嵌入端面,上下模错移大,必然造成油槽破齿或油槽不通。齿轮毛坯机加工时,上下模之间存在纵向飞边而影响装夹,故装夹面只能以下模定位,上端的油槽因锻造时的错移而存在偏心,零件加工完后油槽偏心导致破齿或油槽不通。为此,将嵌入端的油槽设计在下模,使油槽与机加工装夹面在同一模腔中成形,如图6b所示,此方案可避免因错移而造成双面油槽齿坯存在的缺陷。
5 总结
齿轮油槽的结构主要有圆形油槽、梯形油槽、矩形油槽和V型油槽4种,通过冷压、铣削或热锻工艺方式成形。从成本角度考虑,油槽热锻成形更为经济。使用具有下顶出机构和封闭行程的机械压力机设备,可将具有双面油槽的齿轮油槽直接热锻成形,但需要精密剪床或高速圆盘锯下料,以保证下料重量的一致性。对于因上下模错移而导致齿轮产生油槽破齿或不通的缺陷,在锻造工艺设计时,应考虑嵌入端油槽与锻件机加工时的装夹面在同一模腔中,避免锻件错移对油槽产生的缺陷。
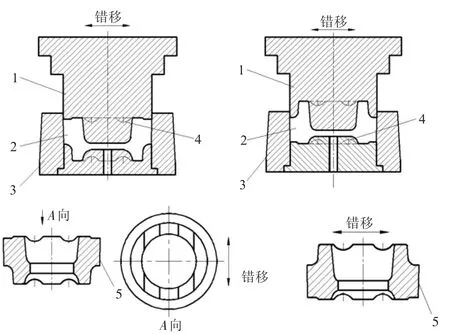
图6 某变速箱二轴五档齿轮的模具结构图
[1]蒋 鹏.汽车用齿坯的精密锻造技术 [J].金属加工(热加工),2009,(17):16-18.
[2]江叔通,孙 建,谭明皓,等.三种典型汽车变速箱齿坯的闭式锻造工艺浅谈[A].第二届齿、轴专题会议论文集[C].北京:2016:26-32.
[3]姚泽坤.锻造工艺学与模具设计[M].西安:西北工业大学出版社,2007.
[4]李 岩.锻模设计实用手册[M].北京:中国知识出版社,2006.
[5]卢建中.摩擦压力机闭式模锻齿坯模架结构设计[J].机械管理开发,2001,(3):61-62.
[6]余汪洋.齿坯闭式模锻的模具设计[J].机械工艺师,1994,(4):12-14.
The analysis of structure and forming of transmission gear oil groove
TAN Minghao,JIA Hongwei,JIANG Shutong
(Nanchang Gear Forging Factory,Nanchang 330044,Jiangxi China)
Transmission gears in the work need gear oil for lubrication and cooling,will be in the gear end face design oil groove.This paper introduces the structure form of the gear oil groove and the corresponding forming technology,in which the hot forging process is more economical,but need to have under the ejection mechanism and closed stroke of the mechanical press equipment,and can realize double side oil groove of hot forging process the weight of material in good agreement under the control of the precision shearing machine or high-speed circular sawing.On the other side,the cause of broken teeth and barrier defects of the double side oil groove gear is analyzed,and the improved scheme is put forward.
Gear oil groove;Double oil groove;Hot forging process;Defect
TG316
A
10.16316/j.issn.1672-0121.2016.06.015
1672-0121(2016)06-0057-03
2016-10-14;
2016-11-22
谭明皓(1987-),男,助理工程师,从事汽车变速箱齿坯锻造工艺开发。E-mail:tanmh@ncgear.com.cn