降低N车型中控台储物盒锁体失效故障率分析
2016-05-30梁少龙
梁少龙

【摘 要】针对N车型出现售后储物盒把手断裂导致储物盒无法正常闭合的问题进行分析,从人、机、料、法、环等环节对可能造成此问题的影响因素进行理论和实践探究,为解决内外饰注塑件的质量问题提供借鉴与帮助。
【关键词】汽车内外饰件;中控台;储物盒;IPTV
【中图分类号】F426 【文献标识码】A 【文章编号】1674-0688(2016)01-0086-04
近年来,我国的汽车行业发展迅速,汽车开始走进千家万户。储物盒作为汽车中控台重要的组成部分,在日常生活中使用的频次非常高,所以耐用性是非常重要的要素。2015年N车型市场上陆续反馈出现储物盒把手使用过程中断裂导致锁体失效,储物盒无法正常闭合的问题。本文针对影响储物盒把手断裂的各种因素进行分析研究,以期提高产品的使用耐久度和客户满意度。
1 N车型售后储物盒把手断裂故障率统计
笔者对2014年11月以后售后数据进行统计分析发现,储物盒把手断裂的故障率相对其他内饰件都要高,从退回的故障件确认缺陷模式表现也相对比较单一,主要表现为储物盒把手进胶口位置断裂导致锁舌不回弹,储物盒无法闭合(如图1所示)。售后统计数据如图2所示。
2 储物盒把手断裂原因分析
本文针对储物盒把手断裂问题的各个相关因素,分析问题的症结点,得出7条可能造成储物盒把手断裂的原因,并对它们逐一客观分析(如图3所示)。
2.1 取件方式不当造成零件产生隐裂
调查该工位目前有员工2名,两班倒,在岗时间都已超过1年,工作水平可达到独立上岗水平。在线旁连续观察5次员工的取件方式,取件方式符合作业文件要求,对取出的零件进行确认,未发现外观存在明显磕碰、隐裂痕迹,基本可排除人员取件方式的影响。
2.2 使用了非指定供应商的原材料,原料粒子性能下降
公司在产品开发初期阶段就会指定原材料采购供应商,并开展一系列物理、化学性能实验,确保产品能满足各种使用条件;不排除供应商私自更换原材料供应商,导致产品性能下降。因此,我们对供应商2014—2015年的进出货记录进行核查,发现原材料供应商与分供方清单一致,并在现场抽取最近批次在用的原料粒子送第三方实验室进行性能确认,结果合格,因此可排除原材料性能不合格导致零件耐久性降低的可能性。
2.3 原料粒子中添加过多水口料
水口料是指注塑过程中产生的料把,按照行业约定俗成的管理规定,一般允许在生产过程中添加部分粉碎后的水口料,但需要将比例严格控制在15%以内,对储物盒外开把手生产过程进行调查,生产过程经确认一直不添加水口料,不存在因水口料添加过多导致产品性能下降的可能性。
2.4 注塑过程工艺参数管控不到位
调查储物盒把手注塑生产记录,工艺参数设定数值符合工艺参数卡要求,特别是烘料温度、时间、注塑压力、保压时间等都符合工艺要求,基本可排除由于注塑过程出现异常导致的产品性能下降。
2.5 开机注塑调试件管控不到位
注塑机开机以后通过电流进行加热,设备温度达到设定温度后,模具温度一般还未完全达到设定温度,这个时候就需要通过预留加热时间和通过生产零件来使模具达到理想的温度,待模具温度达到设定温度后,只要设备持续运转一般就不会出现问题。
调查储物盒把手的注塑过程,该零件为1模2腔结构,成型周期较快,只需要22 s,注塑机设定温度为220 ℃。目前对调试件的管控没有明确要求,员工根据经验,一般是待零件没有缺料后,会对前5模左右进行隔离处置。为验证隔离5模是否可靠,对设备开机冷模状态下生产的零件进行故障模拟,情况如下:前10模(一模两件)的零件断裂面与售后反馈故障件的断裂特征基本吻合[如图4(b)所示];第11模后的进胶口位置融合状态好转,20模以后的零件进胶口位置断裂面特征与故障件完全不同[如图4(c)所示],模具升温后融合状态明显变好。因此,调试件管控不到位是储物盒把手断裂的主要原因之一。
2.6 频繁启停导致温度波动
经调查,供应商的生产方式是两班倒,白班
8:00—17:30生产,其中11:30—13:00停机午休;夜班20:00—5:30生产,休息2次,不停机;17:30—20:00、5:30—8:00停机维护。通过调查发现该供应商的生产过程较为零散,设备启停次数较多,既是对能源的浪费,同时也会导致模具温度出现波动,存在零件融合不良的质量隐患,是造成储物盒把手断裂的主要原因之一。
2.7 零件结构设计不合理
从故障件分析,储物盒把手断裂都是沿进胶口位置(如图5所示)。从注塑结构上分析,进胶口位置易产生收缩痕,强度低;且把手在使用过程中,进胶口位置存在弹簧作用力,增加了此处断裂的风险,因此结构设计不合理也是导致把手断裂的主要原因之一。
3 根据原因分析制定措施
通过对鱼骨图确定的7条可能原因逐一通过客观验证的办法加以识别,从而锁定3条要因并制定如下对策。
(1)更新作业指导书,注塑开机调试阶段生产的前20模隔离报废处理,以防止冷料或融合不良的产品流出。
(2)优化作息时间,按照业界通用做法,注塑线改为24 h连续生产,中间过程设备不停机生产,减少停机造成的模具温度波动。
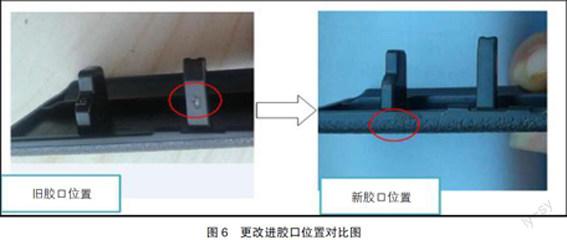
(3)优化储物盒把手进胶口位置,移至面板一侧(非受力点),降低进胶口位置受力断裂的风险(如图6所示)。
4 实施效果
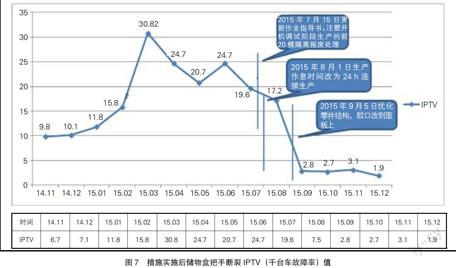
通过统计2015年9月份断点后的售后数据,措施实施后,N车型中控台储物盒的售后返修IPTV(千台车故障率)值下降到3左右,且数据没有反弹,至此,该问题得到有效控制和解决(如图7所示)。
5 结语
本文主要结合工作中N车型出现的中控台储物盒把手断裂问题作为案例,从中总结了汽车内外饰件质量问题调查的经验,归纳了内外饰塑料件问题的原因分析查找的基本方法,为后续产品及其他車型的质量问题解决提供了思路和参考。
参 考 文 献
[1]朱芝培.国内外汽车用塑料的进展[J].工程塑料应用,199:(2):31-33.
[2]王斌.汽车用塑料的研究进展[J].工程塑料应用,2006,34(4):76-80.
[3]李平.汽车用聚丙烯材料研究进展及应用[J].塑料工业,2011,39(S1):26-29.
[责任编辑:陈泽琦]
