中径规测量误差分析
2016-05-30司磊
司磊
摘 要:该文介绍了中径规的使用背景、它的结构以及使用方法,重点分析计算了中径规测量中径值的公差范围,对其测量的数据进行误差分析。通过分析计算可知,使用中径规测量数据的不确定度远小于测量极限误差,符合误差理论,说明在辅以检验螺纹的螺距、齿高、锥度等各单项参数的情况下,通过使用中径规检验石油油套管中径值代替量规检验紧密距满足生产实际需要,中径规测量的数据精度是满足加工要求的。
关键词:石油油套管 中径规 公差 不确定度
中图分类号:TG85 文献标识码:A 文章编号:1674-098X(2016)05(b)-0042-03
随着石油工业的发展,石油油套管需求越来越大,提高油套管产品质量保障石油勘探开发的安全进行是石油油套管行业面临的一个重大问题。以前,油套管质量主要通过量规以及其他单项检测仪器来控制,随着检测技术的发展,越来越多的油套管加工企业使用中径规进行中径值控制,进而代替量规检测紧密距。使用中径规面临的一个问题,就是它检测的是单项参数——中径值这一项参数,而量规检测的紧密距,代表的是一个综合参数,只要量规旋紧在油套管上紧密距合格,它代表了中径、螺距、锥度、齿高等各项参数综合起来是合格的,不仅仅代表中径是合格的。因此在使用中径规测量参数时,一定要配合螺距表、齿高表以及锥度仪等单项参数仪一起检测,每个单项参数合格,才能保证油套管质量整体合格。
既然中径规检测有局限性,为什么越来越多的油套管加工企业选择中径规辅以其他单项参数仪共同检测,逐渐替代了量规的使用呢?主要原因有以下几点:一是不仅量规的制造成本较高,而且量规检测范围单一,一种规格的检测量规只能检测同种规格的油套管,一旦生产的油套管规格多所需的检测量规就多,相比之下,中径规的检测范围大。使用量规,检测工作量大保养不好的话磨损非常厉害,而且必须送到API组织认可的仅有几家地区规校准机构重新校对;二是使用量规检测劳动强度大、检测效率低,像9-5/8"、13-3/8"以上尺寸的量规非常重,工人使用起来不方便,使用不当还会把加工合格的油套管划伤甚至损坏;三是使用中径规辅以其他单项参数仪共同检测,并没有增加其他单项参数检测量,因为在使用量规检测紧密距时,螺距、齿高、锥度等参数也是必检项,同时由于使用中径规的方便,可以提高中径值的检测频次,更加保证油套管质量;此外,中径规校准核对只需送往国家认可的校准机构校对即可,校准机构多,校准工作方便。因此,近些年使用中径规的油套管企业越来越多,这是中径规的优势所在。
1 中径规的组成及使用方法
1.1 中径规的组成
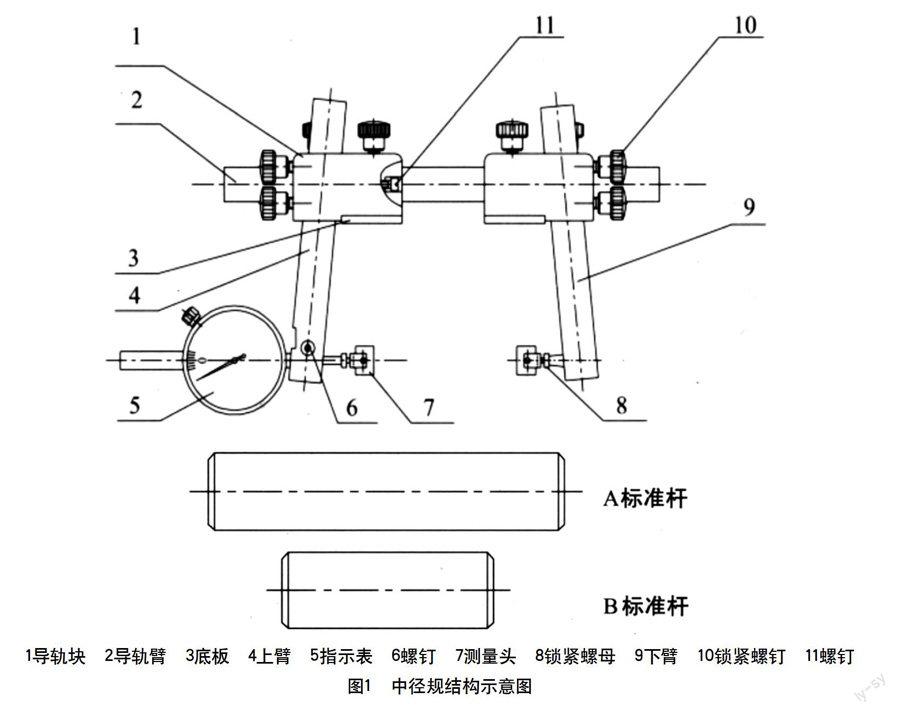
中径规的组成如图1所示(因内、外螺纹中径规组成和使用方法一样或类似,此处仅以外螺纹中径规为例)。
1.2 中径规的使用方法
如图1所示,松开导轨块1侧面的锁紧螺钉10,将B标准杆置于底板3和测量头7之间,通过调节测量头7的高度和滑动下臂9,使B标准杆端面分别和底板3、测量头7的侧面紧密贴合,锁紧螺母8和锁紧螺钉10,取下B标准杆。上臂4重复上述过程。
松开导轨块1上方的锁紧螺钉10,将A标准杆置于两测量头7之间,滑动导轨块1,使两测量头7的工作面和A标准杆的端面紧密贴合,同时使指示表5的测杆有适当的压缩量,锁紧锁紧螺钉10,转动表圈使刻度盘零线和指针重合,锁紧表圈,取下A标准杆。
将设定好的测量仪水平放置,两个测量头与被测外螺纹牙顶紧密接触,将底板3紧贴螺纹管端面,以下臂9上的测量头为支点,在水平位置两边转动测量仪,指针在某一刻线转过后反方向转动时,记录此时偏差值。旋转测量仪90°再一次测量,指针在某一刻线转过后反方向转动时,记录此时偏差值。将两个偏差值取平均值为中径偏差(如最大值为+0.02,最小值为-0.06,则平均中径偏差为-0.02),最大值减去最小值为椭圆度公差(如最大值为+0.02,最小值為-0.06,则椭圆度公差为+0.08)。按以上方法在管端圆周360°不同位置多次测量,找出真正的最大值和最小值,力求结果更准确。
2 中径规中径公差的确定
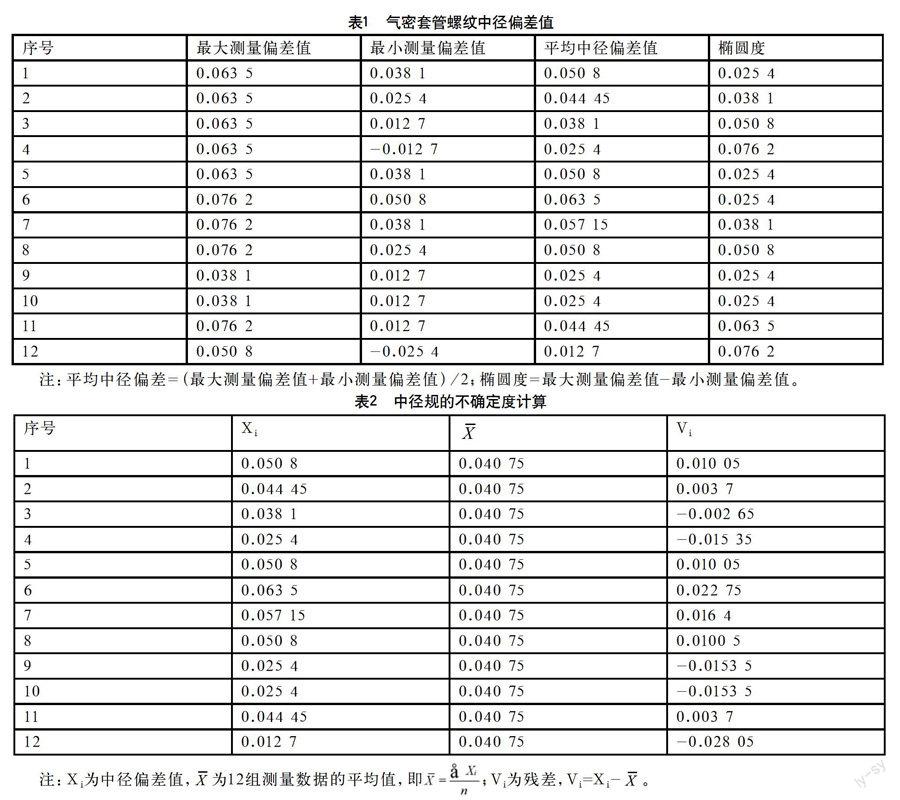
以中径规实测9-5/8"某特殊气密套管螺纹为例进行中径公差的确定,中径偏差值如表1所示。
中径公差的确定,就是将螺纹紧密距允许偏差,转化为中径允许偏差,即将轴向偏差转化为径向偏差,计算公式为:中径允差=紧密距允差×锥度值(不考虑锥度、齿高、螺距对紧密距的影响)。
以9-5/8某特殊气密套管螺纹为例进行计算,该螺纹类型是4牙类偏梯形螺纹,有专门的密封结构,不靠螺纹密封,锥度为1∶16。参照API Spec 5B中5牙偏梯形螺纹紧密距允差范围:0~+1/2p(p为螺距)[1],可知该气密套管螺纹紧密距允差范围是0~3.175 mm。
中径允差δˊ=3.175×=0.198 mm(0~0.198 mm);
按照公司紧密距内控标准:0.2~2 mm计算,中径允差的内控标准为0.2×~2×,即0.0125~0.125 mm。
3 中径规误差分析
中径规在测量中会产生误差,主要有中径规校准块制造误差,轴向标准棒制造误差,指示表的示值误差等。虽然操作人员的操作水平和测量环境也会影响测量结果,但是只要正确操作,该两项误差相对前面3种主要误差几乎可以忽略不计。
查阅相关文献[2]可知,测量量具的允许误差应在被测工件允许误差的1/10~1/3之间。以此次试制加工的9-5/8"类
偏梯形特殊螺纹为例,中径规标准杆制造误差δx为±0.001 mm,指示表的示值误差δy为±0.0254 mm(0.001in),中径规轴向校准块制造误差δz为±0.001 mm。
中径规不确定度的含义是指由于测量误差的存在,对被测量值的不能肯定的程度。反过来,也表明该结果的可信赖程度。它是测量结果质量的指标。不确定度愈小,所述结果与被测量的真值愈接近,质量越高,水平越高,其使用价值越高;不确定度越大,测量结果的质量越低,水平越低,其使用价值也越低。在报告物理量测量的结果时,必须给出相应的不确定度,一方面便于使用它的人评定其可靠性,另一方面也增强了测量结果之间的可比性。不确定度以标准偏差σ表示[3]。
现以表1所测的平均中径偏差值对中径规的不确定度进行计算,结果如表2所示。
因此,测量数据的不确定度0.015 43 mm。
该气密套管螺纹锥度为1∶16,即2tanα=,轴向标准块制造误差δz反映到中径上为误差δzi,从前面的分析可知,2tanα=,故δzi=δz×2tanα。
因为δx、δy、δzi是3个相互独立的误差,故总误差,即=0.025 42 mm。
该文前面已得出该气密套管螺纹中径允差δˊ=0.198 mm,故所占总误差比为0.128 38,介于1/8和1/7之间,中径规的不确定度远小于测量极限误差,因此符合误差理论,即用中径规测量螺纹中径参数以控制油套管产品质量,是满足生产实际要求的。
4 结论
(1)经过分析计算可知,通过紧密距范围可以确定适合生产用的中径值公差范围,使用中径规测量的数据的不确定度远小于测量极限误差,符合误差理论。
(2)在辅以检验螺纹的螺距、齿高、锥度等各单项参数的情况下,通过使用中径规检验石油油套管中径值代替量规检验紧密距满足生产实际需要,中径规测量的数据精度是满足加工要求的。中径规代替量规,能降低油套管质量检测仪器成本,拓宽仪器的检测范围,大大提高质量检验的效率,减轻工人劳动强度,保证测量精度。
参考文献
[1] API Spec 5B,套管、油管和管线管螺纹的加工、测量和检验规范[S].
[2] 鲁绍曾.现代计量学概论[M].北京:中国计量出版社,1987.
[3] JJF 1059-1999,测量不确定度评定与表示[S].
