浅谈客车地板革粘贴工艺
2016-05-30王茂
王茂
摘要:随着社会的不断发展,客车行业竞争也越发激烈。因此在现代时期,汽车的使用性能及安全性能已经不能满足人们的需求,这导致客车造型及内、外饰的操作质量也成为用户关注的焦点。文章通过地板革粘贴方法比较,分析了影响地板革粘贴的主要因素,并制订粘贴规程,从而提高整车内饰质量。
关键词:客车;地板革;粘贴工艺;内饰质量;使用性能;安全性能 文献标识码:A
中图分类号:TG494 文章编号:1009-2374(2016)20-0098-02 DOI:10.13535/j.cnki.11-4406/n.2016.20.048
客车车厢内地板平面上粘贴地板革已广泛应用,地板革的粘贴方法不同,所用的地板粘结胶材料不同,不仅影响内饰美观效果,地板胶散发出气味还会影响乘坐的舒适性,而且地板革粘结胶和地板革粘贴方法不当会导致后期地板革鼓包、分层、大面积脱开,返工处理费时费力、成本高。由此可见,地板革粘贴方法与所用地板胶对客车内饰的美观、效果及舒适性都是至关重要的。目前影响地板革粘贴质量的主要因素有地板革、地板胶、底材、喷枪。
1 地板革
地板革的主要成分是PVC、石英砂,主要作用是改善地板耐磨、装饰或防滑性能,常用的地板革有如下五种:(1)普通地板革:一般用在旅游客车等装饰性要求较高的客车上;(2)条纹地板革:此地板革耐磨性较好,并且外表面带有平行的凸出条纹,可防滑,一般用在对耐磨性要求较高的公共汽车上;(3)耐磨地板革:此地板革除了外表面为平的外,其他与条纹地板革相同;(4)复合地板革:此地板革装饰性较好,且耐磨性较普通地板革高,一般用在小型客车上;(5)石英地板革:该地板革中含有耐磨的石英,故不仅具有非常高的耐磨性和防滑性能,而且还有很好的装饰性。石英地板革对缝一般采用焊接工艺,多用在高档客车上。
地板革粘贴面有覆合无纺布,也有不覆合无纺布;覆合无纺布的地板革有益于粘贴,不覆合无纺布不易粘贴,需指定配套的地板胶。
2 地板胶
目前在用的地板胶主要有两种:一种是溶剂性胶;另一种是水溶性胶。
溶剂性胶的特点是初粘力较强,气味重;水溶性胶的特点是初粘力较弱,无气味。
3 底材
底材主要有竹胶板、竹木板、PVC板、铝板、镀锌板。
底材表面是光滑的,如PVC板、铝板、镀锌板,表面需要用砂纸打磨或喷漆;底材表面凹凸不平的,如竹胶板、竹木板,表面不需打磨。
4 喷枪
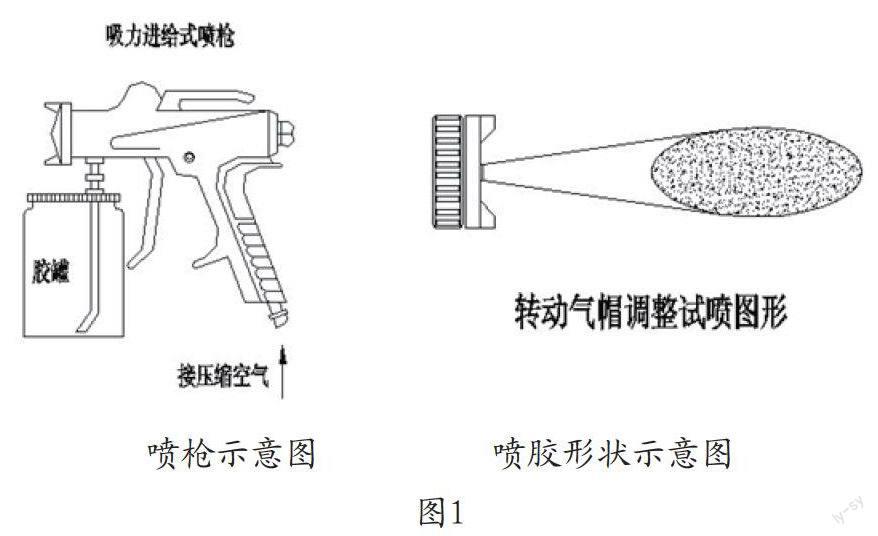
喷枪一般选用压力进给式喷枪,工作压力:3.0~5.0bar;标准口径:1.8~3.0mm,如图1喷枪示意图所示。
调节喷枪压力,使喷出的胶呈雾状,断面棒球形式最好,如图1所示。喷枪移动速度要匀速,每m2施工时间为20~30秒,速度太慢胶会堆积,太快喷胶量不足;控制好手势匀速移动喷枪,两次喷胶重叠区域宽度控制在100mm左右为好;喷枪与喷涂表面为250~450mm,距离太近或太远效果都不好。喷涂太近,胶材料堆起;喷枪太远,胶料在到达表面前形成干尘的倾向,并且附着力大大降低。胶最后形状为网状,胶量分布均匀,没有堆积及胶量太少现象。
喷枪口与被喷涂面的角度为45度。
喷枪必须在正常工作压力下使用,每次使用完必须立即清洗喷枪及附件,防止胶水部分或全部堵塞喷嘴,影响喷胶。
地板革粘贴工艺流程:地板革下料→喷胶→凉置→粘贴→推压→切除→固化。
根据地板革粘贴质量的主要影响因素和地板革粘贴工艺流程,下面简单阐述一下地板革的粘贴方法:
第一,地板革粘贴并非千篇一律,需要根据客户需求及车型实际状态来定。总的原则:平面位置粘贴地板革尽可能用水溶性胶,以便减少胶水散发出的刺激性气味,由于水溶性胶初粘力较弱,立面的位置粘贴地板革只能用溶剂型胶。
第二,地板革都是成卷供货,地板革下料前应将卷状的地板革铺展开放置1~2天时间,下料根据车厢内的面积与凸出地板面平台的形状来确定地板革的接缝位置后再开始切割下料。
第三,检查粘接部位(木地板、竹地板)是否存在高点;手摸地板接缝是否存在错台;要求地板无高点、无错台。车厢地板表面的杂物、残胶需清理干净,如地板用PVC板还需打磨,确保地板表面平整、清洁干燥、无粉尘、无水、无油脂、脱模剂等污染物。
第四,喷胶采用双面喷胶(或刮胶)工艺,即底材表面和地板革底面都喷胶(或刮胶)。(1)地板胶用溶剂型胶:地板革上喷胶,每m2喷120~150克左右,喷胶应均匀,不得有漏喷或堆胶现象;在竹地板表面喷涂胶,每m2喷150~180克左右,喷胶应均匀,不得有漏喷或堆胶现象。使用喷枪喷胶,调整胶和气的流量阀门至适中,喷出的胶呈粗雾状时为好;(2)地板胶用水溶性胶:每m2用胶100~300克(取决不同施工方法),刮、涂胶应均匀,不得有漏涂或堆胶现象。刮、涂胶时选用锯齿型的刮板为宜,锯齿型刮板可保证被粘物件表面的胶量充足,不致发生无胶、少胶现象。
第五,凉置。(1)使用溶剂型胶,喷胶后需要凉置一段时间,约5~10分钟,期间让溶剂充分挥发,用手背触摸喷胶面,胶粘手但不能随手背带起即可以粘贴。夏季气温高溶剂挥发快凉置时间可短,但为不影响大面积喷胶工作,地板胶溶剂选用挥发较慢的型号;冬季气温低溶剂挥发慢凉置时间可长一些,地板胶溶剂选用挥发较快的型号;南方梅雨季节,空气潮湿,地板胶凉置时间越短越好,防止地板胶喷胶后表面水汽凝结成水,影响粘贴,故梅雨季节选用溶剂挥发较快的地板胶,大面积粘贴改小面积分块粘贴。(2)使用水溶性胶,刮涂后不需凉置,即可进行粘贴。
第六,粘贴。(1)地板革从一端向另一端铺放,由中间向两边用力推,将气泡向两边驱散;(2)使地板革贴合紧密。地板革铺放粘贴必须初始定位准确,尽可能一次铺放好,如有撕起重新铺放,必须重新喷胶或刮涂胶;(3)上翻和下翻等转角位置都应进行预折弯,使地板革留有一痕迹。转角位置粘接表面必须喷涂胶水。遇到比较硬的地板革或冬季气温低地板革较硬折边处不易弯折,可用热吹风机加热需要弯折部位的地板革,使其变软再弯折粘贴;(4)地板革粘贴必须逐点或逐线逐步粘贴,严禁不连续或同时粘贴;(5)一个平面粘贴地板革时,必须从一端向另一端粘贴。一般一只手拽住地板革,另一只手用刮板刮平地板革;(6)多个相交的平面粘贴同一块地板革时,必须一个平面粘贴完成后在粘贴另外一个平面;(7)非粘贴面必须用手拉着,不能与粘贴面贴合,粘接点必须用刮板平衡施加压力,把地板革粘贴到被粘接面上,直到另一端;(8)地板革接缝处应重叠对接,并用刀具平直切割,去除多余地板革,用力推压接缝处确保接缝紧密,接缝处应避开圆弧过渡面。
第七,推压。(1)用滚动或滑动的工具将地板革压紧,方向是从中间向两边推压或者用刮板将地板革用力推压一遍,方向也是从中间向两边推压,不得有遗漏,每处都应推压到位。推压使留存在地板革内部的空气排出,避免出现地板革鼓包、分层;(2)地板革粘贴滚压后局部出现小气泡,可用美工刀将气泡划开一个小孔,放气后用刮板刮平。
第八,切除、防护。(1)切除多余的地板革,剪裁应整齐;(2)在必要的地方铺上保护垫,防止下道工序施工和交叉作业损坏地板革。
第九,固化。地板革初粘后并没有达到最大的粘结强度,自然放置72小时后可达到最大的粘结强度,自然放置期间避免接触热源。
第十,地板革外观粘贴质量检验。(1)地板革无明显划伤,长度大于10mm的划伤在(500*500)mm2范围内不超过1处;(2)长度小于10mm的划伤在(500*500)mm2范围内距离1m目测不明显的划伤不超过2处;(3)所有划伤不能超过地板革耐磨层;(4)不允许有鼓包现象;(5)地板革拐角处棱角分明,无虚粘现象,地板革焊缝间隙不大于2mm,保证满足焊条宽度要求。
综上所述,随着生活水平的不断提高,人们的物质和精神上的需求也不断提高,因此在客车的地板面铺设方面,必须达到显示地板革的美观、经济、实用等目的,只有这样才会确保客车质量,提高企业的销售量。
参考文献
[1] 黄熠,秦志超,王先锋.地板革粘结胶的选择及施工[J].客车技术与研究,2007,29(5).
[2] 薛曙东,林永嘉.地板革铺设成形工艺[J].客车技术与研究,2008,30(1).
[3] 王云刚,高航行.地板革铺装焊接工艺改进及在城市客车上的应用[J].客车技术,2010,(5).
[4] 刘阳.提高客车地板革铺装成形质量的工艺措施[J].客车技术,2007,(1).
[5] 初月秋.浅述客车地板及地板革的安装工艺[J].客车技术,2007,(6).
