液体垫片装配方法验证
2016-05-30郭文娟
郭文娟
【摘要】某型客机上使用了液体垫片EA9394作为间隙补偿的装配方法。由于装配区域封闭,安装部位复杂多变,造成装配和间隙测量困难。针对某型客机上施加液体垫片的典型结构和增加相关搭剪和硬度胶块,通过测试搭剪和硬度,测试内部垫片性能的合格性。验证某型客机液体垫片新技术的适用性以及新材料的工艺特性,同时将波音和古德里奇先进的液体垫片安装工艺引入到某型客机的生产上。
【关键词】液体垫片;新工艺;装配方法
1、引言
液体垫片能够在室温环境下装配固化,可以填充零件间的间隙以避免安装紧固件时因零件变形产生的应力,因此成为飞机设计补偿间隙的主要手段。
某型客机设计飞行时间最少九万小时,而中央翼主要承受机身、机翼的力和载荷,同时作为整体油箱,它的结构连接和密封性能是中央翼装配时首要要保证的特性。而中央翼1#肋处会产生不均匀间隙,且为复合材料与金属材料叠层结构,固体垫片容易划伤复合材料,且不能充分填充间隙,引起紧固件安装时复材夹层的撕裂等问题,因此产品设计选择液体垫片1b型EA9394进行间隙补偿,保证整体油箱的密封性能。1b型液体垫片EA9394为室温下固化的双组分触变的环氧树脂化合物,国内机型尚未使用过,因此相关制造和装配方法需要进行验证,且装配出合格试验件后才能用于正式产品生产。
2、验证项目
某型客机中央翼1#肋下缘条和下壁板对接处为双曲率曲面,而固体垫片不能充分填充间隙会引起紧固件安装时的复材拉伤和撕裂,影响整体油箱的寿命,严重时会导致油箱的渗漏。因此液体垫片EA9394在此处的安装必须通过试验进行验证后,才能用于正式产品生产。液体垫片在产品上应用是否合格需要进行两部分验证,包括典型结构件装配验证和材料性能验证。
2.1典型结构件验证
通过对某型客机液体垫片安装部位的分析,选出中央翼1#肋处下缘条和下壁板的典型结构(附图1),并要求零件车间制造不等间隙,进行装配方法验证。
2.2材料性能验证
为确认装配时制造的液体垫片搭剪和硬度是否合格,按ASTM D1002 和ASTM D 2240文件进行搭剪强度(附图2)和硬度测试。
3、项目实施
3.1典型件装配
典型件主要分为1#肋下缘条零件与下壁板零件两部分,零件曲面方向可存在不均匀过渡,方便试验过程中垫片厚度验证。1#肋下缘条零件与1#肋腹板连接的立筋可以不用制造。下壁板零件厚度为壁板蒙皮+长桁+垫片总厚,长桁的形状可根据实际生产能力改为T型或取消。对1#肋下缘条按图3进行标记,便于间隙测量的记录。
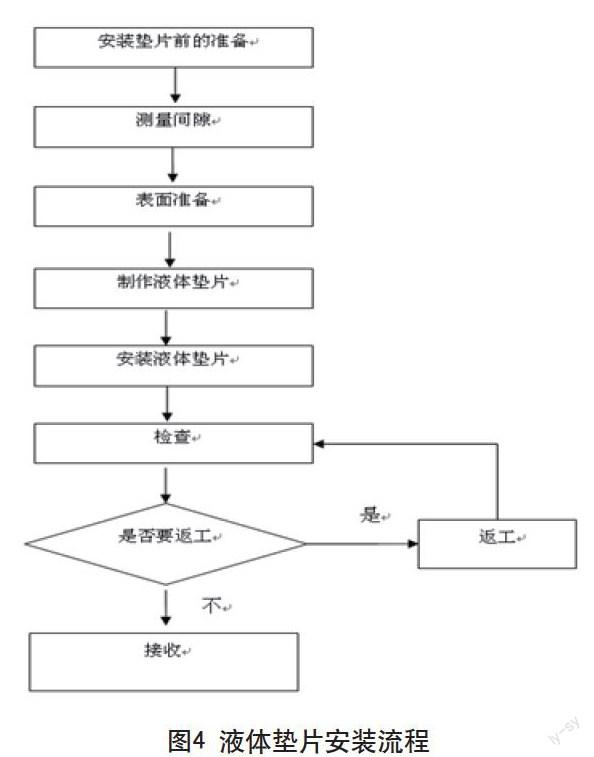
为保证验证结果的可靠真实性,严格按照《液体垫片安装方法》进行操作。液体垫片安装流程見图4。安装前准备:使用丙酮清理所有1#肋下缘条与下壁板胶粘剂涂敷的表面,室温至少放置10分钟。测量间隙:测量间隙可用塞尺或间隙测量剂A140(或EA9394)进行测量。1#肋下缘条与下壁板为不等间隙,为保证测量间隙的准确性,选用间隙测量剂进行间隙测量。将测量结果按表1进行记录,并计算多余量,按多余量判断是否需要加固体垫片。燃油环境下液体垫片最大填充厚度为0.4mm,按实际试验在9、10、20点处需增加固体垫片,其余部位可直接涂敷液体垫片进行间隙填充。
表面准备:将零件表面的脱模剂清洗干净,对零件表面进行再活化,并用甲乙酮或异丙醇进行清洗。制作液体垫片:进行液体垫片A组分、B组分的混合配备,严格按照配备比例100:17进行配备。在试板上得到连续均匀的胶层,则配备合格。安装液体垫片:进行液体垫片的安装,注意液体垫片的施加厚度按最终垫片厚度的大约1到1.5倍施用。紧固件安装完成后,按文件进行48小时固化。
检查:固化后进行装配质量检查。
3.2 搭剪试片和胶块制作
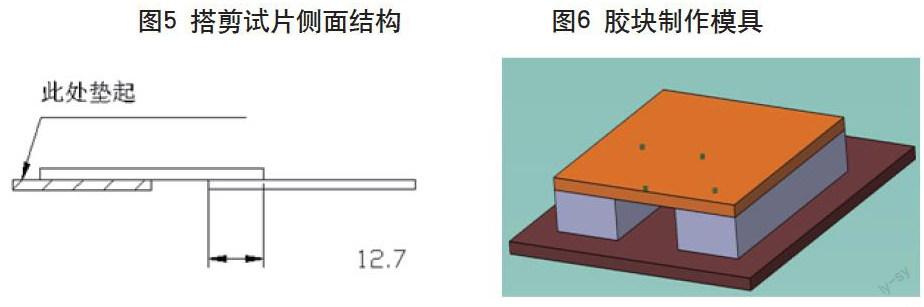
搭剪试片:按ASTM D1002文件利用2套146.1mm*101.6mm的测试试板进行搭剪强度试验。为保证测试用胶与装配用胶一致性,利用装配现场制造的EA9394液体垫片进行涂敷。1#试板进行双面涂敷,2#试板进行单面涂敷。为保证胶的固化和涂敷厚度,将试板一面贴合工作台,一面用与试板等厚的垫板垫起(附图5),固化48小时后送测试中心进行搭剪强度测试。
胶块:按ASTM D 2240文件和测试中心要求,利用装配典型件时制造的液体垫片做出10mm*10mm*6mm的胶块,待48小时固化后送测试中心进行邵氏D硬度测试。为方便工人操作,保证胶块厚度不小于6mm,且两面平整,便于测量邵氏硬度。设计如图6结构制作胶块。上、下为2块平板,中间2块厚度为10mm,将胶块填充后,用夹子夹紧。静置8个小时后,用肖式D硬度计进行测量或送测试中心进行印度测试。
4、测试结果
4.1装配质量
对典型结构件进行装配质量检查,孔径、紧固件安装、液体垫片安装都符合要求。
4.2材料性能
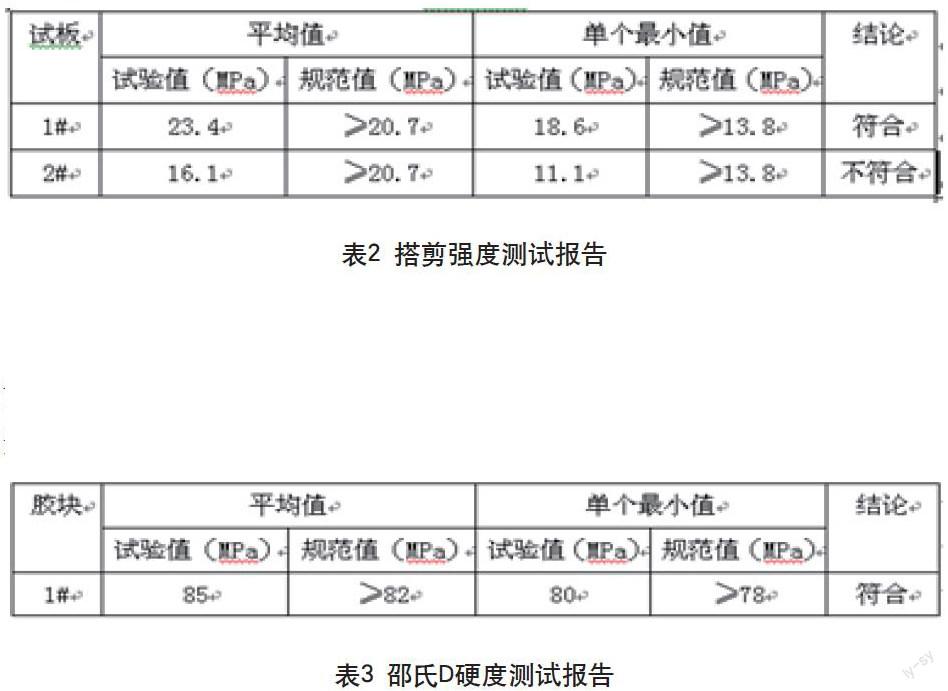
搭剪强度
测试中心将2套试板切开,对10个试板进行分别测试。经测试中心测试分析后,单面涂胶的5个2#试板不符合ASTM D1002规范要求,搭剪强度明显不够;双面涂胶的5个1#试板搭剪强度符合ASTM D1002规范要求。因此装配时制造的液体垫片搭剪强度测试合格。
邵氏D硬度
测试中心按ASTM D 2240对EA9394胶块进行邵氏D硬度测试,对测试结果进行分析,胶块硬度符合规范要求,因此装配时制造的液体垫片硬度测试合格。
4.3总结
装配质量合格,说明装配操作和施工满足设计装配质量要求。相应的搭剪强度和硬度测试合格,证明液体垫片制造质量符合文件要求。
5、结束语
通过液体垫片使用方法的验证,使《液体垫片的安装》具备可操作性。让装配工人熟悉液体垫片的制造方法和装配使用方法,通过典型试验件验证装配方法,随炉胶块和搭剪试片验证液体垫片制造方法,为后续某型客机研制和其他机型使用液体垫片补偿间隙积累经验。
该液体垫片已成功应用于其他间隙填充,也可以将装配操作方法应用与后续的客机研制。