摩擦焊接工艺在开发重型系列钎杆中的应用
2016-05-30杨华军胡如好
张 懿,杨华军,陈 江,胡如好
(首钢贵阳特殊钢有限责任公司,贵州贵阳550005)
摩擦焊接工艺在开发重型系列钎杆中的应用
张懿,杨华军,陈江,胡如好
(首钢贵阳特殊钢有限责任公司,贵州贵阳550005)
摘要:随着使用液压凿岩钻车的数量越来越多,钻孔向着大孔径、长深度方向发展,对钻孔效率和直线度提出了更高的要求。所需的重型凿岩钎杆正朝着高品质、粗直径、超长度的方向发展。为了满足市场需求,采用摩擦焊接工艺通过理论计算和矿山试验开发出了高品质重型快换钎杆以及提高钻孔直线度的导向钎杆等系列钻具,产品质量接近国外先进水平。
关键词:摩擦焊接工艺高品质快换钎杆导向钎杆
0引言
随着液压凿岩机功率不断加大,钻孔直径也随着加大,肩冲式钻具和管式钻具的使用量也逐渐扩大。同时,随着摩擦焊技术的不断成熟,摩擦焊工艺在长杆件及不同部位性能要求不同的零件加工上发挥出的优势越来越大[1-2]。目前,国外Sandvik公司将摩擦焊技术应用在液压凿岩机用重型快换钎杆和导向钎杆的加工中取得了良好的效果。通过采用摩擦焊工艺,降低了两端螺纹的加工难度,提高了两端螺纹的加工质量,同时对不同零件的不同部位采用不同的材料及不同的热处理工艺,使钎杆凿岩寿命提高的同时降低了钎杆的成本,其采用摩擦焊技术加工的产品范围不断扩展,目前几乎所有采用圆形中空钢作为素材的重型钎均采用了摩擦焊工艺[3-4]。为此国外先进厂家:Sandvik、Atlas等采用摩擦焊接工艺在市场上推出了高品质重型快换钎杆以及提高钻孔直线度的导向钎杆等系列钻具。为满足市场需求,提高企业的综合配套能力,采用摩擦焊接工艺开发出高品质重型快换钎杆以及导向钎杆系列产品迫在眉睫[5]。
1摩擦焊接工艺实施分析及作用
1.1摩擦焊机的工作原理
摩擦焊接是先进的材料连接技术和制造技术,是利用被焊件间的相对转动,同时施加适当的轴向压力P(摩擦压力)进行摩擦而产生的热量使焊件接触表面附近产生高温塑性区,摩擦表面金属的塑性变形与流动,防止了金属的氧化,促进了焊接金属原子的相互扩散,当温度达到焊接温度时,使焊件间相对转动迅速停止,同时将轴向压力加大到PD(顶锻压力),并适当保压一段时间,使两焊件牢固地焊接在一起。它是一种固态连接技术,其焊合区为锻造组织,又称“锻焊”[6-7]。
1.2摩擦焊接工艺的特点
1)优质。摩擦焊合区为锻造组织,能获得与母材等强乃至比母材超强的接头;
2)高效。每件焊接时间以秒计,一般只需几十秒,是其它焊接方法如熔焊、钎焊不能相比的;
3)节能、节材、低耗。不需焊条、焊剂、钎料、保护气体,不需填加金属,也不需消耗电极;
4)焊接性好,质量稳定。特别适合异种材料的焊接,与其它焊接方法相比,摩擦焊有得天独厚的优势,如钢和紫铜、钢和铝、钢和黄铜的摩擦焊接等等;
5)环保,无污染。焊接过程不产生烟尘或有害气体,不产生飞溅,没有孤光和火花,没有放射线[8-9]。
1.3提高中空钢成材率,降低生产成本
目前国内生产厂家采用“钻孔法”轧制的中空钢芯孔都呈椭圆形,芯孔尺寸大小不一,轧制成材率较低。由于生产重型钎对原材料中空钢的几何尺寸要求较高,所以每次生产重型钎之前都要对原料中空钢进行分选,在没有摩擦焊接之前对于芯孔太偏的中空钢都不能用于生产重型钎,直接当废钢回收;还有对于分选合格的中空钢在下料过程中也会产生不合尺寸的短料,也只能当废钢回收。但是采用摩擦焊接工艺以后就可以基本上能把它们利用起来,因为我们通过大量的矿山试验证明,重型钎的主要失效形式是螺纹磨损后螺纹根部产生疲劳裂纹断裂,杆体磨损后一般不会断裂,对杆体强度要求不是很高。所以我们可以采用偏芯料用作杆体,孔比较正的中空钢来加工螺纹,最后通过摩擦焊把它们焊接在一起,再经过后面的后续热处理工艺以及通过矿山试验,完全能够达到重型钎的生产工艺要求的,从而降低了生产成本,提高了中空钢成材率。
2重型快换钎杆以及导向钎杆的结构与工艺设计
2.1重型快换钎杆的结构与工艺设计
经过多次的矿山试验,重型快换钎杆的失效主要以螺纹根部磨损疲劳断裂失效为主,而非螺纹正常磨损失效,只有少部分钎杆从螺纹和杆体处疲劳断裂。所以为了提高重型快换钎杆的使用寿命和凿岩效率,必须对重型快换钎杆的结构与工艺进行设计:杆体采用22CrNi3Mo中空钢,两端螺纹采用材质为22CrNi3Mo实心棒料、芯孔较正的中空钢或镦粗料加工,其结构如图1,由于两端螺纹采用短件加工,可以提高机加工的主轴转速和进给速度,使其获得较高的加工效率和表面光洁度;杆体采用加工存留槽的结构,最后通过摩擦焊接在一起。其主要工艺规程为:轧制中空钢、实心棒料或镦粗料—粗、精加工杆体及两端螺纹—摩擦焊接-焊后正火低温回火—车外卷屑—渗碳热处理。
2.2导向钎杆的结构与工艺设计
导向钎杆要求钎杆两端中心孔小,杆体中心孔较大的设计结构(图2),这种中心孔变径结构采用常规中空钢轧制工艺成形很难实现,用摩擦焊接的工艺将两端接头与杆体焊为一体的方式是最合理的工艺。其主要工艺规程为:轧制中空钢、实心棒料或镦粗料—粗、精加工杆体及两端螺纹—摩擦焊接-焊后正火低温回火—车外卷屑—渗碳热处理。

图2 导向钎杆结构
3重型快换钎杆以及导向钎杆的摩擦焊接工艺参数制定
3.1摩擦焊接主要工艺参数
摩擦焊接主要工艺参数为:一级摩擦压力,一级摩擦时间;二级摩擦压力,二级摩擦时间;顶锻压力,顶锻时间;工进与快进速度,旋转夹紧油缸的压力,移动夹具夹紧油缸的压力等。
3.2摩擦焊接工艺参数制定
为了得到质量较好的焊接接头,目前还没有通用的计算公式来确定摩擦焊接工艺参数,主要是通过试验的方法制定。我们采用的是初步确定参数,然后根据多次模拟运行情况和焊接后的飞边形状、取样进行拉伸和冲击试验、金相检测结果分析以及矿山试验确定最终的合理工艺参数。
在实际摩擦焊接过程中,首先是确定顶锻压力,它主要是根据焊件材料的含碳量和硬度选择,在实际工作中要根据该值换算到主油缸的压力表显示的表压值进行调定,主油缸所需的表压力按下述公式计算:
式中:P:主油缸后腔压力(MPa);P1:焊件顶锻压强(N/mm2);A:焊件焊接截面积(mm2);S:主油缸后腔面积(mm2);k:常数(考虑空动阻力而增加的表压力数,大约为0.3 MPa~0.5 MPa)。
通常情况下,碳钢顶锻压强在100 N/mm2~260 N/mm2,顶锻压强P1是摩擦压强Pm的(1.5~2)倍。按上述公式,实际工作中采用摩擦焊接工艺焊接了20支R46X3660-T45快换钎杆,两端螺纹采用材质为22CrNi3Mo实心棒料加工,杆体为轧制中空钢,根据焊接卷边是否均匀及热影响区的颜色,最后调整其焊接参数为:一级摩擦压力2.5 MPa,一级摩擦时间1.5 s;二级摩擦压力3.5 MPa,二级摩擦时间3 s;顶锻压力5 MPa,顶锻时间6 s。其工艺规程为:轧制中空钢、实心棒料或镦粗料—粗、精加工杆体及两端螺纹—摩擦焊接-焊后正火低温回火—车外卷屑—渗碳热处理。
4对摩擦焊R46X3660-T45快换钎杆渗碳热处理后进行取样分析
4.1摩擦焊接钎杆热处理后取样拉伸和冲击试验
对摩擦焊R46X3660-T45快换钎杆取样进行拉伸和冲击试验,其断裂部位如图3至图4,它们都没有从焊口处断裂。试验证明摩擦焊接接头强度高于木材强度。
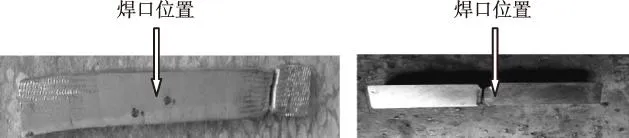
图3 钎杆拉伸断裂试样图4 钎杆冲击断裂试样
4.2金相组织对比分析
(1)随炉样金相组织(图5)
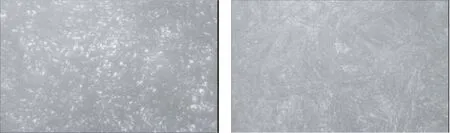
表层组织×400 基体组织×400图5
(2)摩擦焊接样金相组织(图6)

表层组织×400 基体组织×400图6
两组试样的表层金相组织相当,马氏体、残余奥氏体的级别均为3级。
4.3硬度对比分析(表1)
表1

试样类别表面硬度/HRC芯部硬度/HRC随炉试样57-5844-45摩擦焊接试样57-5844
分析:两组试样的硬度均符合快换钎杆生产工艺要求。
4.4显微硬度、渗层对比分析两组试样的显微硬度曲线坡度相当,最高和最低显微硬度值与洛氏硬度相对应;随炉样的有效硬化层深度为1.18 mm,摩擦焊接试样的有效硬化层深度为1.13 mm,两者相差0.05 mm。均达到快换钎杆的生产工艺要求。
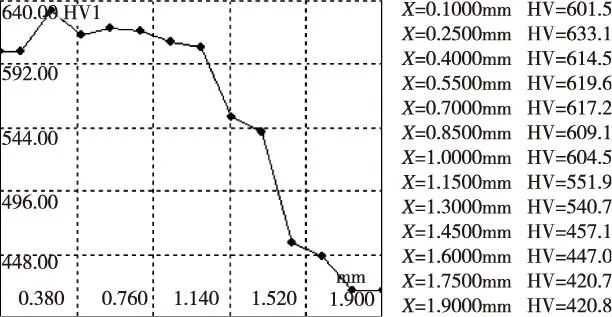
图7 随炉样显微硬度曲线
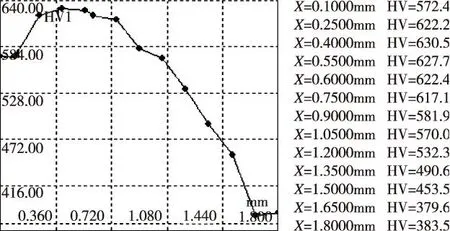
图8 摩擦焊接试样显微硬度曲线
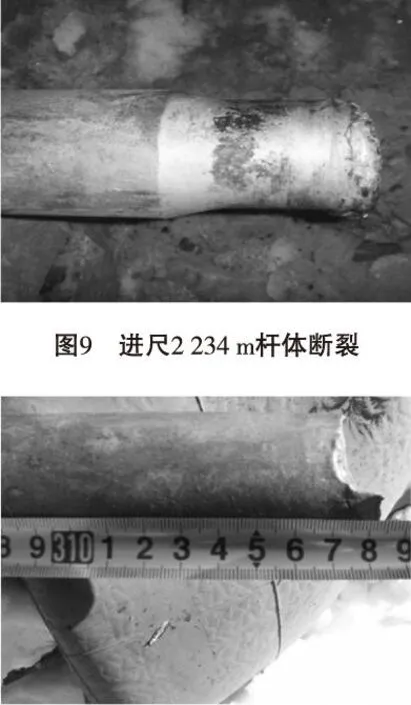
图10 进尺2 194 m螺纹磨损后根部断裂
经过理论分析合格后,将这批试生产的20支R46X3660-T45快换钎杆分两组发往矿山进行现场凿岩试验,其失效形式主要以螺纹正常磨损失效为主,少部分从杆体处疲劳断裂,没有从焊口处断裂(图9-图10),平均进尺2 205 m,质量接近国外先进水平,受到了用户的好评。从而验证了采用摩擦焊接工艺开发高品质重型钎杆的可行性。
5结语
1)摩擦焊接工艺为开发大孔径导向钎杆奠定基础,由于导向钎杆的合理结构是两端中心孔小而杆体中心孔大,这种中心孔变径结构采用常规中空钢轧制成形很难实现,所以只能采用摩擦焊接将两端接头与杆体焊为一体方式是最合理的方法。
2)提高中空钢成材率,降低生产成本。
3)实现短件化生产,提高生产效率,由于螺纹端和杆体单独下料并单独机加工,螺纹端的机加工将是短件加工,所以对车床主轴的磨损将大大减小,同时生产效率也会大大提高。
4)理论计算和矿山试验是确定摩擦焊接工艺参数的最可靠方法。
5)近年,钢铁行业产能严重过剩,国家大力倡导技术升级和结构调整。为此摩擦焊接工艺的成熟将为研究、开发“高品质、低成本的系列重型钎具产品”提供技术保障。
参考文献
[1]胡铭,董鑫业.瑞典阿特拉斯公司凿岩钻车与凿岩机械:第十五届全国钎钢钎具年会论文集[C].第十五届全国钎钢钎具年会,2010:260-268.
[2]齐少安,刘承东.摩擦焊接及其工艺发展[J].机械制造,2004,41(11):24-27.
[3]张玉英,王永宏,巴鲁军.钻杆摩擦焊接及热处理工艺分析[J]. 石油矿场机械,2005,34(01):72-73.
[4]黎炳雄. 钎杆热处理工艺的选择:第十四届全国钎钢钎具年会论文集[C].第十四届全国钎钢钎具年会,2008:135-142.
[5]Sandvik. Rock drilling tools for hydraulic top hammer drilling: product catalogue[M].Sandviken: Sandvik, 2006.
[6]徐晓菱,朱凌云,申捷,吕雪芹,刘效方. 轴向摩擦焊机上的径向摩擦焊[J]. 电焊机,1995(05)29-30.
[7]才荫先. 国内外摩擦焊的应用概况[J]. 焊接, 1980(06)100-103.
[8]孙勇,陈岱民,刘玉莲.摩擦焊技术的现状及发展趋势[J]. 现代制造工程, 1996(12)34-35.
[9]狄涛.矿用钻杆摩擦焊工艺研究[J]. 现代焊接,2012(10)42-47.
The application of friction welding technology in the development of heavy drill rod series
ZHANG Yi, YANG Huajun, CHEN Jiang, HU Ruhao
Abstract:With the increasingly wide application of hydraulic drill wagon for jack hammer, drillholes have become of larger diameter and greater depth, and there have been higher demand for drilling efficiency and straightness, as well as an increasing need for heavy drill rods with higher quality, larger diameter and greater length. In order to meet market demand, we adopted the friction welding technology. Through theoretical calculation and experiments in mines, we developed high-quality quick-change heavy drill rods, guide drill rods which could improve drillhole straightness, etc. The quality of these products approached the advanced world level.
Keywords:friction welding technology; high-quality quick-change drill rod; guide drill rod
收稿日期:2015-09-07
作者简介:张懿(1974-),男,1996年毕业于贵州省冶金学校金属压力加工专业,中专学历,现任助理工程师,主要从事机械制造、锻造加工工艺技术研究工作。
中图分类号:TG442;TG156.8+1
文献标识码:B
文章编号:1002-6886(2016)02-0037-04
