汽车焊接线多车型搬运设备的设计
2016-05-18焦安强伍力张俊
焦安强,伍力,张俊
(1.瑞松北斗汽车装备有限公司,广东 广州 510760;2.东南大学机械工程学院,江苏 南京 211189)
汽车焊接线多车型搬运设备的设计
焦安强1,伍力2,张俊1
(1.瑞松北斗汽车装备有限公司,广东 广州 510760;2.东南大学机械工程学院,江苏 南京 211189)
汽车生产中焊接装配是一个重要环节,焊装时需要对车身进行搬运。当更换车型时,需要对搬运设备做相应的调整,费时费力。为适应多车型的柔性制造方式,文章设计了一种用于汽车生产焊装线的基于多车型的搬运设备。包括搬运设备的托架机构、行走机构和举升机构,文章阐述了设备如何适应多车型车身长度、高度和宽度,实现在更换车型时搬运设备便捷地做出相应的调整。
焊接生产线;搬运设备;多车型
CLC NO.:U462.1 Document Code: A Article ID: 1671-7988 (2016)07-83-03
引言
汽车自问世以来给世界带来了巨大的变化。当今的汽车,已与人们的生产和生活息息相关。汽车工业已成为全球性的支柱产业。作为汽车上三大部件之一的车身的加工,已越来越受到重视。轿车、客车的车身的重量占整车的40%—60%,货车车身也达20—30%,从制造成本上,车身的加工成本占整车的百分比比上述百分比还要高[1-2],而且随着科学技术的快速发展和物质生活水平的提高,人们汽车质量的要求越来越高,汽车更新换代也越来越快。近年来,车身技术发展迅猛,己成为世界汽车工业激烈竞争的焦点。
汽车车身不同于一般的机械产品。车身设计与制造需要综合运用造型艺术、人机工程、材料学、冲压、焊接、涂漆、装饰、防振隔音、采暖通风等各方面的知识[3]。因此,车身技术的发展状况足以反映出一个国家的工业水平。我国的汽车制造业起步较晚,当前的汽车制造技术还比较落后,要提高我国的汽车工业水平,车身制造技术是其中重要的一部分。
汽车的车身一般由各个车身分总成焊接构成,焊装是轿车生产四大工序之一,焊装工艺和设备的水平对车身质量有着十分重要的影响[4-6]。在现有的技术当中,很多焊装生产线都采用了机器人进行车身焊装。汽车车身一般包括顶盖总成、侧围总成及地板总成,侧围总成包括有门槛总成。各总成焊装前,需要把装在料架上的总成吊运到焊装生产线并放到车身本体上,经人工调整定位后,由焊接工业机器人进行焊接[7-8],在这过程当中,针对不同车型,如何方便、高效地调整定位调整,使焊装质量稳定,成为亟待解决的问题。
汽车车身或者地板总成在具备一定刚性的前提下,需要一种设备能实现规划柔性多车型线体的搬运设备。目前国内大部分的技术停留在单车型的专用设备[9-10]来实现此功能,此设备对于车型切换比较费时,不适于多车型柔性生产[11],满足不了汽车厂的需求,其他一些技术运用打点机器人进行兼顾搬运方式存在机器人等待得问题。基于以上问题急需一种装置来解决以上技术不足。
本文设计了一种可以适合于不同车型的车身搬运设备。该设备能够方便地对车身各总成的长度、宽度和高度进行调整,从而可以适应多种车型。
1、搬运设备机构设计
本文所设计的多车型搬运设备由轨道架、托架机构、举升机构、轨道电机和轨道齿轮几个部分构成。如图1所示。

图1 搬运设备整体结构
为了清楚表达结构,图1对整个结构进行了适当的简化,删除了一些附件,如拖链等。如图1所示,本搬运设备整体由两个平行轨道架构成,举升机构安装在轨道架上,通过电机驱动,可以沿着轨道架移动。打点焊装机器人沿轨道架布置,当举升机构带动工件沿轨道架移动时,打点焊装机器人对工件进行焊装。举升机构的设计使得本设备可以适应多车型。
1.1 托架机构
本设备中,托架机构共有四个,分为前侧托架和后侧托架两组,分别称之为第一托架、第二托架、第三托架和第四托架。如图2所示。第一托架和第二托架相对设置,第三托架和第四托架相对设置。第一托架和第三托架分列举升装置两侧,第二托架和第三托架分列举升装置两侧。
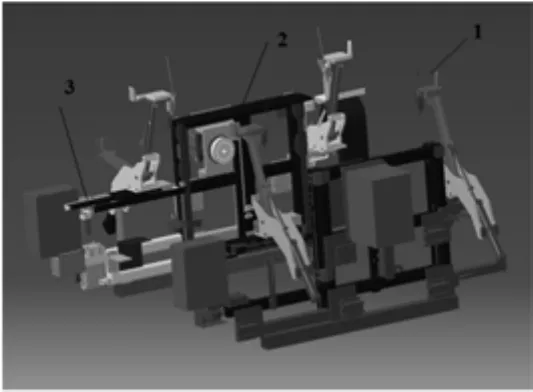
图2 举升托架机构
托架机构安装在举升机构伸出的平台上。此平台可以在电机的驱动下垂直升降,第一托架和第二托架结构相同,包含有夹紧臂、支撑块、摆动气缸等机构,第三托架和第四托架在第一托架和第二托架的基础上安装有行走机构,可以在平台上沿轨道架方向移动。由于托架位置可移动,所以托架可以适应不同车型。
托架的结构如图3所示。

图3 托架机构(带行走机构)
第一托架机构和第二托架机构均包括夹紧臂、支撑块和摆动气缸,支撑块固定在夹紧臂的顶端部,摆动气缸的活塞杆通过气缸连接头与夹紧臂相铰接,摆动气缸推动夹紧臂摆动,其中夹紧臂的底部铰接在举升托架机构上以及摆动气缸固定在举升托架机构而两者不随行走机构运动,支撑块的支撑面上设有间隔排列的用于适应工件不同宽度的定位沟槽。
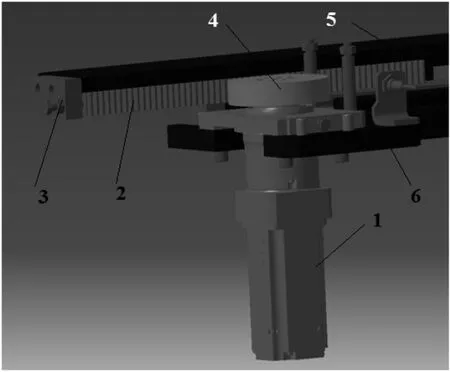
图4 行走机构
夹紧臂与摆动气缸通过角铁安装在行走机构上,角铁上安装有转轴孔,夹紧臂通过转轴安装在角铁上。摆动气缸缸体固定在角铁尾部,气缸可以通过尾部的转轴摆动。
支撑块的支撑面上加工有锯齿形沟槽,且在一侧安装有工件放置用的导向块,在支撑面的另一侧安装有限位杆,在限位杆处安装有限位开关。
行走机构如图4所示。
行走机构安装在安装板上,行走机构包括固定板、行走伺服马达、行走齿轮和行走直线导轨以及安装板,行走直线导轨安装在固定板与安装板之间,行走伺服马达、行走齿轮设在安装板的一端,行走伺服马达与行走齿轮连接,所述固定板设有板顶面、板底面、两个端面和两侧的侧面,固定板一端部的顶面设有搬运装备的托块机构的安装位,固定板另一端部的一个侧面安装有与行走齿轮啮合的行走齿条,行走伺服马达驱动行走齿轮转动,固定板通过行走直线导轨在安装板上移动。由于采用了伺服马达、行走齿轮及行走齿条的结构,故能够对托块机构作出准确而又稳定的定位调整,而且结构紧凑,控制精确,行走稳定。
1.2 举升机构
举升机构结构如图5所示。举升机构包括举升固定平台、举升可动平台、驱动装置、垂直设置的举升直线导轨,举升可动平台通过举升直线导轨安装在举升固定平台上,驱动装置与举升可动平台连接,举升可动平台在驱动装置的驱动下通过齿轮齿条传动在举升固定平台上作举升垂直运动,在举升固定平台上设有举升可动平台的锁紧机构。
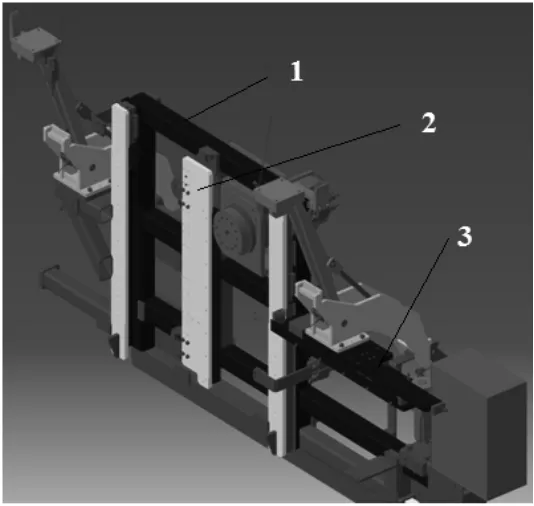
图5 举升机构
举升固定平台固定在轨道架上,固定平台上安装有齿条,可动平台与固定平台通过垂直的导轨连接。驱动装置安装在可动平台上,齿轮与安装在固定平台的齿条啮合,由此,可动平台可以沿着导轨垂直运动。可动平台两侧设计有用于安装托架的平台,则托架随着举升机构垂直运动。
2、驱动与控制系统
本设备需要驱动的部件有:
1)举升机构。举升机构驱动托架平台垂直运动,以适应不同车型的高度。
2)行走机构。行走机构驱动托架安装平台沿轨道架方向运动,以适应不同车型的长度。
3)轨道架。轨道架驱动整个举升托架机构沿着轨道架移动,以配合不同位置的焊装机器人进行焊装。
根据上述需求,采用伺服电机驱动。伺服电机配合齿轮齿条传动,定位精度高,同时设置超程保护装置,使得运行更加可靠。
本设备需要跟焊装机器人以及焊接夹具进行协同作业,因此该举升依据各个车型车高方向的不同状况进行协同作业。新车型导入时,可依据车身进行示教调试编制PLC程序,以适应不同车型,节省了调整设备的时间,提高了装配效率。
3、结语
本文设计了一种适用于多车型的工件搬运设备,分别介绍了其托架机构、行走机构和举升机构,由于各个部分均是可以调节位置的,因此设备可以适应不同车型。各机构驱动采用伺服电机通过齿轮齿条来驱动,定位精度高。同时采用PLC控制,导入新车型时,通过PLC示教,快速调整各部件位置以适应不同车型。本设备提高装配线上焊装时更换车型的效率,提高了整体工作效率。
[1] 徐晶晶.复合材料在汽车工业中的应用[J].科技创新导报,2015,35: 117-118.
[2] 卢松诚.汽车的技术更新和发展趋势[J].大众科技,2014,06:111-114.
[3] 孙光永,李光耀,闫晓磊,张冠军,钟志华. 多目标稳健优化设计方法在车身设计制造中的应用研究[J]. 固体力学学报,2011,02:186-196.
[4] 陈家瑞.汽车构造(下册) [M] .北京:机械工业出版社.2009.
[5] 周伯英.工业机器人设计[M] .北京:机械工业出版社.1995.
[6] 李坤宏.基于CATIA的汽车焊装夹具设计方法应用研究[D].重庆大学.2007.
[7] C.Cerrone,F.Chiti,M.Sacchi,M.Fersini,C.Pietrosanti.”Application of Laser Welding to Stainless Steel Light Rail Vehicle,”Welding in the World,vol. 52,pp.27-32,2008.
[8] M.Grujicic, G.Arakere, B.Pandurangan, A.Hariharan, C.F.Yen,B.A. Cheeseman.”Development of a Robust andCost-Effective Friction Stir Welding Process for Use in Advanced Military Vehicles,”Jour -nal of Materials Engineering and Performance, vol. 20,pp.11-23,2011.
[9] 禹化宝,张俊华.汽车焊接夹具设计的研究与进展[J].焊接技术. 2013,12:1-6.
[10] 魏然.汽车总装工序排布方法及原则[J].重型汽车.2015,04:36-37.
[11] 王帅.柔性工装控制系统的设计[J].电子技术与软件工程.2016,09:146.
The Design of Handing Equipment for Multiple Vehicle Automotive Welding Line
JiaoAnqiang1, WuLi2, ZhangJun1
( 1.Guangzhou RISONG HOKUTO AutomotiveEquipmentCo., LTD.,GuangdongGuangzhou510760; 2.School of Mechanical Engineering, South East University, Jiangsu Nanjing 211189 )
Welding assembly is an important part of the vehicle production, the body of the vehicle needs to be transported during the process of welding.When the kind of vehicle changes, the handling equipment needs to make the appropriate adjustments. To meet way of flexible manufacturing model, this paper is designed kind of handling equipment for multiple vehicle in welding automobile production line. Includes a carriage mechanism handling equipment, running mechanism and lifting mechanism to explain how to adapt the equipment Multiple Vehicle body length, height and width, and enables easy handling equipment to make corresponding adjustments when changing the king of vehicle.
welding production line; handling equipment; multiple vehicle
U462.1
A
1671-7988(2016)07-83-03
焦安强,现任广州瑞松北斗汽车装备有限公司副总经理。从事高端装备制造领域研发与销售12年,2014年担任广州市新业态项目负责人,2015年担任广东省工程中心建设负责人。其间多项发明专利获得授权。
10.16638/j.cnki.1671-7988.2016.07.026
