浅谈DCS控制系统与智能二次仪表通讯实践
2016-05-14韩海强
韩海强


摘要:随着企业生产规模的不断扩大,实现各个工段工艺数据共享、提高产品质量、节约成本成为必然的发展趋势。目前许多企业正在探寻,将DCS控制系统与多台智能二次仪表系统可靠通讯。本文以中控JX-300XP DCS控制系统与U6-200智能控制器通讯成功应用为例,阐述了DCS控制系统与智能二次仪表通讯解决方案,同时介绍了通讯建立步骤、应用案例等。
关键词:DCS智能仪表通讯
中图分类号:TM619 文献标识码:A 文章编号:1007-9416(2016)05-0000-00
本文将以U6-200智能控制器、JX-300XP DCS为代表,介绍了DCS控制系统与智能二次仪表的通讯建立、调试步骤及注意事项。
1 U6-200智能控制器与JX-300XP DCS简介
U6-200智能控制器是按照IEC61010-1:2001 设计的新型集成化可编程控制器,适用于各种场合的自动化检测、监测及控制。该控制器采用RS485、RS-232或以太网通讯方式,不仅可在仪表之间进行点对点通信,各台仪表还可和上位机组成一套完整的监控管理系统,对各车间各工段的自动化控制进行集中监控和管理。U6-200智能控制器可选用7英寸触摸式液晶屏作为显示和操作界面,前方面板防护等级符合IP65要求。U6-200智能控制器外观,如图1。
JX-300XP DCS为SUPCON WebField 系列控制系统之一,该系统应用了成熟的信号处理技术、高速网络通信技术、可靠的软件平台和软件设计技术以及现场总线技术。采用了高性能的微处理器和成熟的先进控制算法,全面提高了控制系统的功能和性能。同时JX-300XP系统中增加了与多种现场总线仪表、PLC以及智能仪表通信互连的功能,已实现了Modbus、HostLink 、Profibus-DP等多种国际标准协议的网际互联,使其成为一个全数字化、结构灵活、功能完善的开放式集散控制系统,能适应更广泛更复杂的应用。JX-300XP DCS控制系统构架,如图2。
2 通讯方式、协议介绍
根据不同的通讯距离、现场工况,选择采用不同的通讯方式。例如:RS232、RS485、以太网、光纤通讯等。
为了实现两个设备的成功通讯不仅要选择正确通讯方式还需要相同通讯协议,在通讯过程中两台设备承担不同的任务。在通讯过程中提供数据的一方我们称作服务端(Server),使用数据的一方称作客户端(Client)。在通讯链路正常、协议匹配的情况下,一般客户端发送请求,服务端发响应并建立通讯。工业现场常用通讯协议有:Modbus-RTU 、Modbus-TCP、Profibus-DP、CAN协议等。为了实现不同通讯协议设备间的通讯,需要采用协议转换器。市场中相关产品在通讯中广泛应用,如:Profibus-DP TO Modbus 、CAN TO Modbus等。
3 通讯建立步骤
(1)通讯网络的构建。根据现场条件、通讯距离,布置通讯介质、设备并按照相关规范要求做好作正确连接。例如:光纤收发器、接续盒、交换机的放置、光纤熔接;屏蔽通讯电缆、以太网线布置等。
(2)设置智能二次仪表通讯参数。当DCS控制系统采用Modbus-RTU、RS485通讯方式与U6-200智能控制器通讯时,U6-200智能控制器通讯参数需设置:通讯方式、波特率、数据位、停止位、校验位、仪表地址。U6-200智能控制器通讯参数设置界面,如图3所示 。
(3)DCS控制系统进行相关组态。根据智能二次仪表通讯协议、相关通讯参数,对DCS组态可实现对智能二次仪表数据采集与下发。如果智能二次仪表协议比较特殊,DCS控制系统没有解析该协议的功能模块,为了实现与该智能二次仪表通讯,只能编写相应通讯模块。
4 案例介绍
用户现场有U6-200智能控制器近20台且布局分散,该智能控制器不仅IO点数多而且信号类型丰富。用户需要实现在DCS控制系统上监控所有U6-200数据并进行相关操作。根据多年的工程经验,我们提供了可靠的解决方案,不仅实现了U6-200与JX-300XP DCS大量数据的采集、下发而且保证了通讯的可靠性、正确性、实时性。
DCS控制系统通过通讯卡件对智能二次仪表进行数据采集、下发。
中控JX-300XP控制系统中XP248卡件为多串口多协议通讯卡(亦称网关卡)是DCS系统与其它智能设备(如PLC、变频器、称重仪表等)互连的网间连接设备。XP248卡件支持Modbus 协议、HostLink 协议以及自定义通讯协议,支持Modbus 协议的主机模式和从机模式。??
XP248通讯卡支持4 路串口的并发工作,每路串口支持RS-232 和RS-485 两种通讯方式。4个串口可同时运行不同的协议。四路串口中COM0-COM1,COM2-COM3 可以配置为互为冗余的串行通道,这样提升了通讯的稳定性。
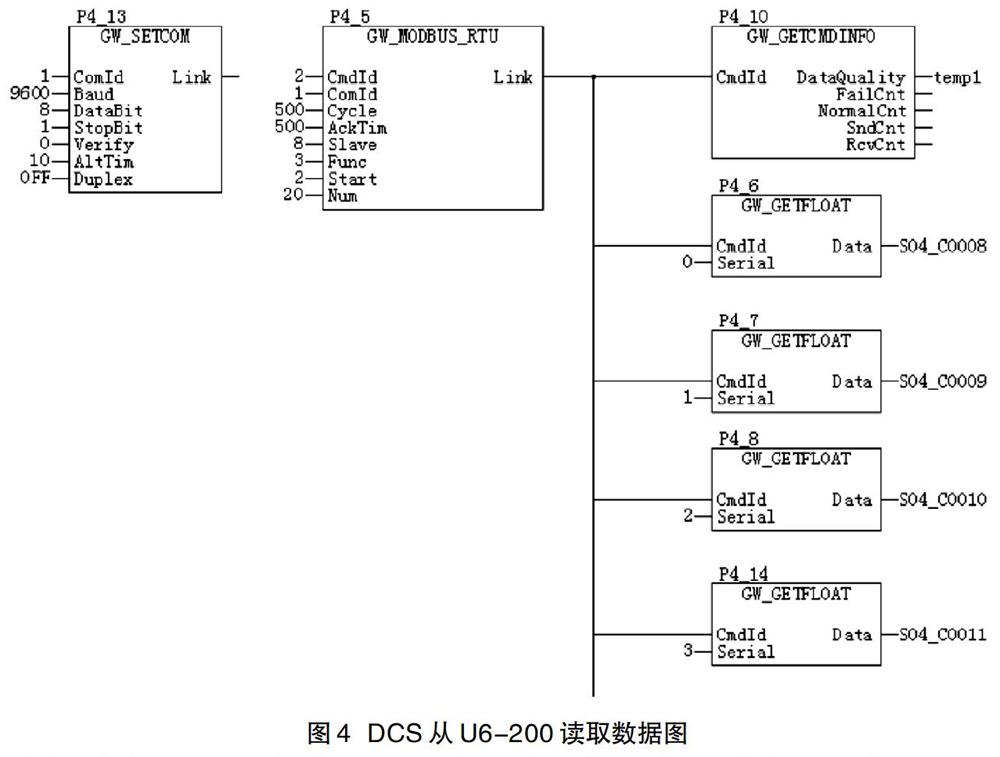
JX-300XP DCS与多台U6-200通讯时,首先通过RS485总线方式将不同生产区域的多台智能二次仪表的通讯端口进行物理连接,再与DCS控制系统的XP248卡件COM口相连接。U6-200具有标准的Modbus 协议,JX-300XP DCS与U6-200很便捷的实现了数据采集、下发及分布数据的集中监控。在通讯过程中JX-300XP DCS作为通讯主站、U6-200作为通讯从站。DCS从U6-200读取数据,在DCS中组态,如图4。
DCS相关组态介绍:
GW_SETCOM为串口通讯参数设置模块,可以实现串口通讯参数设定:波特率(Baud)、停止位(Stopbit)、数据位(Databit) 等;
GW_MODBUS_RTU模块调用ModBus协议,实现ModBus协议智能设备的I/O点与自定义变量相互映射,从而实现对智能设备的监控。在功能模块Slave处,应该写通讯仪表地址。
GW_GETCMDINFO模块通讯数量质量监控模块;
GW_GETFLOAT模块将采集的数据转换为半浮点数;
如果现场关键工艺点仪表信号已经接入DCS控制中,现场需要观察相应数据。通过DCS与智能二次仪表建立通讯、DCS控制系统组态可也实现DCS将相关数据下发到现场智能二次仪表上并在现场显示。这种方案为用户节约大量成本,如:1进2出信号隔离器若干个、信号电缆若干米、节省仪表工程安装调试、维护费若干等。
在建立现场多台智能仪表RS485总线通讯方式时需要注意:其一,要先检查各智能仪表RS485通讯功能是否正常。由于各台仪表RS485通讯口需串在一起,如果其中一台仪表通讯存在故障就会影响其他设备通讯。其二,须做好各台仪表接地工作,如果其中一台仪表受到强电流干扰或雷击,其他仪表通讯可能会受影响、甚至损坏仪表的通讯功能。其三,须做好RS485通讯总线屏蔽层接地工作,以提高通讯的抗干扰能力和稳定性。
5 结语
通过长期的实践、总结,将DCS控制系统与智能二次仪表通讯的成功应用与大家分享。也许能为大家解决相关问题,拓展思路、提高工程效率,节约成本、提高生产效率提供一些支持。
参考文献
[1]焦华康.OPC 技术在浙大中控DCS系统中运用[J].华章,2010(14).
[2]凌志浩.DCS与现场总线控制系统[M].华东理工大学出版社.
