绝缘子的加工方案改进
2016-05-14鞠建伟张景明
鞠建伟 张景明

0.前言
在国家"十二五"规划中 ,大力提倡发展电力行业。我公司在原有成型产品的基础上,不断的引进国内外先进技术,并自主研发新的产品,其中绝缘子是高压开关产品中比较关键的部件,要求绝缘子要具有良好的电气性能、机械性能、耐热性能和化学性能,它直接影响到产品的绝缘性及电场性能。这样就要求绝缘子在制造过程中,严格控制绝缘子的质量。
公司新研制新产品中的绝缘子,它主要连接在其断路器的灭弧室单元,是高压开关产品的核心关键件,不仅要对其绝缘、耐压等性能要求严格,而且对其保证装配结构更加重要,因此对其在浇注后机械加工的尺寸保证是极其关键的。
1.绝缘子的组成结构及其机械加工的工艺性分析
绝缘子结构见图1,它主要是由嵌件、环氧树脂、填料和固化剂组成,通过浇注模具将其嵌件按照图纸要求的位置定位,然后注入环氧树脂环氧树脂、填料和固化剂混合物,之后进行二次固化增强其强度,待冷却后形成一个整体。由于浇注产生的浇注口,以及浇注后产生的局部收缩,这样就需要通过之后机械加工保证其图要求。还有绝缘子的中的填料主要是三氧化二铝和二氧化硅,这两种成分的硬度大于一般硬质合金刀具硬度,这样对其加工精度的保证极其困难,以下为其绝缘子机械加工的工艺方案。
2.原机械加工方案及存在的问题
2.1原机械加工方案
使用TK6113普通镗床加工,它的主要特点是很好的保证绝缘子的同轴度以及平行度,用两块V型铁支撑绝缘子外圆,把百分表吸附在镗床的主轴上,用百分表圈其内孔调整找正其中心,找正后进行夹紧,然后进行镗削。在加工过程中发现使用其镗床加工其绝缘子无论是在装夹找正,还是在加工精度保证都相当的困难。以下为在镗床加工中存在的问题。
2.2镗削加工存在的问题
2.2.1定位基准的确定:图纸上绝缘子两端的外圆尺寸为φ270、φ262,内径为φ168、φ160,整体成锥面形式,而且实际绝缘子浇注后的尺寸,由于收缩量的大小不同造成外径的尺寸一致性偏差大,原本锥面定位调整很困难的同时,尺寸的偏差大,没有定位的基准外圆面,要想保证其图纸的形位公差和尺寸公差,这就需要每件都进行两端的圈表找正,增加其劳动强度,制约生产效率。
2.2.2刀具磨损严重,加工完成一个端面,需要4~5把硬质合金刀具,而且刀具磨损过大,实际测量端面成锥面,最大的尺寸偏差为0.1,这样很难保证图纸要求的430±0.1、平行度0.3。绝缘子的中的填料主要是三氧化二铝和二氧化硅,使得其硬度在HRA95以上,而现机加工车间正常使用的几种加工刀具:高速钢硬度在HRA83~86.6,钨钴类刀具硬度为HRA89~91.5(如:YG8、YG3),钨钛钴类刀具硬度为HRA A89~92.5(如:YT15、YT30),其绝缘子的硬度大于其普通刀具硬度,所以刀具磨损严重。
2.2.3夹压受力时产生变形,绝缘子外圆在夹紧时,该件的轴心内部为空心结构,其受力点的方向为绝缘子的径向方向,受力接触部分较小,还有环氧树脂自身存在弹性变形,尤其是在外力的作用下,很容易发生形变,在镗床测试使用百分表在找其中心时,夹紧前后的中心偏差0.1,这样很难保证同轴度0.1。
2.2.4加工表面光洁度不好,存在加工震纹。刀具的悬伸量长,刀尖到主轴的距离l=a+b+c,l=150+100+300=550,使得刀具加工时的刚性差,容易出现让刀及振动。
3.新机械加工方案的提出
依据以上问题的汇总,要保证图纸要求的尺寸及形位工装,首先考虑要保留原本一次装夹定位,在其基础上避免绝缘子的径向受力,找到更快捷、准确的定位方式,在切削加工时,增强刀具的整体刚性,选择硬度高于其环氧树脂中氧化铝粉材料的材质刀具,是能否成功加工出合格绝缘子的关键。
3.1工装夹具的设计
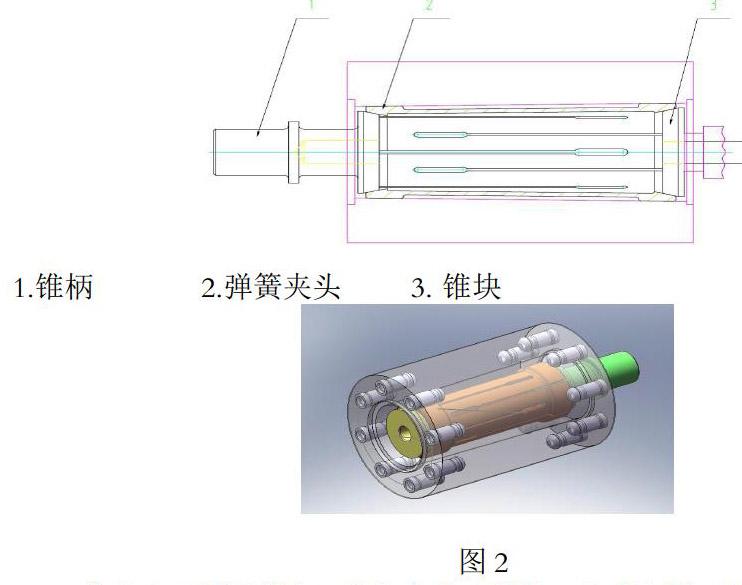
绝缘子定位装夹时,都是按照其端头两内孔φ270、φ262的中心,在一个中心时为加工基准,这样工装的设计就应当其内锥孔为定位基准,并设计为胀紧在其内孔面上,既完成了绝缘子的定位,又保证了避免绝缘子外圆径向受力,而且接触部分的面积增大,有效的减少工件的形变。而车床的夹紧方式,就有内撑里的夹紧方式,为其增加稳定性考虑可以采用尾座的顶尖,但是其内孔的成锥面,而且要想保证两端止口的同轴度,两端端面的平行,不能够调头装夹,二次装夹的误差大,就很难保证其尺寸公差、形位公差。基于车床的特点及绝缘子的结构特点,为绝缘子单独设计了专用车具工装。
车具主要是由锥柄、弹簧夹头和锥块三部分组成见图2,锥柄圆柱外圆用卡盘爪夹紧在车床上,弹簧夹头放入绝缘子孔内,将锥柄和锥块的锥面,分别对正放入绝缘子内的弹簧夹头,然后通过调整机床尾座的顶尖,顶尖顶入锥块上的锥孔,当用力顶锥块时,锥柄和锥块同时受力,使得锥块与锥柄的轴向位移,通过锥面的滑动完成了,弹簧夹头两端外圆的膨胀,从而完成了对绝缘子的夹紧。在定位方面,通过膨胀完全符合,镗床上的找正原理,完成自定心定位,弹簧夹头的两端外圆,在夹紧时完全胀紧在其内孔,受力面积大且受力均匀,很好解决绝缘子外圆径向点接触受力,带来的工件的径向形变。
在加工的工艺上,一次装夹完成绝缘子的端面及止口,还好的保证工件的尺寸公差、形位公差,
3.2刀具的选择
首先车刀刀具在床身的悬伸量长度不到100就可以满足加工端面的及内止口要求,较镗床的刀具悬伸长度是5倍多,这样很好的保证刀具的整体刚性,解决了加工时刀具与绝缘子产生的共振,以及弹性变形下出现的让刀情况,卡盘侧加工部分采用左偏刀、左内孔刀,从而完成一次装夹完成,在刀具的材质上采用超硬材料金刚石,金刚石分为两种人造金刚石和天然金刚石,人造金刚石强度和韧性优于天然金刚石,人造金刚石与天然金刚石的硬度都极高(10000HV),都具有极强的耐磨性,而且天然金刚石其刃磨困难,制造工艺性差,价格昂贵,通过调查了解国内株洲现已经生产出人造金刚石刀具,其型号为:YCB201。
4.结论
通过"以车代镗"的新工艺方案的验证,在保证绝缘子的质量,同时提高了加工效率加,原来镗床加工的时间约8小时,改为车床加工后约2小时,使其加工时间提高了4倍,大大降低加工成本。另外对其绝缘子的材料的分析,以及金刚石刀具的使用,对日后加工绝缘类的产品都积累了宝贵的经验,为整个LW-550产品的研制提供了可靠的保障。
5.参考文献:
[1]高德元.机械制造工艺学[M].福州:福建科学技术出版社,1996,34-40.
[2]成大先.机械设计手册[M].北京:机械工业出版社,2002.
