处理采油废水最佳絮凝剂的筛选及应用条件研究
2016-05-09方新磊李定龙李习伟赵庆婕缪建成陈毅忠
方新磊,李定龙,李习伟,赵庆婕,缪建成,陈毅忠,徐 冉
处理采油废水最佳絮凝剂的筛选及应用条件研究
方新磊1,李定龙1,李习伟1,赵庆婕2,缪建成2,陈毅忠1,徐 冉1
(1.常州大学环境与安全工程学院,江苏 常州 213164;2.江苏油田试采二厂,江苏 金湖 211600)
通过絮凝-沉淀法对采油废水进行深度处理,类比聚合氯化铝(PAC)、聚合氯化铝铁(PAFC)、聚合硫酸铝(PAS)、聚合硫酸铝铁(PAFS)、复合高分子絮凝剂(KD-11C)和生物絮凝剂6种絮凝剂对采油废水中含油量和悬浮固体(SS)含量的去除效果,通过单因素试验探究絮凝剂投加量、助凝剂投加量、温度、pH值和沉淀时间对絮凝效果的影响,并通过正交试验确定各因素影响程度的次序及最佳絮凝处理条件。结果表明:复合高分子絮凝剂絮凝效果最好;影响絮凝效果各因素的次序为温度>pH值>絮凝剂投加量>助凝剂投加量>沉淀时间;最佳絮凝处理条件是絮凝剂KD-11C投加量为50 mg/L、助凝剂PAM投加量为3 mg/L、温度为60℃、pH值为7.5、沉淀时间为30 min。
采油废水;絮凝剂筛选;含油量;悬浮固体含量
目前我国大部分油田已进入高含水期,采油废水产量不断增加[1]。采油废水具有腐蚀性强、高矿化度、高碱度、悬浮固体含量高、温度高、细菌含量高、化学药剂含量高、可生化性差等特点[2-3],若不及时处理,将严重影响油田的可持续发展,威胁人类的身体健康[4]。因此,研究采油废水处理问题意义重大。
目前,对采油废水进行处理的方法主要有物理处理法[5-7]、化学处理法[8-9]、物理化学处理法[10-11]和生物处理法[12-13]等。其中,物理化学处理法由于具有操作简单、设备占地面积小、适用范围广、处理成本低、处理效果稳定等优点而备受研究者关注。在物理化学法处理过程中,絮凝至关重要,而絮凝效果的优劣与絮凝剂密切相关。絮凝剂主要有无机絮凝剂[14]、有机絮凝剂[15]、复合絮凝剂[16-19]三大类,其中复合絮凝剂具有用量小、絮体体积大且密实、絮凝效果好等优点。为此,本试验选取处理油田废水的4种传统絮凝剂和2种新型絮凝剂,分别是聚合氯化铝(PAC)、 聚合氯化铝铁(PAFC)、 聚合硫酸铝(PAS)、聚合硫酸铝铁(PAFS)、复合高分子絮凝剂(KD-11C)和生物絮凝剂,以采油废水中含油量和悬浮固体(SS)含量的去除率为评价指标,比较不同絮凝剂对采油废水的絮凝效果,筛选出最优絮凝剂,进一步探究其投加量、助凝剂聚丙烯酰胺(PAM)投加量、温度、pH值和沉淀时间对采油废水中含油量和SS含量去除率的影响,并通过单因素试验和正交试验,得出最佳絮凝处理条件,旨在为采油废水物理化学法处理中絮凝剂的选取和絮凝工艺参数设置提供理论指导及技术支持。
1 材料与方法
1.1 废水来源及水质
试验用水取自江苏某油田采油废水处理站二级处理出水,出水水质pH值为7.52,温度为56℃,SS含量为56.35 mg/L,含油量为35.5 mg/L。
1.2 试验仪器和分析方法
试验仪器:MP220型pH计;岛津UV-2450紫外-可见光分光光度计;梅宇六联搅拌器(MY3000-6D);SLIJ-2A 数显恒温水浴锅;DHG-9146A鼓风电热恒温干燥箱;SHZ-DIII水循环真空泵。
试验试剂:石油醚(分析纯);无水氯化钙(分析纯);盐酸(分析纯);氢氧化钠(分析纯);聚合氯化铝(PAC,工业级);聚合氯化铝铁(PFAC,工业级);聚合硫酸铝(PAS,工业级);聚合硫酸铝铁(PAFS,工业级);复合高分子絮凝剂(KD-11C,工业级);生物絮凝剂(工业级);聚丙烯酰胺(PAM)。
分析方法:依据石油天然气行业标准《油田采出水中含油量测定方法——分光光度法》(SY/T 0530—2011)测定采油废水中含油量;依据《水质悬浮物的测定——重量法》(GB 11901—89)测定含油废水中SS含量。
1.3 试验方法
絮凝剂的筛选及影响因素探究试验(单因素试验):用量筒量取1 L含油废水加入烧杯中,将烧杯放置于梅宇六联搅拌器上,在预定的转速下(300 r/min)投加相同质量浓度的不同絮凝剂快速搅拌0.5 min,之后中速搅拌(100 r/min)3 min,最后转速改为50 r/min搅拌10 min,之后静沉30 min,取上清液200 mL,测定其含油量和SS含量,包括筛选絮凝剂种类及其投加量、助凝剂投加量、温度、pH值、沉降时间等影响因素的优选。
正交试验:根据前期烧杯试验,设计正交试验,筛选出影响絮凝效果的各因素的最佳值及其影响效果的主次关系。将絮凝剂KD-11C的投入量设为因素A,助凝剂PAM的投加量设为因素B,温度设为因素C,pH值设为因素D,沉淀时间设为因素E,各因素水平参见表1。

表1 因素水平表
2 结果与分析
2.1 絮凝剂的筛选与分析
本试验在六联搅拌器的试验杯中加入1 L水样,在预定水力条件下,分别投加20 mg/L、40 mg/L、60 mg/L、80 mg/L、100 mg/L、120 mg/L的絮凝剂,待絮凝结束后,取上清液200 mL测定其含油量和SS含量,并比较不同絮凝剂在相同投加量下对采油废水中含油量和SS含量的去除效果,其试验结果见图1和图2。
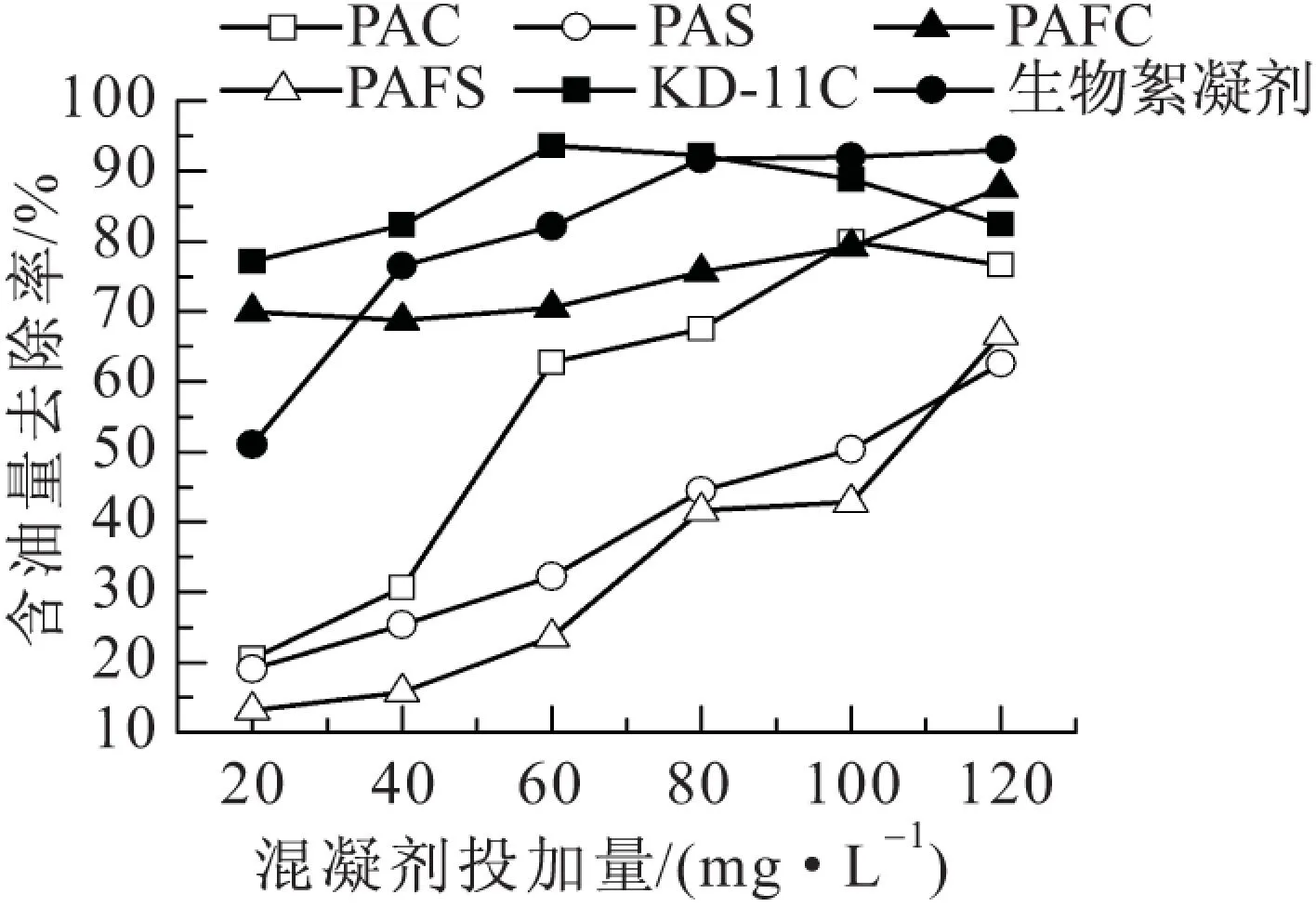
图1 不同絮凝剂在相同投加量下对采油废水中含量 含油量去除率的影响Fig.1 Effect of different flocculants with the same dosage on the removal rate in oil content of the oilfield wastewater

图2 不同絮凝剂在相同投加量下对采油废水中SS 去除率的影响Fig.2 Effect of different flocculants with the same dosage on the removal rate of SS in the oilfield wastewater
由图1和图2可见,不同絮凝剂在絮凝效果上存在着明显的差异,在20~120 mg/L投加量下,除絮凝剂KD-11C之外,其余5种絮凝剂均随着其投加量的增加,采油废水中含油量和SS含量的去除率随之增高,并且含油量的去除率要高于SS含量的去除率。其中,絮凝剂KD-11C在20~60 mg/L的投加量下,随着其投加量的增加,絮凝作用逐渐增强,采油废水中含油量和SS含量的去除率逐渐升高;絮凝剂KD-11C在80~120 mg/L的投加量下,随着其投加量的增加,过量的絮凝剂分子将油滴和悬浮颗粒物包裹起来,使油滴与悬浮颗粒再次“稳定”,絮凝作用逐渐减弱,采油废水中的含油量和SS含量的去除率逐渐减低;絮凝剂KD-11C在60 mg/L的投加量时,采油废水中含油量和SS含量的去除率分别为93.69%和86.31%。此外,在试验过程中观测到投加絮凝剂KD-11C后,矾花迅速结合成灰色大絮体,絮体具有结构密实、颗粒较大及下沉速度较快的特点。
通过比较可见,在低投加量下(60 mg/L)絮凝剂KD-11C对采油废水中含油量和SS含量的去除率高,且其生产的絮体结构密实、絮体量较少,较少的投加量不仅可节约经济成本,还可以减轻污泥处理负荷。因此,综合处理效果及经济因素考虑选取KD-11C作为絮凝剂。
2.2 影响絮凝效果的因素分析
影响絮凝剂絮凝作用的因素是多方面的,主要有絮凝剂的投加量、助凝剂的投加量、温度、pH值和沉淀时间等,这些因素会直接影响絮凝剂的絮凝效果,因此研究絮凝剂KD-11C絮凝过程中的影响因素,并优化处理时的絮凝条件对絮凝剂KD-11C处理采油废水有着重要的意义。因此,本试验首先研究絮凝剂KD-11C最佳投加量,再在其最佳投加量下分别改变助凝剂的投加量、温度、pH值和沉淀时间来探究上述各因素对絮凝剂KD-11C絮凝效果的影响。2.2.1 絮凝剂KD-11C投加量对采油废水中含油量和SS含量去除率的影响
由图1和图2可知,当絮凝剂KD-11C投加量由60 mg/L提高到80 mg/L时,采油废水中含油量和SS含量去除率均出现转折点,因此在本次试验中将絮凝剂KD-11C的投加量分别设定为10 mg/L、30 mg/L、40 mg/L、50 mg/L、60 mg/L、70 mg/L、80 mg/L、90 mg/L、100 mg/L,并按照预定的水力条件,待絮凝结束后取上清液200 mL测定其含油量和SS含量,考察絮凝剂KD-11C投加量对采油废水中含油量和SS含量去除率的影响,其试验结果见图3。

图3 絮凝剂KD-11C投加量对采油废水中含油量 和SS含量去除率的影响Fig.3 Effect of dosage of flocculant KD-11C on the removal rate of oil content and SS in the oilfield wastewater
由图3可见,初始阶段采油废水中含油量和SS含量的去除率随着絮凝剂KD-11C投加量的增加迅速提高,当KD-11C投加量增加到50 mg/L时,采油废水中含油量和SS含量的去除率分别为93.71%和86.4%,继续增加KD-11C的投加量,两曲线趋于平缓,采油废水中含油量和SS含量的去除率变化不大;当KD-11C投加量大于80 mg/L时,随着其投加量的增大,采油废水中含油量和SS含量的去除率均减小。这是因为:复合絮凝剂中的有机酸分子中含有可形成长支链结构的羧酸根,而絮凝剂中的季铵盐水解后使分子链上带有大量正电荷,絮凝剂KD-11C在10~50 mg/L的投加量下,随着溶液中絮凝剂投加量的增大,絮凝剂电性中和油滴负电荷的能力和吸附架桥的能力都在增加,从而使废水中的微粒和油滴脱稳,絮凝效果逐渐增强,采油废水中含油量和SS含量的去除率明显提高;但当絮凝剂KD-11C的投加量超过80 mg/L时,过多的絮凝剂分子同时吸附在同一个油滴和悬浮颗粒物上,其失去电性中和和吸附架桥作用,反而将油滴和悬浮颗粒物包裹起来,使油滴和悬浮颗粒物再次“稳定”,絮凝效果逐渐降低,采油废水中含油量和SS含量的去除率逐渐降低。
2.2.2 助凝剂PAM投加量对采油废水中含油量和SS含量去除率的影响
本试验在预定水力条件下,投加50 mg/L的絮凝剂KD-11C,在慢速搅拌阶段分别投加0 mg/L、2 mg/L、4 mg/L、6 mg/L、8 mg/L、10 mg/L的助凝剂PAM,搅拌10 min后,静沉30 min,取上清液200 mL,测定其含油量和SS含量,考察助凝剂PAM投加量对采油废水中含油量和SS含量去除率的影响,其试验结果见图4。

图4 助凝剂PAM投加量对采油废水中含油量和 SS含量去除率的影响Fig.4 Effect of flocculant aids PAM on the removal rate of oil content and SS in the oilfiled wastewater
由图4可见,助凝剂PAM投加量在0~2 mg/L时,随着其投加量的增加,采油废水中含油量和SS含量的去除率明显增加;当PAM投加量大于4 mg/L时,采油废水中含油量和SS含量的去除率随着其投加量的增加而减小。此外,试验过程中观测发现,加入助凝剂PAM的采油废水中形成的絮体体积较大,且沉降速度快,沉降时间为10 min时絮体已经全部沉至杯底,未投加助凝剂PAM的采油废水中形成的絮体细小,且沉降速度较慢,沉降时间为20 min时仍然有部分絮体悬浮在水中。这是因为:助凝剂PAM兼具电性中和及架桥作用,加入到絮凝体系后其高分子的长链可以把KD-11C絮凝形成的小絮体通过静电引力、范德华力及氧键力搭桥联结为更大的絮凝体,加快沉降、分离的速度;而PAM投加量高于4.0 mg/L时,随着其投加量的增加,胶粒表面因负荷过多的PAM分子而使胶粒之间斥力增大,也会出现复稳现象,使采油废水中含油量和SS含量的去除率降低。因此助凝剂PAM投加量应控制在2~4 mg/L范围内较为合适。
2.2.3 温度对采油废水中含油量和SS含量去除率的影响
本试验在絮凝剂KD-11C投加量为50 mg/L,其他条件不变的情况下,在恒温水浴锅内调节水浴温度分别为20℃、30℃、40℃、50℃、60℃、70℃,考察不同温度下絮凝剂KD-11C对采油废水中含油量和SS含量去除率的影响,其试验结果见图5。
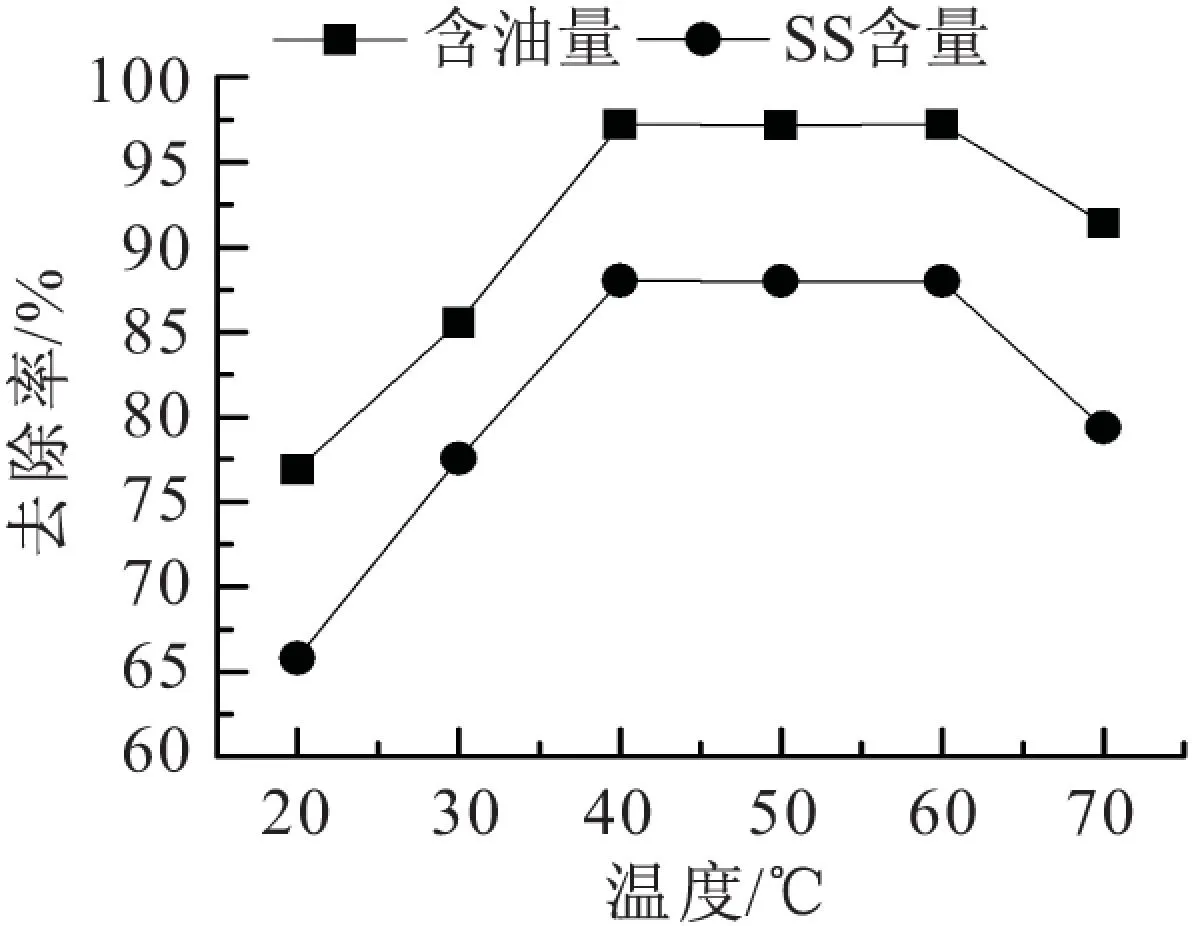
图5 温度对采油废水中含油量和SS含量去除率的影响Fig.5 Effect of temperature on the removal rate of oil content and SS in the oilfield wastewater
由图5可见:温度对絮凝剂KD-11C絮凝效果有很大的影响,在20~40℃范围内,随着温度的升高KD-11C絮凝效果逐渐变好,采油废水中含油量和SS含量的去除率迅速增加,这是由于温度升高有利于提高KD-11C的扩散速率,同时降低乳化油黏度、减小密度,从而使KD-11C的絮凝效果变好;在温度为40~60℃范围内,随着温度升高采油废水中含油量和SS含量去除率趋于稳定;当温度超过60℃后,随着温度升高采油废水中含油量和SS含量的去除率迅速降低。这是因为:温度低时,水黏度大,水中杂质的热运动减慢,彼此接触碰撞的机会减少,不利于相互凝聚,因此随着温度升高,絮凝剂KD-11C的絮凝效果逐渐变好;但温度过高时,KD-11C分子的热运动加快,与悬浮颗粒和油的碰撞频率增加,形成的絮凝体细小,且絮凝体的水合作用增加,絮体松散不易沉降,而且温度过高,溶液中高分子链收缩,缩短了架桥长度,减弱了絮凝效果,使采油废水中含油量和SS含量的去除率降低。
由此可见,絮凝剂KD-11C的最佳反应温度在40~60℃范围内,其对温度适应范围较广,根据原水温度可知,无需改变原水温度就能达到最佳处理效果。2.2.4 pH值对采油废水中含油量和SS含量去除率的影响
本试验在絮凝剂KD-11C投加量为50 mg/L,其他条件不变的情况下,采用浓度为1 mol/L的氢氧化钠和0.5 mol/L的盐酸调节水样pH值分别为5、6、7、8、9、10,考察不同pH值下絮凝剂KD-11C对采油废水中含油量和SS含量去除率的影响,其试验结果见图6。
由图6可见,pH值在5~7范围内时,随着pH值的增加,采油废水中含油量和SS含量去除率逐渐提高;当pH值在7~9范围内时,采油废水中含油量和SS含量的去除率基本不变;当pH值大于9时,采油废水中含油量和SS含量的去除率又逐渐降低。这是因为:当pH值过低时,影响絮凝剂KD-11C中有机酸分子的水解,降低了有机酸分子中含有可形成长支链结构的羧酸根的浓度,使吸附架桥能力降低;而过高的pH 值,会影响絮凝剂KD-11C中的季铵盐的水解,降低了季铵根阳离子浓度,使絮凝剂的电中和作用降低,而且过高的pH值还会影响KD-11C中有机酸絮凝剂分子的伸展性,使吸附架桥作用降低,因此pH值过低或者过高时,絮凝剂KD-11C的絮凝能力均下降。由此可见,絮凝剂KD-11C的最佳pH值在7.0~9.0左右,说明絮凝剂KD-11C对采油废水在弱碱性性和中性条件下具有较好的絮凝效果,其对pH值的适应范围较广,根据原水pH值可知,无需改变原水pH值就能达到最佳处理效果。

图6 pH值对采油废水中含油量和SS含量去除率 的影响Fig.6 Effect of pH on the removal rate of oil content and SS in the oilfield wastewater
2.2.5 沉淀时间对采油废水中含油量和SS含量去除率的影响
本试验在絮凝剂KD-11C投加量为50 mg/L,其他条件不变的情况下,改变沉淀时间分别为10 min、20 min、30 min、40 min、50 min、60min,考察不同沉淀时间下絮凝剂KD-11C对采油废水中含油量和SS含量去除率的影响,其试验结果见图7。
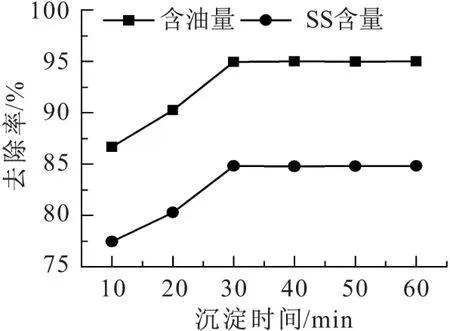
图7 沉淀时间对采油废水中含油量和SS含量 去除率的影响Fig.7 Effect of sedimentation time on the removal rate of oil content and SS in the oilfield wastewater
由图7可见,在沉淀时间为10~30 min范围内,随着沉淀时间的延长,采油废水中含油量和SS含量的去除率迅速上升,沉淀时间为30 min之后,两者的去除率趋于平缓。由此可见,絮凝剂KD-11C在30 min沉淀时间内就能取得良好的絮凝效果,所需沉淀时间较短。
2.3 絮凝剂KD-11C处理采油废水条件的优化
本试验选取絮凝剂(KD-11C)投加量、助凝剂(PAM)投加量、温度、pH值和沉降时间5个对采油废水中含油量去除率影响显著的因素,以含油量去除率为评价指标(经单因素试验分析可知,各因素对采油废水中含油量和SS含量去除率具有一致性,而且实验对象均为采油废水,因此正交试验仅选取含油量的去除率作为评价指标),根据前期单因素试验结果,进行5因素4水平的正交试验,从而确定最佳的处理条件参数,其试验结果见表2和表3。

表2 L16(45)正交试验表
由表3可见,各因素对采油废水中含油量去除率的影响程度不同,各因素的影响程度依次为:C(温度)>D(pH值)>A(絮凝剂投加量)>B(助凝剂投加量)>E(沉淀时间);通过对期望值K分析得出A1B3C4D1E3为最优组合,即最佳絮凝处理条件是:絮凝剂KD-11C投加量为50mg/L、助凝剂PAM投加量为3mg/L、温度为60℃、pH值为7.5、沉淀时间为30min。

表3 L16(45)正交试验期望值和极差分析结果
注:K1、K2、K3、K4为含油量去除率的期望值;R为极差。
3 结 论
(1) 传统絮凝剂聚合氯化铝(PAC)、聚合氯化铝铁(PFAC)、聚合硫酸铝(PAS)、聚合硫酸铝铁(PAFS)对采油废水中含油量和SS含量的去除率较低,新型生物絮凝剂对采油废水中含油量和SS含量的去除率随着其投加量增加而升高,但其投加量过大时,污泥量及经济成本较高,而新型复合高分子絮凝剂KD-11C在较低投加量(60mg/L)下,其对采油废水中含油量和SS含量的去除率分别为93.69%和86.31%,去除率较高,而且其絮体颗粒较大、下沉速度较快,因此该絮凝剂适用于采油废水的深度处理。
(2) 絮凝剂KD-11C投加量、助凝剂PAM投加量、温度、pH值、沉淀时间都对采油废水中含油量和SS含量的去除率有着不同程度的影响。通过单因素试验初步确定:絮凝剂KD-11C最适合的pH值为7~9左右、温度为40~60℃、絮凝剂KD-11C投加量为50mg/L、沉淀时间为30min、助凝剂PAM投加量为2~4mg/L,在其最适合的影响因素条件下对采油废水中含油量和SS含量的去除率较高,其去除率最高分别为98.84%和91.38%。
(3) 通过对正交试验结果进行期望值和极差分析,结果表明:各因素对采油废水中含油量去除率的影响程度依次为:C(温度)>D(pH值)>A(絮凝剂投加量)>B(助凝剂投加量)>E(沉淀时间),并确定最优絮凝处理条件为:絮凝剂KD-11C投加量为50mg/L、助凝剂PAM投加量为3mg/L、温度为60℃、pH值为7.5、沉淀时间为30min。
[1] 丁元娜,刘济嘉.我国油田废水处理工艺的现状及研究进展[J].辽宁化工,2014,43(1):33-34.
[2] 侯腱膨,陈东明,付晓.油田污水处理技术现状和新进展[J].内蒙古石油化工,2010,36(10):55-56.
[3]ZhangH,ZhangD,ZhouJ.RemovalofCODfromlandfillleachatebyelectro-Fentonmethod[J].Journal of Hazardous Materials,2006,135(1):106-111.
[4] 徐俊,于水利,梁红空,等.陶瓷脱处理油田釆出水用于回注的试验研究[J].中国环境科学,2008,28(9):856-860.
[5]AbadiSRH,SebzariMR,HematiM,etal.Ceramicmembraneperformanceinmicrofiltrationofoilywastewater[J].Desalination,2011,265(1):222-228.
[6]ZhangLH,XiaoH,ZhangHT,etal.Optimaldesignofanoveloil-waterseparatorforrawoilproducedfromASPflooding[J].Journal of Peroleum Science and Engineering,2007,59(3/4):213-218.
[7] 杨洪升,陈次昌.新型含聚污水处理剂的研制及作用机理分析[J].石袖钻釆工艺,2011,33(2):108-110.
[8] 付继彤.电絮凝-气浮工艺处理含聚采油污水及配聚应用试验[J].石油天然气学报,2013,34(12):157-160.
[9] 姚明修,祝威,桂召龙.油田含聚污水聚结气浮处理工艺实验研究[J].石油化工应用,2011,30(1):80-82.
[10]方健,刘振国,董洋,等.旋流加气浮选器处理渤海S油田含聚污水[J].油气田地面工程,2012,31(4):36-37.
[11]Fakhru'l-RaziA,PendashtehA,AbidinZZ,etal.Applicationofmembrane-coupledsequencingbatchreactorforoilfieldproducedwaterrecycleandbeneficialre-use[J].Bioresource Technology,2010,101(18):6942-6949.
[12]PendashtehAR,Fakhru'L-RaziA,Chuah,TG,etal.Biologicaltreatmentofproducedwaterinasequencingbatchreactorbyaconsortiumofisolatedhalophilicmicroorganisms[J].Environment Technology,2010,31(11):1229-1239.
[13]李艳红,史利荣,李英利,等.高盐度采油废水石油降解菌株的筛选及鉴定[J].安全与环境工程,2013,20(5):80-84.
[14]高万夫,张华佳,何壮.油田污水净化处理中絮凝剂的筛选[J].石油石化节能与减排,2012,2(3):34-38.
[15]岳钦艳,李春晓,高宝玉,等.疏水缔合阳离子型聚丙烯酰胺絮凝剂的制备及其对含油废水的除油效果[J].石油化工,2009,38(2):169-173.
[16]ZengD,WuJ,KennedyJF.Applicationofachitosanflocculanttowatertreatment[J].Carbohydrate Polymers,2008,71(1):135-139.
[17]于萌,汪伟英,陈会娟,等.复合絮凝剂新配方处理油田污水的实验研究[J].应用化工,2012,41(6):1015-1018.
[18]ZengY,YangC,ZhangJ,etal.FeasibilityinvestigationofoilywastewatertreatmentbycombinationofzincandPAMincoagulation/flocculation[J].Journal of Hazardous Materials,2007,147(3):991-996.
[19]矫娜,王东升,徐绪筝,等.改性硅藻土复合混凝剂处理深度采油废水[J].环境工程学报,2013,7(1):78-82.
Screening and Application Conditions of Optimal Flocculant for Oilfield Wastewater Treatment
FANG Xinlei1,LI Dinglong1,LI Xiwei1,ZHAO Qingjie2,MIU Jiancheng2,CHEN Yizhong1,XU Ran1
(1.SchoolofEnvironment&SafetyEngineering,ChangzhouUniversity,Changzhou213164,China;2.The2stPilotProductionFactory,JiangsuOilfield,Jinhu211600,China)
This paper applies a flocculation-sedimentation method to treat the oilfiled wastewater,and compares six flocculants including polyaluminium chloride (PAC),polyaluminium chloride (PAFC),polymer aluminum sulfate (PAS),polymer aluminum sulfate iron (PAFS),composite polymer flocculant KD-11C and biological flocculants with each other for their oil content and suspended solid(SS) content removal efficiency.Then,the paper applies single factor experiment to explore the impact of the dosage of flocculant,the dosage of flocculant aids,temperature,pH and sedimentation time on flocculation,and determines the influence order of various factors and the optimal processing conditions of flocculation through the orthogonal experiment.The experimental results show that composite polymer flocculant is the best flocculant for the wastewater treatment,and the influence order of the factors on the flocculation is temperature>pH value>the dosage of flocculation>the dosage of flocculant aids>sedimentation time,and the optimal processing conditions of flocculation are the dosage of flocculant KD-11C 45 mg/L,the dosage of flocculant aids PAM 3 mg/L,temperature 60℃,pH 7.5 and sedimentation time 30 min.
oilfield wastewater;flocculant screening;oil content;suspended solid content
罗泽娇(1970—),女,博士,教授,主要从事土壤和地下水污染的调查、风险评价与修复等方面的研究。E-mail:zjluo@cug.edu.cn
1671-1556(2016)02-0039-06
2015-08-21
2015-12-07
江苏油田试采二厂科研攻关专项项目(ZC0609-0001)
方新磊(1990—),男,硕士研究生,主要研究方向为水体污染修复与有机物场地污染修复。E-mail:czfxinlei@163.com
X703.1;X741
A
10.13578/j.cnki.issn.1671-1556.2016.02.008
