花键轴塑性成形工艺专利技术综述
2016-05-06戴燕燕
戴燕燕
摘 要:主要介绍了花键轴的塑性成形工艺,并从专利的角度,梳理了花键轴塑性成形工艺专利技术发展趋势,并对该技术领域专利申请趋势进行了简要的统计和分析。
关键词:花键轴;塑性成形;专利
DOI:10.16640/j.cnki.37-1222/t.2016.09.043
1 概述
花键轴是机械传动系统中用来传递轴与轴之间扭矩的零件,被广泛应用于机械行业。当前,成形花键轴的工艺主要有两种,分别为传统的切削加工和塑性成形加工,塑性成形加工属于无切屑加工,因为具有产品性能好、材料利用率高等诸多优点而逐渐成为生产花键轴的主流工艺。
2 花键轴的塑性成形
塑性成形加工花键轴,即利用在常温下,金属具有一定塑性的特点,并在模具的作用下,使工件产生一定的塑性变形而形成花键轴。花键轴的塑性成形工艺主要包括挤压和滚轧等工艺。
2.1 花键轴的挤压成形工艺
挤压成形花键轴的原理:工件在压力机中冲头下压的压力下,以一定速度V通过内花键模具,该模具型腔具有与花键轴相同的参数,继而发生塑性变形挤压出花键轴。在CNABS数据库中,可检索到该数据库中相对较早的通过挤压模具挤压成形花键轴工艺的专利,其通过对坯料进行各种挤压前处理之后,利用中心锥角小于40度的型腔,并在入口处设置一个专用凹模,该凹模带有一定角度的导流分流口,从而一次复合挤压成形,即外径尺寸小于花键轴外径尺寸的坯料,采用正向挤压朝前,产生镦粗变形的部分材料经导流分流口流入凹模腔,进行正向、径向的复合挤压成形花键轴[1]。
随着技术的发展,传统花键轴的材料40Cr、35CrMo钢已被具有更高机械性能的42CrMo钢所取代,因而造成花键轴在常温下的冷挤压成形载荷大,金属材料的流动能力差,花键轴的齿形角填充质量差等问题,为了克服上述问题,花键轴的挤压成形逐渐又冷挤压转为热挤压,发明名称为“一种中高频感应加热与振动复合挤压花键轴的装置及工艺”,在花键轴进行挤压成形之前,先通过中高频感应加热器对坯料上花键齿形段表面金属进行快速加热至预设温度,在坯料送往挤压模具时,同时通过振动器对坯料施加轴向振动,坯料通过挤压模具的作用即可获得热挤压成形的花键轴[2]。
2.2 花键轴的滚轧成形工艺
花键轴的滚轧成形通常也称之为滚压成形,根据专利检索的结果,可以分为以下几种:
第1种为采用滚轮滚挤花键轴,利用一组具有与花键轴齿形相同的截面形状的滚轮,在压力P的作用下与工件发生相对滚动,逐步压入工件的表层金属材料,使得工件发生塑性变形从而滚轧出花键轴。名称为“花键轴滚压装置”的实用新型专利,就是将一组与所需加工的花键轴的键数相同的滚压轮均匀分布排列并安装在嵌轮板上;滚压轮的横截面的外沿线与所需加工的花键轴的横截面的外沿等分线相吻合,在嵌轮板的中心形成一个与所需加工花键轴截面大小、形状相应的成形通道,在外力的作用下,使其通過由滚压轮所围成的成形通道后,生产出所需要的花键轴[3]。
第2种是采用齿条模具滚轧花键轴,通过上、下对称的两个齿条模具以速度V绕工件轴线做相对平行的交错运动,在摩擦力的作用下,两个齿条模具带动工件滚动,上、下齿条模具逐渐压入工件的表面金属,使得工件发生塑性变形从而形成花键轴。名称为“搓齿板”的实用新型就是利用一对搓齿板对工件进行的滚轧成形,采用的是具有预成型齿、成型齿和退出齿三个齿形段的搓齿板,被搓工件搁置在上、下搓齿板中间,在搓齿的过程中,上、下搓齿板相向而行,中间被搓的工件随之转动,从而成形花键轴,该成形工艺可提高花键轴的成形效率,且能保证成形精度[4]。
3 花键轴成形工艺的专利分析
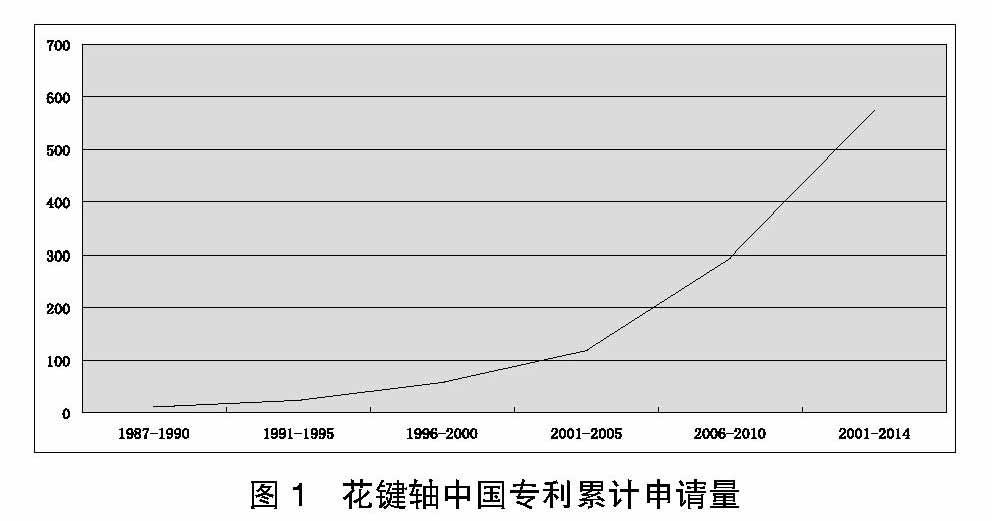
从花键轴成形工艺的专利申请量着手进行专利定量分析,主要在CNABS数据库中,针对检索了分类号为金属挤压B21C23/+,B21C25/+以及轧制齿轮B21H5/+下的有关花键轴成形工艺的专利,截止到2014年4月30日,CNABS数据库中的专利总量为:578篇,基于以上数据对该技术领域进行总体统计和分析。
由图1可以看出,花键轴成形领域的中国专利申请大体经历了以下三个阶段:
(1)缓慢发展阶段(1987-1995)。1995年之前国内申请量很少,总数不达30件,发展缓慢,在此期间检索到国内花键轴成形的专利申请最早出现在1987年;
(2)快速发展阶段(1996-2005)。1995年之后相比1995年之前有一定的发展,专利申请总量突破了100件,1996-2005年的这十年属于一个快速增长时期;
(3)迅猛发展阶段(2006-2014)。2006年至今,花键轴成形的专利申请量占其总申请量的80%以上,进入了迅猛发展时期。
4 总结
通过对花键轴成形领域的相关专利信息分析,可以快速理解该领域内有关花键轴成形发明的基本构思,准确获得技术方案的关键点,并利用“发明关键点”和“时间节点”等要素有效筛选和定位对比文件,大幅减少检索时间,有效提高审查效率。
参考文献:
[1]张俊清.采用中碳钢冷挤压成形加工花键轴的工艺方法[P].中国专利:CN1507963A2004-06-30.
[2]西安交通大学.一种中高频感应加热与振动复合挤压花键轴的装置及工艺[P].中国专利:CN103028624A2013-04-10.
[3]刘总路.花键轴滚压装置[P].中国专利:CN2590683Y2003-12-10.
[4]哈尔滨第一工具有限公司.搓齿板[P].中国专利:CN2810844Y2006-08-30.
