葡萄籽油提取工艺条件优化
2016-04-23冯艳芸李海萍宝鸡出入境检验检疫局陕西宝鸡7006咸阳市城市绿化管理处陕西咸阳7000
冯艳芸,李海萍 (.宝鸡出入境检验检疫局,陕西宝鸡7006;.咸阳市城市绿化管理处,陕西咸阳 7000)
葡萄籽油提取工艺条件优化
冯艳芸1,李海萍2(1.宝鸡出入境检验检疫局,陕西宝鸡721006;2.咸阳市城市绿化管理处,陕西咸阳 712000)
摘要[目的]研究葡萄籽油提取的最优工艺条件,为葡萄酒加工生产中的副产物充分利用提供科学依据。[方法]在单因素试验考察超声波提取时间、处理温度和超声波功率对葡萄籽油提取量影响的基础上,采用响应曲面法研究工艺条件,建立了二次多项回归模型方程,并结合SAS 9.0数学分析软件对其工艺条件参数进行了预测和评价。[结果]葡萄籽油提取的最优工艺条件为:料液比1∶13 g/mL、提取时间48 min、处理温度37 ℃和超声波功率490 W,在此条件下得到的葡萄籽油提取量为194.1 mg/g。[结论]该研究采用响应曲面法优化获得的葡萄籽油提取工艺条件可靠,建立的二次回归模型方程合适有效,具有一定的实用价值。
关键词葡萄籽油;提取;工艺条件;优化
Optimization of Technical Condition for Extraction of Grape Seed Oil
FENG Yan-yun1, LI Hai-ping2
(1.Baoji Entry-Exit Inspection and Quarantine Bureau, Baoji, Shaanxi 721006; 2.Xianyang Green Management Office, Xianyang, Shaanxi 712000)
Abstract[Objective] The aim was to study optimal conditions for extracting grape seed oil, and provide scientific basis for utilizing by-products in wine processing production.[Method] Effects of extraction time, temperature and ultrasonic power on yield of grape seed oil were investigated by single factor test.The technical conditions were studied with response surface method, quadratic regression model equation was established, the technical parameters were predicted and evaluated combing with SAS 9.0 mathematical analysis software.[Result] The optimal conditions for extracting grape seed oil were: solid-liquid ratio 1∶13 g/mL, extraction time 48 min, processing temperature 37 ℃ and ultrasonic power 490 W, under the above conditions, extraction amount of grape seed oil was 194.1 mg/g.[Conclusion] The response surface method is reliable, quadratic regression model equation is appropriate, and it has a certain practical value.
Key wordsGrape seed oil; Extraction; Process condition; Optimization
我国葡萄资源丰富,其中80%的葡萄用于酿酒,葡萄籽是葡萄酿酒加工中的主要副产物,葡萄籽占鲜果重量的4%~7%,而葡萄籽的含油量为14%~17%。我国对葡萄籽的利用率并不高,每年大量的葡萄籽作为废弃物丢掉,对资源造成了很大的浪费的同时对环境也造成污染[1-2]。
葡萄籽油是葡萄籽经由物理或化学方式提炼而成的液体,含有大量的不饱和脂肪酸,其脂肪酸的主要成分是亚油酸,亚油酸是人体必需的营养物质,对于儿童的大脑和神经发育以及维持成年人血脂平衡、防止血栓形成、清除胆固醇都有着重要的作用。同时,亚油酸还具有抗衰老、增强免疫力等多种生物学作用和功能[3-5],因此,积极研究和利用葡萄籽油有着十分重要的意义[6]。笔者通过响应曲面法分析,优化建立葡萄籽油提取工艺条件,获得品质优良的葡萄籽油,以期为葡萄酒加工生产中的副产物充分利用提供科学依据。
1材料与方法
1.1材料原料及试剂:龙眼葡萄,购于农贸市场,分离籽并粉碎,冷冻备用;石油醚、无水乙醇、磷酸氢二钠、酒石酸钾钠、硫酸亚铁、磷酸二氢钾、氢氧化钠等,均为分析纯。主要仪器设备:SHIMADZU型电子天平,Uni-Bio公司;KQ-700GVDV型三频恒温数控超声波清洗器,江苏省昆山市超声波仪器有限公司;FW177型粉碎机,天津市泰斯特仪器有限公司;SHB-Ⅲ型循环水式多用真空泵,郑州长城科工贸有限公司;优普UPT系列纯水仪,西安优普仪器设备有限公司;HH-60型数显恒温搅拌循环水箱,北京国华医疗器械厂;101A-3型电热鼓风干燥箱,杭州萧山永发电器有限公司。
1.2葡萄籽油提取方法
1.2.1工艺流程。准确称取葡萄籽粉5.0 g→添加一定量石油醚→超声波提取→抽滤→水浴锅加热并放置于通风厨中(挥发石油醚)→得到葡萄籽油粗品。
1.2.2葡萄籽油提取与计算。准确称取一定量葡萄籽粉,加入石油醚进行超声波提取,减压抽滤除去剩余的葡萄籽粉并收集获得滤液,采用恒温水浴法在通风厨内蒸发除去滤液中的石油醚,收集获得的葡萄籽油粗品,冷却、称重,计算葡萄籽油提取量:

式中,t 为葡萄籽油提取量(mg/g);M0为葡萄籽粉质量(g);M1为容器质量(g);M2为葡萄籽油和容器总质量(g)。
1.3葡萄籽油提取单因素研究以5.0g葡萄籽粉为基准,分别设定料液比1∶7、1∶10、1∶13和1∶16g/mL,超声波处理温度为30、40、50和60 ℃,提取时间为15、30、45和60min,超声波功率为350、420、490、560和630W,处理结束后,计算葡萄籽油提取量,以确定各个因素的最佳适用范围。
1.4响应曲面法优化试验设计为了确定最佳的葡萄籽油提取工艺,在单因素试验基础上,以超声波提取时间、处理温度和超声波功率为自变量,葡萄籽油提取量为因变量,采用响应曲面法优化获得最佳的葡萄籽油提取工艺条件。具体因素水平及编码如表1所示。
2结果与分析
2.1响应曲面法优化提取葡萄籽油在单因素试验基础上,固定料液比为1∶13g/mL,以处理时间、提取温度和超声波功率为自变量,葡萄籽油提取量为因变量,采用响应面法优化获得最佳的葡萄籽油提取工艺条件。结果如表2所示。
表1响应面法优化设计的因素编码及水平
Table1Designoffactorsandlevelsoptimizedbyresponsesurfacemethod
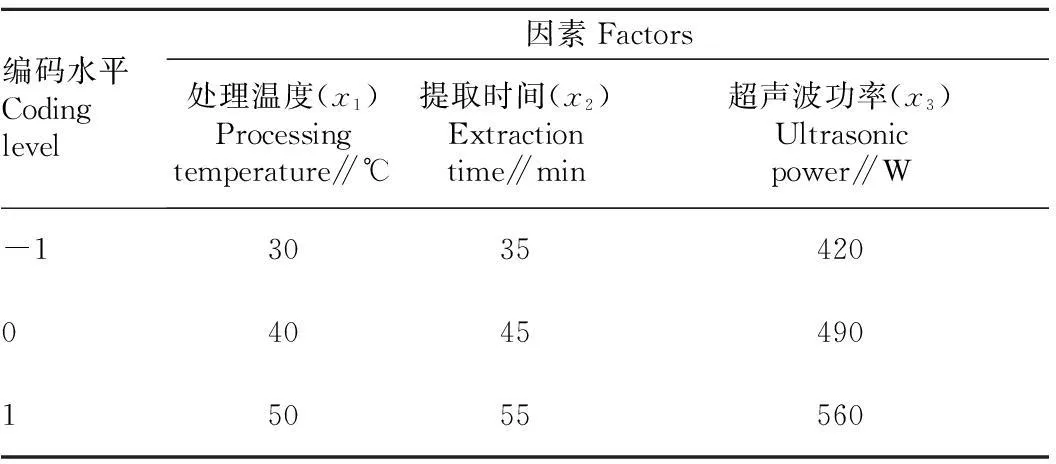
编码水平Codinglevel因素Factors处理温度(x1)Processingtemperature∥℃提取时间(x2)Extractiontime∥min超声波功率(x3)Ultrasonicpower∥W-130354200404549015055560
注:编码值x1、x2、x3依次为:x1=(真实值1-40)/10;x2=(真实值2-45)/10;x3=(真实值3-490)/70。
Note: Coding valuex1,x2,x3arex1=(true value1-40)/10;x2=(true value2-45)/10;x3=(true value 3-490)/70.
同时,对获得的数据进行多元回归方程拟合,得到葡萄籽油提取量(y)对处理温度(x1)、提取时间(x2)和超声波功率(x3)的二次多项回归模型方程:Y=191.01-13.20x1+1.57x2-2.37x3-23.14x12+3.37x1x2+3.32x1x3- 2.66x22-4.19x2x3-15.78x32。
对该模型进行方差分析,结果得出,F模型=99.77,P模型<0.000 1;Fx1=241.07,Px1<0.000 1;Fx2=3.42,Px2=0.106 8;Fx3=7.74,Px3=0.027 2;Fx1x2=7.88,Px1,x2=0.026 2;Fx1x3=7.63,Px1x3=0.028 0;Fx2x3=12.15,Px2x3=0.010 2;Fx12=390.07,Px12<0.000 1;Fx22=5.16,Px22=0.057 4;Fx32=181.29,Px32<0.000 1;F失拟=0.26,P失拟=0.852 5;R2=0.992 3。
由方差分析结果可见,通过响应曲面法建立的二次回归模型方程中P<0.000 1,说明方程及其不同处理间的差异极为显著。处理温度和提取时间、处理温度和超声波功率以及提取时间和超声波功率之间的交互作用都是显著的(0.01
2.2响应面分析及参数优化试验根据试验设计专家软件Design-Expert 8.0.5 b分析获得二次回归模型方程和各因素之间的响应面图,以此评价处理温度、提取时间和超声波功率对葡萄籽油提取效果的影响。由图1可见,在葡萄籽油提取过程中,提取时间、处理温度和超声波功率都对葡萄籽油的提取效果有较大的影响,在考察的各因素范围内均存在葡萄籽油提取量的最大值。利用数学统计分析软件SAS 9.0对葡萄籽油提取过程中的提取时间、处理温度和超声波功率3个关键因素进行预测:则提取时间47.6 min、处理温度37.2 ℃和超声波功率480.2 W条件最佳,在此条件下,葡萄籽油的提取量为192.6 mg/g。考虑实际操作中的可行性和仪器设备的操作性,对SAS 9.0软件中优化获得的参数进行修正,即提取时间48 min、处理温度37 ℃和超声波功率490 W,在此条件下进行验证试验,得到的葡萄籽油提取量为194.1 mg/g,验证试验结果与模型预测值之间没有显著差异,说明其吻合度比较好。
表2不同条件下葡萄籽油提取量
Table 2Extraction amount of grape seed oil under different conditions

试验号TestNo.因素Factors处理温度(x1)Processingtemperature提取时间Extractiontime(x2)超声波功率Ultrasonicpower(x3)葡萄籽油提取量Extractionamountofgrapeseedoil∥mg/g1-1-10180.421-10148.33-110175.44110156.75-10-1171.6610-1137.67-101159.98101139.290-1-1168.21001-1181.2110-11172.312011168.513000189.014000192.515000184.216000194.617000191.6
3结论
该研究在单因素试验基础上,开展了基于响应曲面法分析的葡萄籽油提取工艺条件优化研究,建立了二次多项回归模型方程,探讨了关键因子及其相互作用,并结合SAS 9.0数学分析软件对其工艺参数进行了预测和评价。研究结果表明,料液比1∶13 g/mL、提取时间48 min、处理温度37 ℃和超声波功率490 W为最佳的葡萄籽油提取工艺,在此条件下得到的葡萄籽油提取量为194.1 mg/g。验证试验结果与模型预测值之间没有显著差异,说明其吻合度比较好。该试验中采用响应曲面法优化获得的葡萄籽油提取工艺条件是比较可靠的,研究建立的二次回归模型方程合适有效,具有一定的实用价值。

图1 各因素对葡萄籽油提取的影响Fig.1 Effects of each factor on grape seed oil extraction
参考文献
[1] 高璐,胡博然,祁妤琳,等.葡萄籽油提取工艺研究及对其理化性质的影响[J].食品科学, 2009,22(30):81-83.
[2] 何文兵, 李晓萌.葡萄籽油的提取及其性质研究[J].安徽农业科学, 2012,40(1): 106-107,110.
[3] 边梅娜, 白红进, 曾红,等.赤霞珠葡萄籽油的提取及脂肪酸成分分析[J].食品科学, 2013,16(34): 297-300.
[4] 李超,王卫东,范冬梅,等.响应曲面法优化葡萄籽油的超声波协同微波提取工艺研究[J].中国食品添加剂, 2010(4):129-134.
[5] 高璐, 沈媛, 杨振泉,等.不同工艺提取葡萄籽油对体内抗氧化特性的影响[J].现代食品科技, 2014,12(30): 188-193.
[6] 董海洲, 刘传富, 侯汉学,等.葡萄籽油的浸提和精炼工艺[J].食品与发酵工业, 2004(7):120-124.
中图分类号S 609.9
文献标识码A
文章编号0517-6611(2016)06-094-03
收稿日期2016-02-01
作者简介冯艳芸(1985- ),女,陕西扶风人,工程师,硕士,从事食品检测研究。
