对接环焊缝射线检测中KK值计算的探讨
2016-04-22靳茂明
靳茂明
(江苏省特种设备安全监督检验研究院 南京 210003)
对接环焊缝射线检测中KK值计算的探讨
靳茂明
(江苏省特种设备安全监督检验研究院 南京 210003)
摘 要:K值是射线检测中的一个重要参数,应控制实际透照时的透照比K值不能超过标准要求。本文对环焊缝不同透照方法下K值的取值范围进行分析,并给出K值的计算公式和相关参数的计算方法,为计算机辅助计算建立一个精确高效的数学模型。
关键词:环焊缝 射线检测 K值公式 透照比
Discussion on Calculation of K Value on X-rays Examination for Circumferential Butt Welds
Jin Maoming
(Jiangsu Province Special Equipment Safety Supervision Inspection Institute Nanjing 210003)
Abstract K value is an important parameter in X-rays examination, which should be controlled not exceed the requirements of standard. This paper researches calculation formula of K value on X-rays examination for circumferential welds and establishes a precise and effi cient mathematical model for computer-aided calculation.
Keywords Circumferential welds X-rays examination K value formula Radiographic ratio
JB/T 4730—2005《承压设备无损检测》附录D给出了K值分别取1.1、1.2、1.06三种情况下环焊缝100%检测时的最少透照次数曲线图,但根据附录D的曲线图确定最少透照次数后,还需要计算实际半幅射角,计算出的η角必需服从于实际最大可用半幅射角的限制,而在内透偏心法透照时可能的最大K值会小于1.06,这时附录D将不再适用,因此必要的计算有助于制定更加科学合理的检测方案。
实际检测中胶片的长度可能是固定的,如何在K值满足标准要求的情况下,最大效率的利用胶片长度是主要考虑的问题,因此有必要研究由底片有效评定长度发起的计算问题。
环焊缝射线检测中存在四种透照方法涉及到较繁琐的计算(中心透照计算较简单),本文将四种透照方法中的计算问题进行统一考虑,总体上划分为几何层计算和物理层计算两部分,并以圆心角计算为核心建立几何参数和物理参数之间的数学关系。把透照距离f或焦距F转化成圆心至焦点的距离后再参与相关的角度计算,很大程度上优化了计算方法,同时4种透照方法的几何角度计算和K值计算将使用相同的计算公式。
1 问题的几何描述
假设在平面内存在两个半径分别为Ri和Ro的同心圆(O点为圆心,Ri<Ro),P为平面内任意一点(即焦点),如果通过P点的一条直线L至少与内圆相交,假设该直线与直线OP的夹角为η(0°≤η≤90°,即实际透照半幅射角),求该直线与两个圆交点之间的距离与Ro-Ri的比值(即K值=A1B1/Ro-Ri)、每个交点所对应的圆心角的大小(即2倍α1和2倍α2)以及圆心角所对应的弧长(即有效检测长度和底片有效评定长度)与OP距离和η的关系,见图1。
图1
1.1对相关参数在几何关系上进行统一规定和几何定义:
规定直线L与内圆的交点统一标识为A1、A2,规定直线与外圆的交点统一标识为B1、B2。对相关角度做如下符号定义:
θ1:直线L与内圆交点处的法线与直线L的夹角(θ1≤90°);
θ2:直线L与外圆交点处的法线与直线L的夹角(θ2<90°);
β:直线L与内圆和外圆相邻的两个交点所对应的圆心角(β<90°);
无论是内透法还是外透法,以上三个角度的几何关系保持不变,以圆心O点、P点和四个交点形成的三角函数关系保持不变,这使得4种透照方法下实现统一计算成为可能。θ1、θ2、β的角度值取决于OP的距离和η的大小,同时OP的距离和η的大小也决定了A1B1、A2B2的长度(A1B1=A2B2),所以K应该是OP和η的函数。设f为射线源至工件表面距离, 则OP距离为:
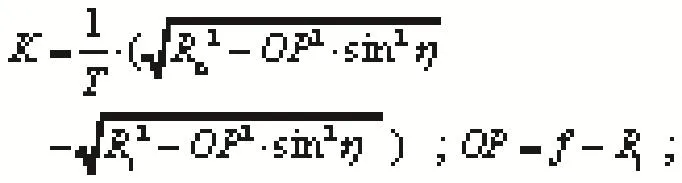
内透f<Ri时,OP=Ri-f;内透f>Ri和外透双壁单影时,OP=f-Ri;外透单壁单影时,OP=f+Ro。
1.2 对有关物理参数和角度的定义(本文未定义的参数和符号与标准相同)
1)射入点半圆心角α1
在一次曝光中对搭接标记曝光成像时,射线射入(工件)点对应的半圆心角(0<α1<90°)。
2)射出点半圆心角α2
在一次曝光中对搭接标记曝光成像时,射线射出(工件)点对应的半圆心角(0<α2<90°)。
3)成像点半圆心角α3
一次曝光中搭接标记在底片上成像点对应的半圆心角(0<α3<90°), α3用于考虑底片和工件之间存在贴合间隙时, 计算底片有效评定长度(见图2、图3、图4)。
图2 (内透f<Ri)
图3 (内透f>Ri和外透双壁单影)
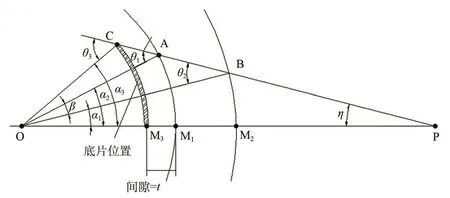
图4 (外透单壁单影)
4)透照比K
射线穿透工件时,射线射入点与射出点之间的距离和透照厚度(W)的比值。标准对最大允许透照比有限制。
5)有效检测(或透照)半圆心角α
在一次曝光中,如果射入点或射出点对应的半圆心角区域内的全部厚度,都在有效透照半辐射角η范围之内,则射入点或射出点对应的圆心角为有效检测半圆心角,即:内透法(f<Ri)和外透法单壁单影时,α=α1;内透法(f>Ri)和外透法双壁单影时,α=α2;(见图1、图2所示)。中心透照时α=α1=α2。有效检测半圆心角α用于计算环焊缝检测比例。
6)一次有效检测(或透照)长度Le
指有效检测圆心角(2倍α)对应的沿底片侧焊缝表面的弧长,内透法和外透双壁单影时指外圆弧长,外透单壁单影时指内圆弧长。(注:将一次有效检测长度规定为底片侧的焊缝长度,以和底片有效评定长度保持在相同计算维度,有利于理解和比较。)
7)底片有效评定长度Lv
在一次曝光中,两端搭接标记在底片上曝光成像点之间的长度,Lv的理论长度等于成像点半圆心角α3对应弧长的2倍。在不考虑底片与工件之间的间隙时,Lv的理论长度等于射出点半圆心角α2对应弧长的2倍。如果曝光后实际有效评定长度大于理论计算值,可能是由于实际透照距离小于计算值,或是搭接标记放置位置偏大,这两种情况都可能造成实际K值超过标准规定,必要时应进行K值验证。
8)横向裂纹检出角θ
指射线穿透工件时,射入点的法线与射入方向的夹角(θ≤90°)。内透法和外透双壁单影时θ=θ1,外透单壁单影时θ=θ2,中心透照时θ等于零。
9)漏检半圆心角β
在射入点半圆心角α1对应的全部厚度区域内,如果存在部分厚度区域不在实际透照半辐射角η范围之内,则存在漏检。漏检半圆心角β等于射线射入点和射出点之间对应的圆心角。内透法(f>Ri)和外透双壁单影时存在漏检。
关于漏检也可以解释为当射出点半圆心角α2小于射入点半圆心角α1时存在漏检。
2 四种透照方法在几何关系上的统一计算
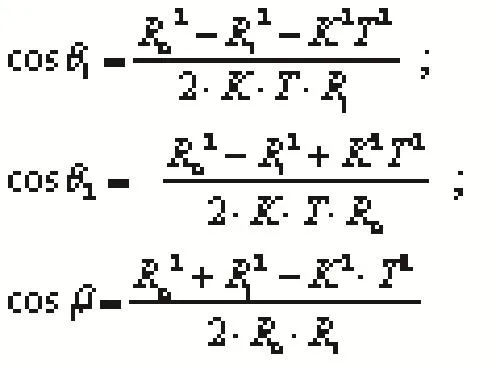
2.1 θ1、θ2、β与K之间的余弦定理关系
若已知K值,在三角形OA1B1或OA2B2中,可应用余弦定理计算出θ1、θ2和β:
2.2 θ1、θ2、β与OP和η之间的正弦定理关系
在三角形OPA1和OPB1(或三角形OPA2和OPB2)中分别应用正弦定理得到θ1、θ2、β与OP 和η的关系:
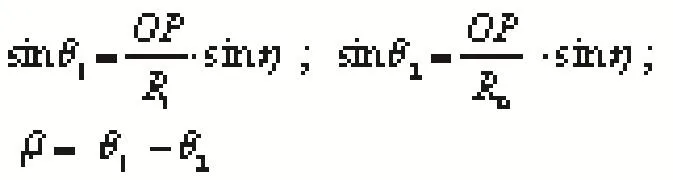
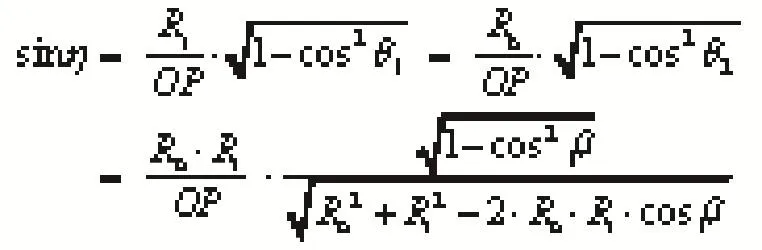

推导过程如下:
3 K值计算公式
3.1 K值计算方法1
在三角形OA1B1或OA2B2应用正弦定理:
3.2 K值计算方法2
由圆心O点向直线PB2做垂直线h相交于C点(见图5,内透法时计算也是相同的):
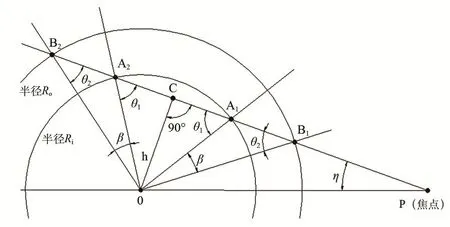
图5

3.3 K值的取值范围分析
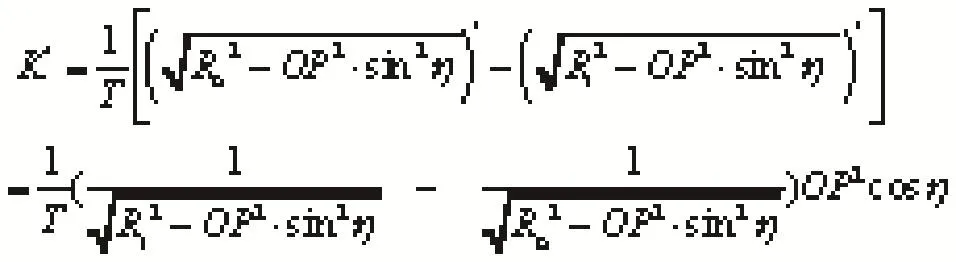
因为 Ri<Ro, 所以

对于内透法,当0≤η<90°时,cosη>0,即K′>0,所以K值单调递增,当90°<η≤180°时,cosη<0,即K′<0,所以K值单调递减,当η=90°时cosη=0,即K′=0,所以η=90°时K达到最大值:, K值的变化趋势如图6所示(90°<η≤180°时超出η的物理定义)。
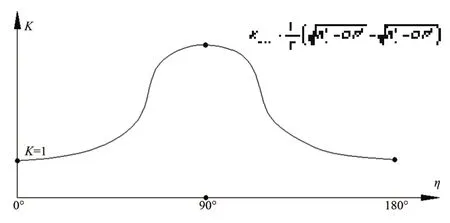
图6 K值曲线(OP<Ri)
对于外透法,η的取值范围达不到90°,因为K值单调递增,所以η为最大值arcsin(Ri/ OP)时K达到最大值(此时与内圆相切):,但在几何意义上η的取值范围允许是180°- arcsin(Ri/ OP)≤η≤180°(此时与内圆开始在另一侧相交,但这也超出了对η的物理定义)。
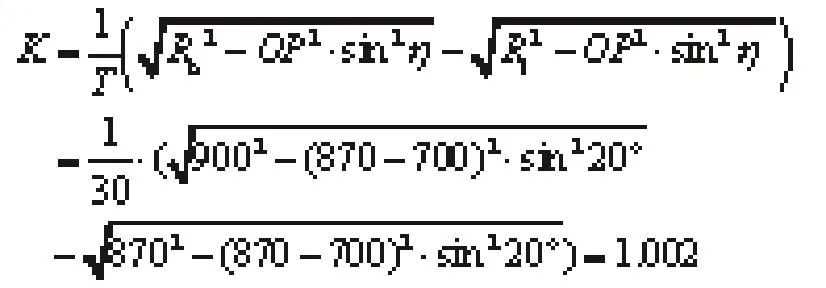
3.4 算例
算例1:若采用内透偏心法(f<Ri)透照Do=1800mm,厚度30mm的环焊缝,如果f=700mm(即焦距F=730mm),取半幅射角η=20°,则K 值为:
可能的最大K值为(假设半幅射角η=90°):
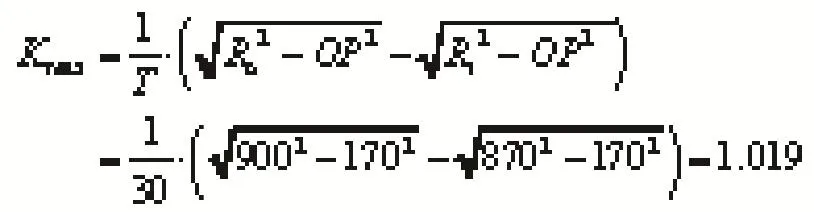
算例2:例1中如果采用外透单壁单影,仍然取f=700mm(即焦距F=730mm),半幅射角η=20°,则K值为:

3.5 小结
由K值公式可以看出当K值已知时,对sinη的求解是一个复杂的一元四次方程的求解问题,但笔者发现如果利用圆内三角函数关系,先通过K值计算出θ1或θ2后再计算sinη则十分简便。
4 不同透照方法下的相关计算 (见表1)
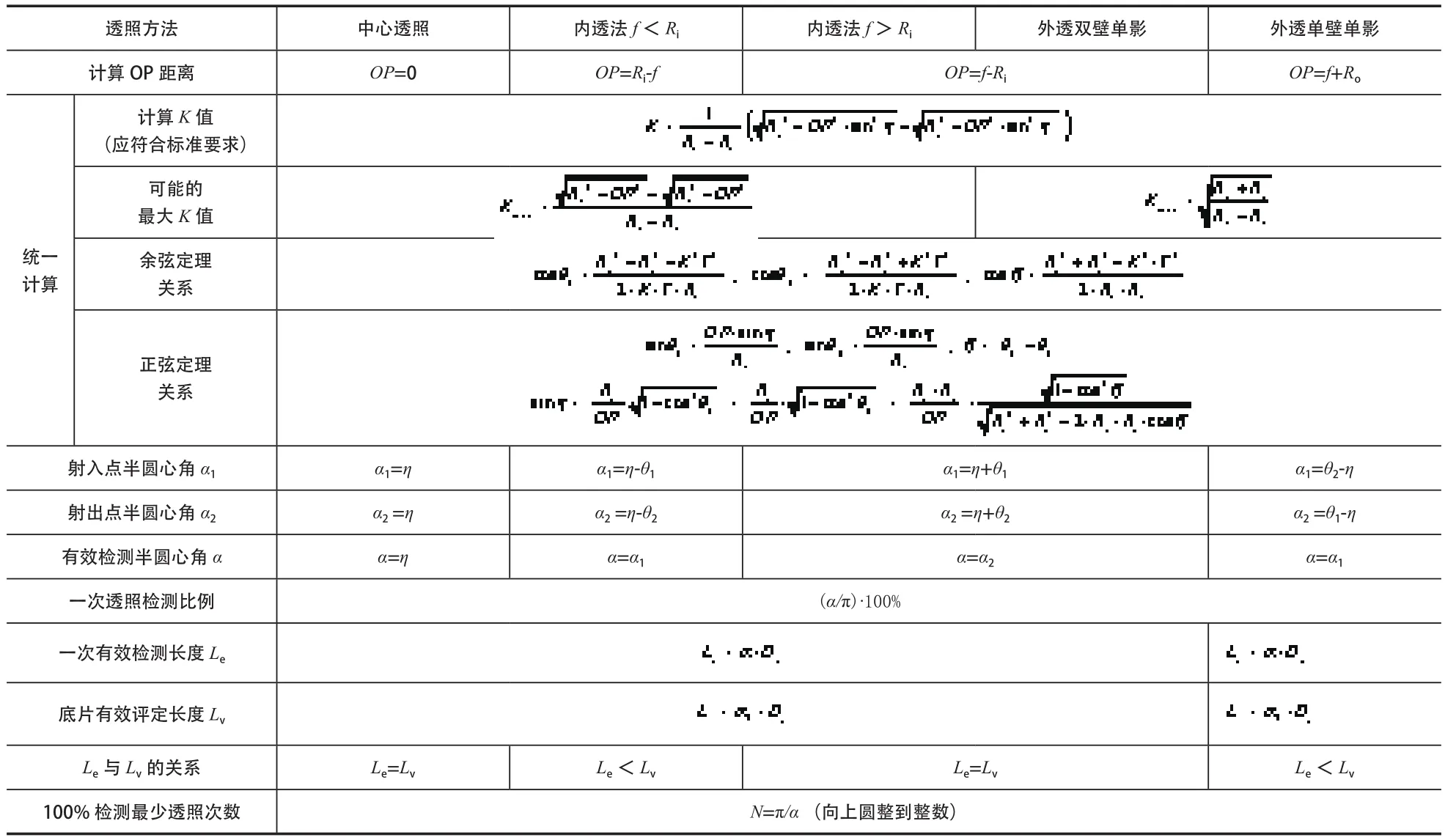
表1 环焊缝检测相关计算关系(假设已知η和f)
5 计算机辅助计算模型的分析
本文虽然给出了环焊缝射线检测4种透照方法下的计算方法,但是如果通过手工计算来找到最佳的检测方案,计算量将是巨大的,所以利用计算程序进行辅助计算是提高工作效率的有效方法。该问题的计算包含K、θ1、θ2、β四个几何参数和与射线源有关的OP和η两个物理参数以及与曝光结果有关的α1、α2、α、Le、Lv五个物理参数。K、θ1、θ2、β四个参数在几何意义上等效,知道其中任何一个值就可以计算出其余值,所以只需选取K值作为计算变量;OP和η是两个独立的参数,必须作为计算变量(OP与f或F等效);α1、α2、α、Le、Lv五个参数在物理意义上等效,只需选取核心参数Le、Lv作为计算变量。这样主要计算问题将在K、OP、η、Le、Lv五个参数之间进行,知道OP、η、Le、Lv四个物理变量中的任意两个,就可以计算出其余值和K值,知道其中任意一个物理变量和K值,也可以计算出其余,所以存在的函数关系数量是C42+C41·C11=10个,因为4种透照方法的物理参数和几何参数之间的数学关系不同,所以将存在40组不完全相同的计算公式,如果考虑底片与工件的贴合间隙,则存在80组计算公式。但鉴于计算机程序的快捷和灵活,可以通过调节输入值来实现逆向计算,所以无需求解出全部的计算公式, 2-4套计算方案就可以满足实际工作的需求,推荐以计算变量分别为(f,η)、(f,K)、(f,Le)、(f,Lv)四种条件建立计算机辅助计算方案。
6 关于环焊缝外透双壁单影照相下K值的进一步分析
6.1 射线源偏移后的K值公式
之前所计算的K值都是射线源在焊缝正上方中心位置情况下的,但实际上用外透双壁单影对环焊缝检测时会让射线源(P点)偏离一定距离以避免上部焊缝对照相质量的影响,P点偏移中心位置后K值将会增大,下面对偏移后的K值计算和控制偏移量做一些探讨。
如图7、图8、图9所示,P是未偏移源点,P′是平行偏移S距离后的源点;偏移前半辐射角为η,射入点是A1,射出点是B1;偏移后半辐射角为η′,射入点仍然是A1,射出点是B1′。射线源偏移后发生了两个方面的改变,首先实际半辐射角发生改变,其次射入点和射出点之间距离发生改变(即K值发生了改变)。
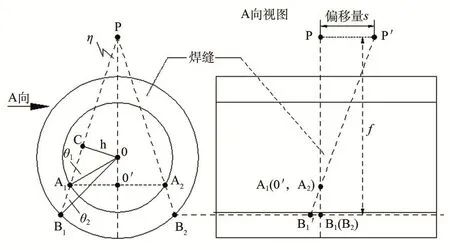
图7
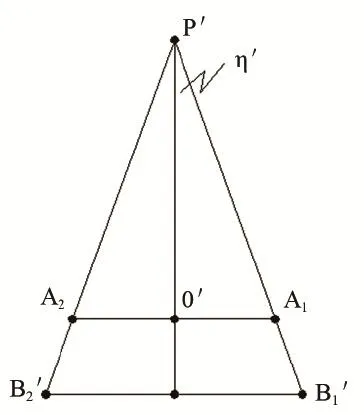
图8 垂直于平面A1-A2-P'方向上的视图
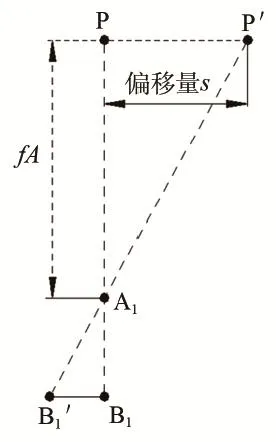
图9 垂直于平面A1-P-P'方向上的视图
首先证明η′<η:
在三角形A1A2P和在三角形A1A2P′中, P′O′的长度大于PO′的长度,所以η′<η。η′<η将意味着只要η在射线源工作半幅射角之内,偏移后实际半幅射角就不会超出射线源工作半幅射角。
K值的变化情况:
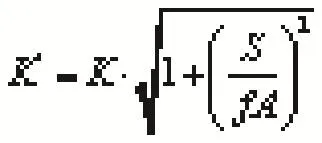
该问题的前提条件是工件半径和厚度T以及η 和f已知。设偏移前射入A1点的K值为K(可由K值公式算出),偏移后射入A1点的K值为K′, 则 A1B1=K·T,K'=A1B1'/T。由图9视图得到PA1的长度可以在三角形POA1中计算(见图7),由O点向PA1做垂直线相交于C点,得到:
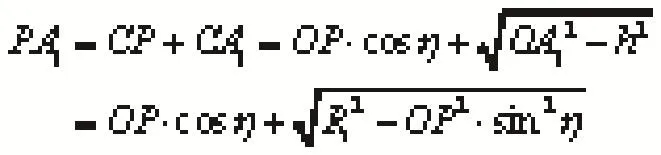
式中:

6.2 最大允许偏移量的计算
假设K′已知(K′>K),则由偏移后的K值公式可以计算出S值,也可以在图9的关系中重新计算,其结果是相同的,可得到:
若K′为最大允许值,则偏移量S不能超出该计算值。
6.3 算例
算例1:采用外透双壁单影工艺,Do=900mm,厚度20mm的环焊缝,射线机半幅射工作角为20°,如果取f=980mm(即焦距F=1000mm),若不偏移照射,取半幅射角η=18.56°(弧度=0.324),经计算K=1.09,如果源点偏移80mm后,计算偏移后的K值。若工艺要求K值不得大于1.1,求允许的最大偏移量。



偏移后的K值:

若取K′=1.1,则最大允许偏移量

算例2:采用外透双壁单影工艺,Do=300mm,厚度10mm的环焊缝,射线机半幅射工作角为20°,如果取f=410mm(即焦距F=420mm),假如源点不偏移,取K=1.18,经计算半幅射角η=16.55°(弧度=0.289),若工艺要求K值不得大于1.2,求射线源点允许的最大偏移量。

7 结束语
实际检测中应用K值公式对K值进行验证,使之符合标准或工艺要求,可以更加科学合理的编制检测方案,在有效控制检测质量的前提下提高底片利用率和检测效率。
参考文献
[1] JB/T 4730—2005 承压设备无损检测[S].
[2] 强天棚.射线检测[M].北京:中国劳动社会保障出版社,2008.
[3] 周勇.一次透照长度及其相关参数的自动计算[J].无损探伤,2010,34(1):7-15+33.
收稿日期:(2015-08-25)
作者简介:靳茂明(1968~),男,大专,工程师,从事压力容器监督检验和定期检验工作。
文章编号:1673-257X(2016)03-0017-07
DOI:10.3969/j.issn.1673-257X.2016.03.004
中图分类号:X924.2
文献标识码:B
