SVQS和MSCS技术在重油催化裂化装置上的工业应用
2016-04-12王震
王 震
(中国石油大庆石化分公司,黑龙江 大庆 163711)
SVQS和MSCS技术在重油催化裂化装置上的工业应用
王 震
(中国石油大庆石化分公司,黑龙江 大庆 163711)
中国石油大庆石化分公司1.4 Mta重油催化裂化装置存在沉降器结焦严重的问题,制约了装置长周期运转。对提升管出口油气分离系统和汽提段进行分析,得出沉降器结焦的主要原因为:反应器粗旋风分离器升气管开放式布置、没有预汽提设备等使油气在沉降器中停留时间过长,导致结焦;汽提段结构存在缺陷,未根据油气存在状况针对性地采用不同的汽提技术。采用中国石油大学(北京)开发的SVQS油气快速分离系统和MSCS高效组合汽提技术对装置进行改造,标定结果表明,与改造前相比,改造后轻质油收率增加3.46百分点,液体收率增加1.44百分点,焦炭产率降低1.43百分点,装置能耗降低41.5 MJt。
催化裂化 后反应系统 汽提段 SVQS MSCS
1 现有结构型式的缺陷
1.1 提升管后反应系统
提升管后反应系统是油气由提升管出口到集气室所流经的一系列设备的总称,包括提升管出口快速分离器、沉降器和顶旋风分离器(简称顶旋)。为避免油气和催化剂在后反应系统尤其是在沉降器内长时间停留引起装置结焦、二次反应和热裂化反应,进而影响产品的收率,后反应系统必须实现:①气固间的快速分离;②油气快速引出;③分离后催化剂的快速预汽提;④气固的高效分离;⑤高的油气包容率。油气包容率越高,进入沉降器的油气越少[1]。
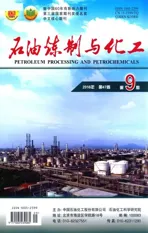
大庆石化公司催化裂化装置反应-再生系统工艺流程示意见图1。提升管上部设置有第二反应区,提升管出口直接联接粗旋风分离器(简称粗旋),粗旋的升气管为开放式布置,油气直接进入沉降器,然后进入顶旋。装置自投产以来,始终受到沉降器结焦的困扰,严重时甚至造成非计划停工。2005年停工后,发现粗旋筒体至灰斗外壁挂有大量死焦,汽提段底部发现大量浮动焦块,开工后仅179天,装置就因沉降器结焦导致催化剂大量跑损而被迫停工。2014年6月,发现油浆外送量出现下滑,油浆固含率始终在180 gL左右,装置被迫停工检修,打开人孔后发现沉降器内严重结焦。尽管采用各种方法调整操作,但由于后反应系统的原生缺陷,无法从根本上解决结焦的问题。原因是催化裂化装置后反应系统结构型式存在以下缺陷:①粗旋升气管为开放式布置,油气由粗旋升气管直接进入沉降器,在沉降器内停留时间超过10 s,在一些死区油气停留时间可能更长,易形成结焦;油气中夹带少量催化剂,热裂化反应和二次反应较为普遍,影响了装置的主要目的产品收率和选择性。②粗旋料腿为正压差排料,一般灰斗出口处的压力比沉降器内高2~3 kPa,因此料腿中不仅催化剂流(密度为200~300 kgm3)会携带部分油气,正压差的存在也会将一股油气由料腿排出。根据实验测定,粗旋料腿排出的油气量占总油气量的10%~15%,这部分油气在沉降器内缓慢向上流动,经过10 m以上距离才能进入顶旋,其在沉降空间的停留时间可高达100 s,很容易导致结焦[2]。
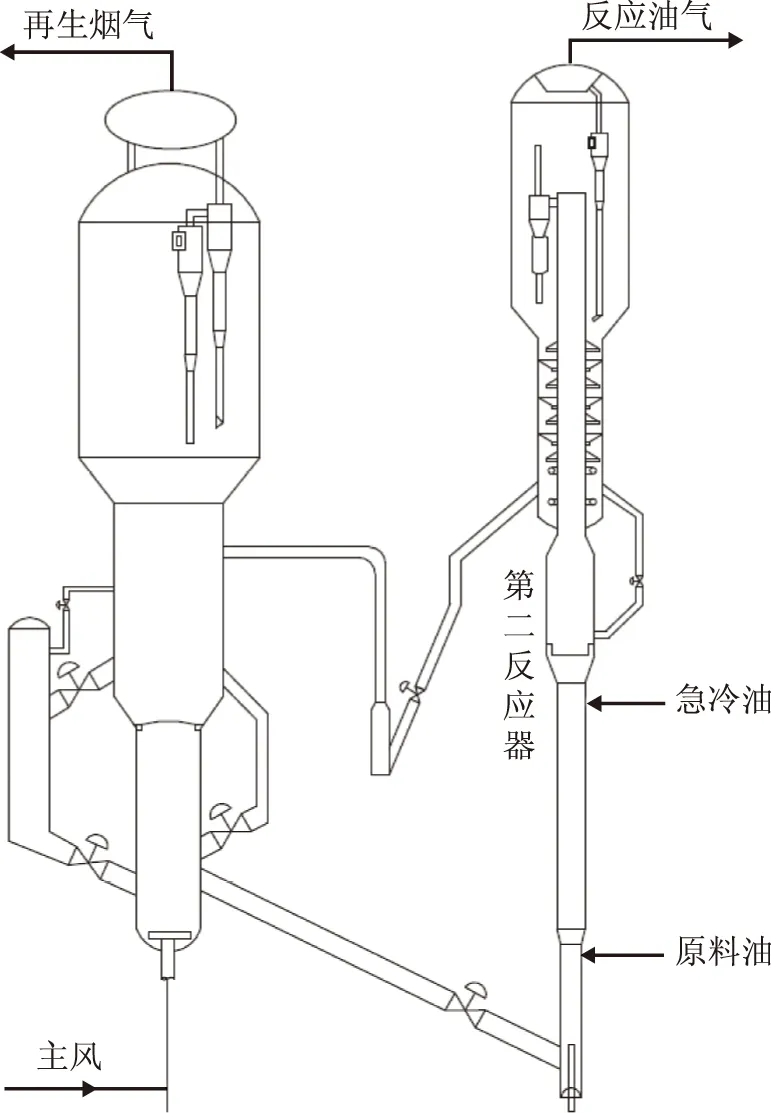
图1 大庆石化公司1.4 Mta 重油催化裂化反应-再生系统示意
该装置典型产品分布见表1。从表1可以看出,主要目的产品收率不理想,焦炭产率高达9.33%。大量油气和催化剂长时间停留在沉降器内是造成结焦的主要原因,只有实现油剂的快速分离、气体快速引出,才能从根本上解决结焦问题,因此需要对后反应系统进行优化设计和改造。
表1 1.4 Mta催化裂化装置典型产品分布 %

表1 1.4 Mta催化裂化装置典型产品分布 %
项 目数 据干气+损失4.03液化气20.72汽油40.97轻柴油20.86油浆4.09焦炭9.33合计100
1.2 汽提技术
图1中催化裂化装置的汽提段采用锥盘式结构,直径为Φ3 560 mm,共布置了4组锥盘,采用单段汽提的形式。锥盘式汽提段结构存在以下问题:①汽提段锥体和锥盘夹角为45°,远高于催化剂堆积的休止角,增加了每层锥和盘的高度,造成锥、盘总层数减少,空间利用率降低。此外,催化剂在锥盘上的流动速率快、停留时间短,不利于汽提蒸汽与催化剂的有效接触和油气的置换。②在长度分别为1 040 mm和767 mm的锥和盘上只布置了2排开孔,开孔过少,没有充分利用锥、盘表面的高效接触区。③整个汽提段只在底部设置了蒸汽分布环,汽提段上部新鲜蒸汽分压过低,不利于油气的置换。④整个汽提段均采用常规锥盘式汽提技术,只能对催化剂间隙内的油气起到一定的汽提作用,无法有效置换出催化剂内孔吸附的油气。
2 SVQS和MSCS技术改造方案
2.1 后反应系统改造方案
SVQS系统是中国石油大学(北京)基于VQS系统开发的第三代技术,通过减少喷出口的短路流,将分离效率提高近1百分点[3]。大庆石化公司1.4 Mta重油催化裂化装置SVQS改造方案见图2。与原粗旋+顶旋结构相比,SVQS系统优点在于:①油剂的快速分离和高效分离。旋流头+封闭罩结构有效缩短一级分离所需要的时间,实现油剂的快速分离,分离效率高达99%以上。②油气的快速引出。封闭罩出口与顶旋采用直接联接,正常操作时可起到粗旋-顶旋密闭直连的效果,实现油气的快速引出;封闭罩上设置有4根平衡管,将沉降器内的油气抽吸引入顶旋,与此同时在事故或非正常操作状态时,又允许油气能够进入沉降器,具有泄压的作用。③油气的快速预汽提。SVQS封闭罩下部设置有预汽提结构,使催化剂一经分离就得到高效汽提,实现油气的快速汽提。④油气的高包容率。在整个后反应系统中,待生剂夹带的大部分油气由封闭罩直接进入顶旋,少量被夹带的油气进入汽提段后,被汽提蒸汽置换出来并返回封闭罩,极少量进入沉降器的油气则通过4根平衡管快速引入顶旋入口,整个系统保证了较高的油气包容率。
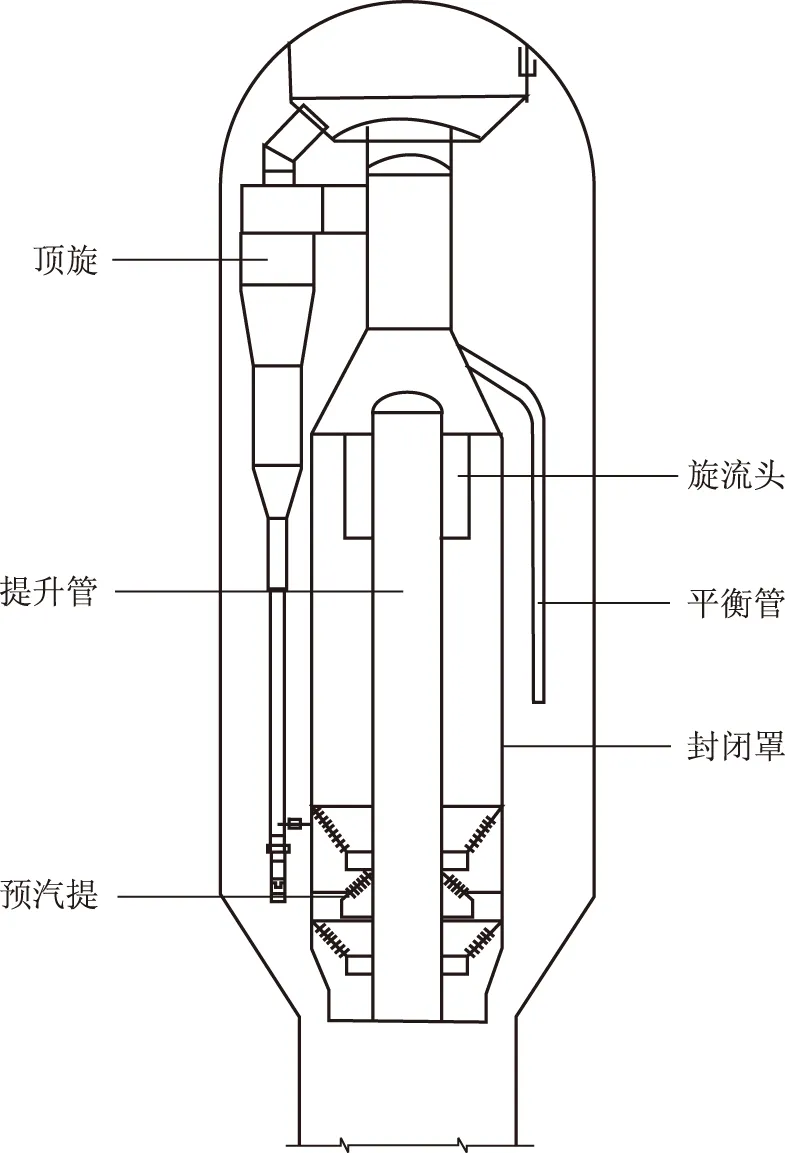
图2 SVQS结构示意
2.2 汽提段改造方案
MSCS技术是中国石油大学(北京)提出的新型汽提技术,目前该技术成功应用于中国石化扬子石油化工有限公司800 kta 重油催化裂化装置和中国石化北京燕山分公司800 kta 重油催化裂化装置,历经3个开工周期的考验,未发现任何开孔堵塞的问题[4-5]。大庆石化公司1.4 Mta重油催化裂化装置MSCS改造方案见图3。MSCS技术采用组合式汽提技术[6-7],针对催化剂间隙内的油气,采用高效错流挡板汽提技术,通过优化挡板上的开孔尺寸、开孔布置和挡板角度实现挡板上的气固高效错流接触。对于催化剂内孔内吸附的油气,采用新型气固环流汽提技术[7-8]。该技术使催化剂在汽提段内环流流动,每环流一次即可与新鲜蒸汽接触一次。研究表明,催化剂与新鲜蒸汽平均接触4~6次才会流出汽提器,从而实现待生剂与新鲜蒸汽长时间的高效接触。
图3 MSCS结构示意
3 标定结果
3.1 操作参数
两次标定的操作参数对比见表2。从表2可以看出,两次标定装置的处理量、两器差压、防焦蒸汽量、预提升干气量等基本没有变化,由于加工方案的限制,改造后提升管出口温度比改造前提高12.5 ℃,第二再生器(二再)密相温度并不高,只有651.0 ℃,这种操作的初衷在于尽量提高催化剂循环量,以获得更高的目的产品收率。但这种操作方式也存在弊端,再生温度低容易造成再生效果差、再生剂定碳高、催化剂活性低的问题。从表2还可以看出,与改造前相比,改造后二再密相温度变化不大,但是第一再生器(一再)密相温度显著降低,降幅达到17.6 ℃,说明热裂化反应和二次反应明显减少,再加上高效汽提技术将夹带油气和可汽提焦充分置换,显著减小了带入再生器的焦炭量,因此再生器不需要维持高的再生温度就可以实现较好的再生效果,再生剂定碳为0.16%。
根据文献,重油催化裂化装置循环催化剂的汽提蒸汽用量一般为每吨催化剂4.2 kg左右蒸汽[9]。改造后标定催化剂循环量为1 237.8 th,按此估算汽提蒸汽量应在5.2 th左右,由于采用MSCS高效汽提技术,汽提蒸汽量只有5.05 th,折合每吨循环催化剂4.08 kg蒸汽,考虑到其中还有0.69 th的蒸汽为汽提段底部流化蒸汽,此部分蒸汽汽提作用有限,实际参与高效汽提的蒸汽量更小。
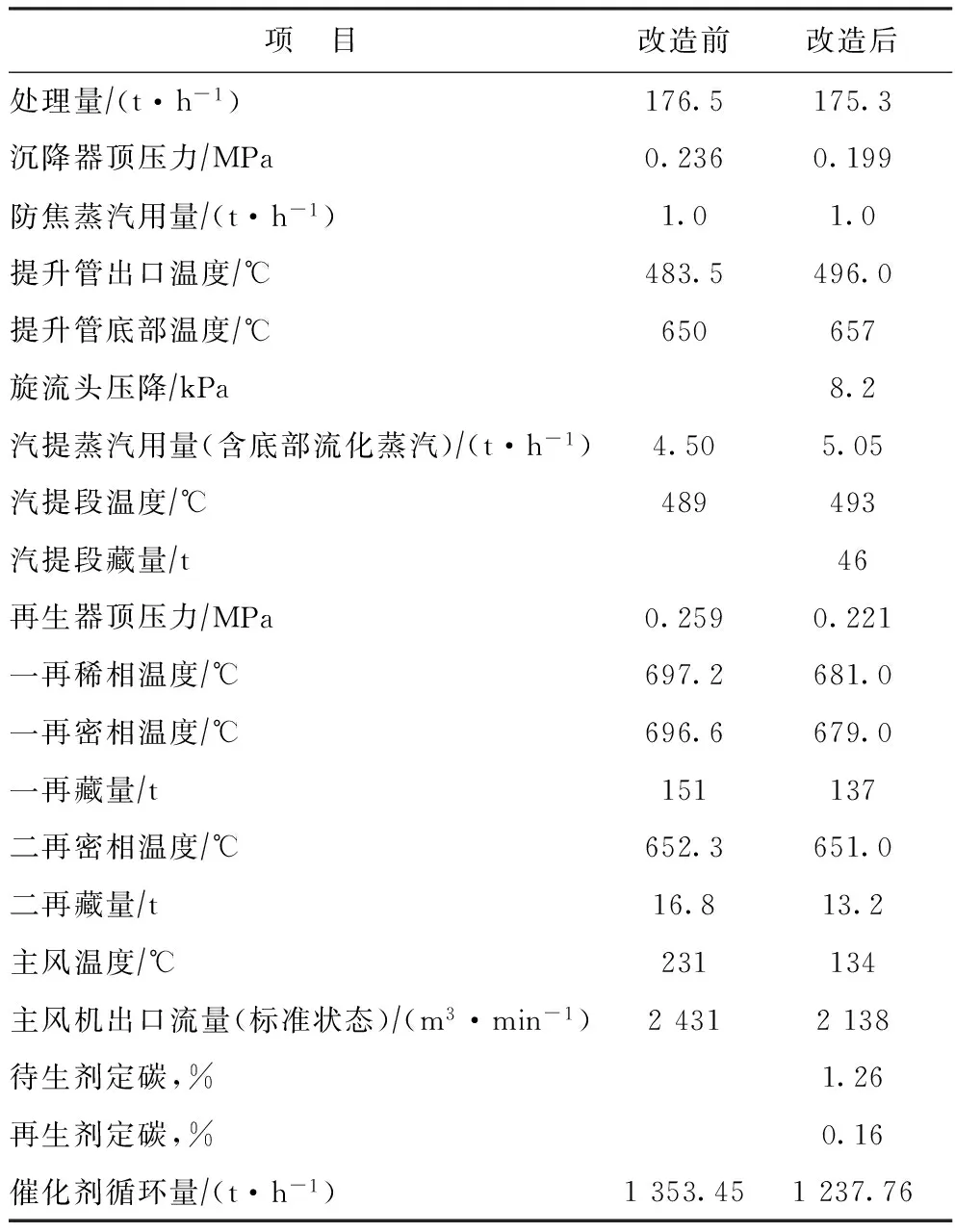
表2 两次标定的操作参数
3.2 产品分布
改造前后装置的产品分布见表3。从表3可以看出:与改造前相比,改造后干气产率降低0.32百分点,焦炭产率降低1.43百分点;轻质油 (汽油+轻柴油+重柴油) 收率增加3.46百分点,其中汽油收率增加0.42百分点,轻柴油收率增加4.16百分点,重柴油收率降低1.12百分点;液体收率由改造前的83.01%增加至改造后的84.45%,增加1.44百分点;主要指标达到设计要求。此外,标定期间产品质量全部合格,汽油中烯烃体积分数平均值为41.5%,芳烃体积分数平均值为10.0%,汽油RON平均值为90.7。改造后由于反应系统采用了SVQS后反应系统和MSCS高效汽提技术,热裂化反应和二次反应明显减少。
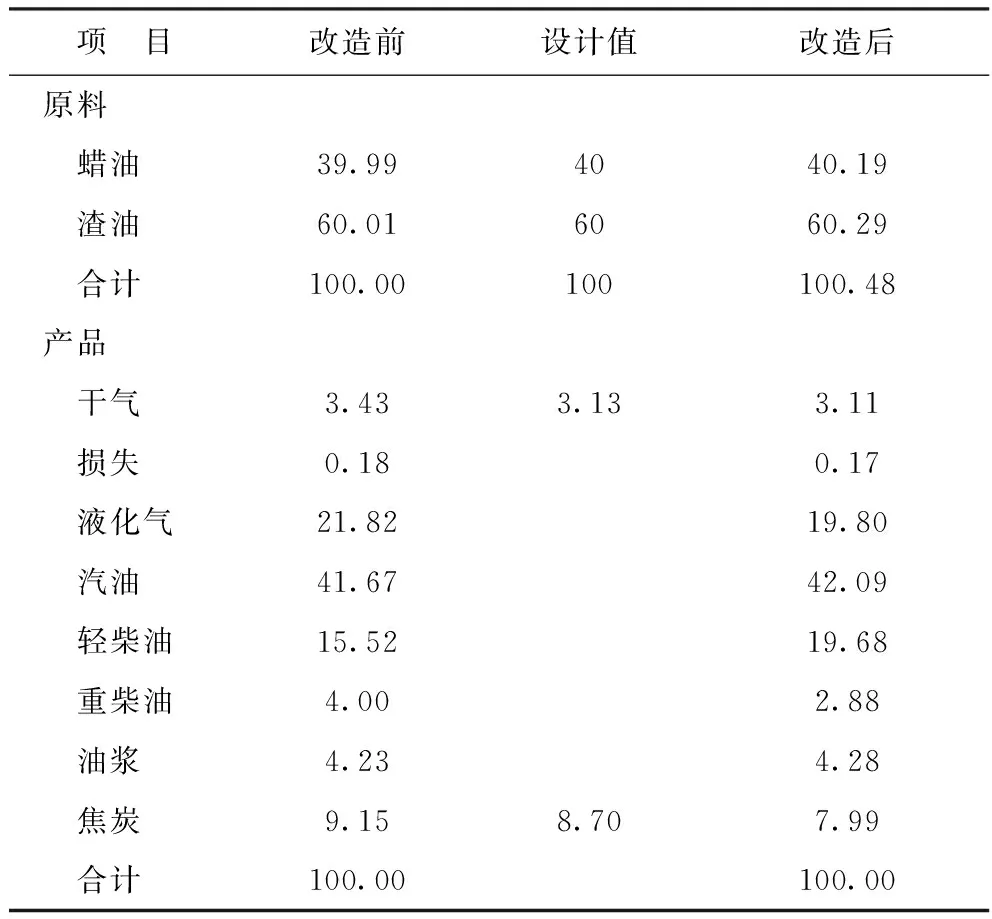
表3 改造前后装置的产品分布及收率 %
3.3 标定装置能耗分析
改造前后装置能耗对比见表4。本次改造不仅进行了反应系统的改造,同时进行了烟气净化装置的新建,为客观反映反应系统改造前后能耗的变化,本文给出的能耗计算结果已经扣除了烟气净化装置增加的能耗。从表4可以看出:改造后标定装置的能耗为1 595.1 MJt,比改造前标定装置能耗降低41.5 MJt。分析其原因,主要受装置产3.6 MPa蒸汽、1.0 MPa蒸汽及催化剂烧焦能耗影响较大,具体表现为:①SVQS旋流快分系统和MSCS高效汽提系统改造后焦炭产率明显降低,催化剂烧焦能耗降低,改造后待生剂HC质量比由9.7%降至7.7%,由于氢的燃烧热为120.06 MJkg,碳完全燃烧的燃烧热为32.79 MJkg,碳不完全燃烧的燃烧热为9.21 MJkg,待生剂HC质量经降低后,1 kg焦炭燃烧热由32.50 MJ降低至31.04 MJ,综合以上因素计算可得,由于少烧焦而节约能耗为590.6 MJt;②烧焦放热量的减少必然导致装置产汽量的变化,由表4计算可得,与改造前标定数据相比,产出的1.0 MPa蒸汽量增加18.1 th,但3.6 MPa蒸汽减少41.4 th,综合产出蒸汽部分增加能耗540.6 MJt;③由于2015年标定时间为冬季,主风机出口主风温度仅为132 ℃,2014年标定时主风机出口主风温度为222 ℃,主风温度低导致空气升温热增加1.53 MW。
表4 改造前后装置能耗的对比 MJt
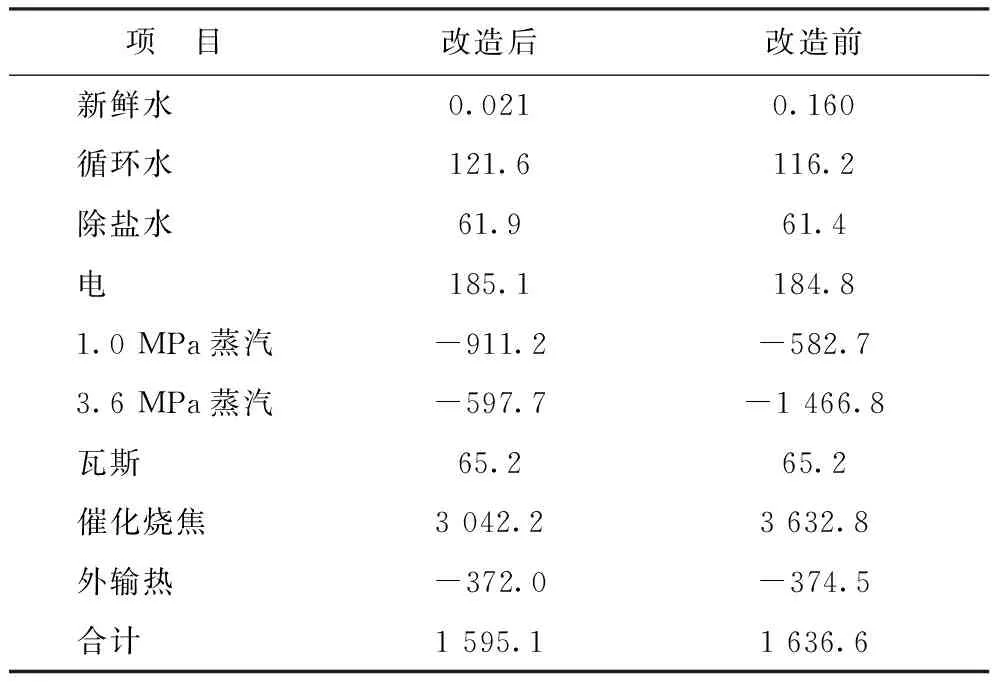
表4 改造前后装置能耗的对比 MJt
项 目改造后改造前新鲜水0.0210.160循环水121.6116.2除盐水61.961.4电185.1184.81.0MPa蒸汽-911.2-582.73.6MPa蒸汽-597.7-1466.8瓦斯65.265.2催化烧焦3042.23632.8外输热-372.0-374.5合计1595.11636.6
4 结 论
[1] 卢春喜,时铭显.国产新型催化裂化提升管出口快分系统[J].石化技术与应用,2007,25(2):142-146
[2] 魏耀东,宋健斐,张锴,等.催化裂化装置沉降器内结焦的微观结构及其生长过程的分析[J].燃料化学学报,2005,33(4):445-449
[3] 胡艳华,卢春喜,时铭显.催化裂化提升管出口紧凑式旋流快分系统[J].石油学报(石油加工),2009,25(1):20-25
[4] 李鹏,刘梦溪,韩守知,等.锥盘-环流组合式汽提器在扬子石化公司重油催化裂化装置上的应用[J].石化技术与应用,2009,27(1):32-35
[5] 牛驰.重油催化裂化装置技术改造措施及效果[J].石油炼制与化工,2013,44(4):13-17
[6] 刘梦溪,卢春喜,王祝安,等.组合式催化剂汽提器:中国,ZL 200610088923[P].2006
[7] 刘梦溪,卢春喜,时铭显.气固环流反应器的研究进展[J].化工学报,2013,64(1):116-123
[8] 刘梦溪,牛占川,卢春喜,等.导流筒分布器位置对环隙气升式气固环流反应器流体力学性能的影响[J].化工学报,2010,61(9):2250-2256
[9] 陈俊武.催化裂化工艺与工程[M].北京:中国石化出版社,2005:1202-1203
APPLICATION OF SVQS AND MSCS TECHNOLOGIES IN RFCC UNIT
Wang Zhen
(DaqingBranchofCNPC,Daqing,Heilongjiang163711)
The serious coking in disengager in 1.4 Mta RFCC unit of Daqing Branch of CNPC limited the long-term operation. The analysis on the post-riser system and the stripper of the unit indicated that the open-type structure of the exit-tube of primary cyclone separator without pre-stripping device led to a long residence time of oil and gas in the disengager and coking; the structure defects and single stripping technology of stripping section were the another important reason for the coking in disengager. The technologies of SVQS (oil and gas quick separation system) and MSCS (high efficiency stripping combination technology) developed by China University of Petroleum (Beijing) were employed to revamp the disengager. The results show that the light oil yield increases 3.46 percentage points, and the liquid yield increases 1.44 percentage points, while the coke yield decreases 1.43 percentage points, and the unit energy consumption reduces by 41.5 MJt.
RFCC; post-riser system; stripper; SVQS; MSCS
2015-12-29; 修改稿收到日期: 2016-05-22。
王震,高级工程师,从事炼油技术与技术管理、企业发展规划工作。
王震,E-mail:wangzhen-ds@petrochina.com.cn。