基于PLC的吊蔓器制作装备控制系统的设计
2016-03-23张颖颖杨树川
张颖颖,尚 欣,杨树川
(宁夏大学 机械工程学院,银川 750021)
基于PLC的吊蔓器制作装备控制系统的设计
张颖颖,尚欣,杨树川
(宁夏大学机械工程学院,银川750021)
摘要:农业上藤蔓类植物大多采用吊蔓栽培技术,因此设计研发出一种吊蔓器制作装备来加工吊蔓器。为了提高该设备的机械自动化水平、解放劳动力,从而更加高效率地加工吊蔓器,采用西门子小型PLC控制技术,结合液压传动技术与设计思路,分析了主要的硬件原理图和软件梯形图,实现了对吊蔓器加工的自动控制。最终,将设计的控制系统对吊蔓器进行加工试验。结果表明:程序结构紧凑、运行效率高,可以很好地实现设计要求。
关键词:控制系统;吊蔓器;液压传动;PLC
0引言
长期以来,我国温室吊蔓器的加工都是工人手动操作,自动化水平较低,导致生产效率低、成本高;更重要的是手工加工的吊蔓器一致性差,影响了吊蔓器在大棚中的使用,从而导致了吊蔓器综合成本的提高,极大地影响了田间农业机械化快速发展,成为制约吊蔓器规模生产的瓶颈。近年来,随着电子技术和微机控制技术的迅猛发展,机械产品朝着智能化的方向发展,能够用于自动化系统的控制方式也越来越多。工业上常用的控制方式有继电器控制、PLC控制、嵌入式控制和传统PC控制。PLC具有通用性较强、适应性广泛、可靠性高、抗干扰性强及编程简单等特点,并且有简单的监控程序,能完成故障检查、修改执行命令等功能。它采用梯形图语言编程,相对汇编语言而言,具有直观、简单、易学的特点。为此,笔者设计了一套吊蔓器制作装备控制系统,通过PLC对吊蔓器的加工实现自动控制,加工的吊蔓器质量好、生产效率高,为吊蔓器在田间的使用提供了方便。同时,也可以有效地解决劳动力不足的问题,降低劳动成本,提高劳动生产率,对藤蔓类植物的栽培发展具有重要意义。
1主要结构与加工工艺过程
吊蔓器制作装备控制系统结构如图1所示。

图1 蔓器制作装备控制系统结构图
吊蔓器制作装备主要由机械部分、液压缸、电动机、油泵、控制柜及箱体外壳组成,如图2所示。
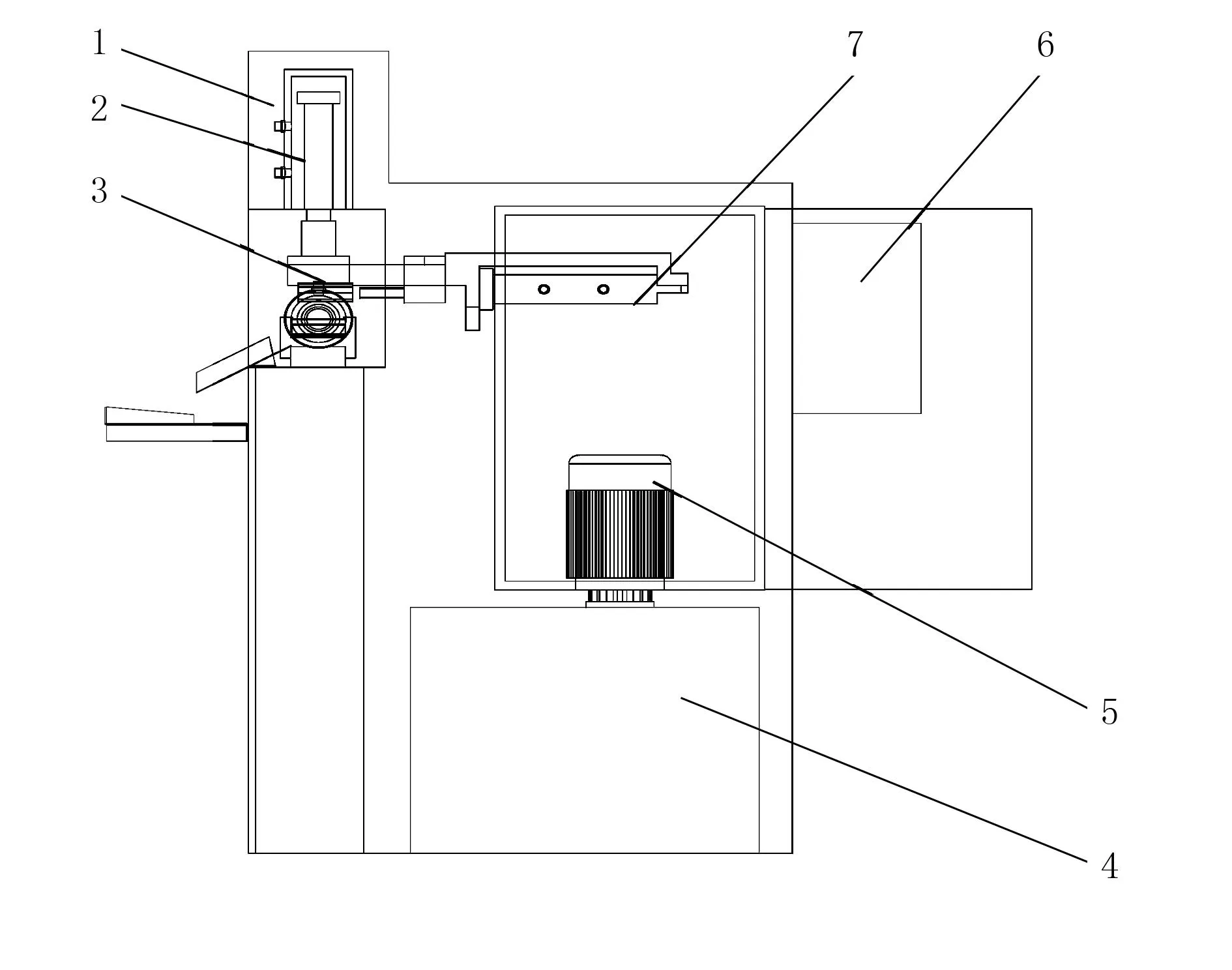
1.箱体外壳 2.液压缸 3.机械部分
机械部分由凸模、凹模、卸料模、导柱、活动梁、机架及液压缸组成,如图3所示。
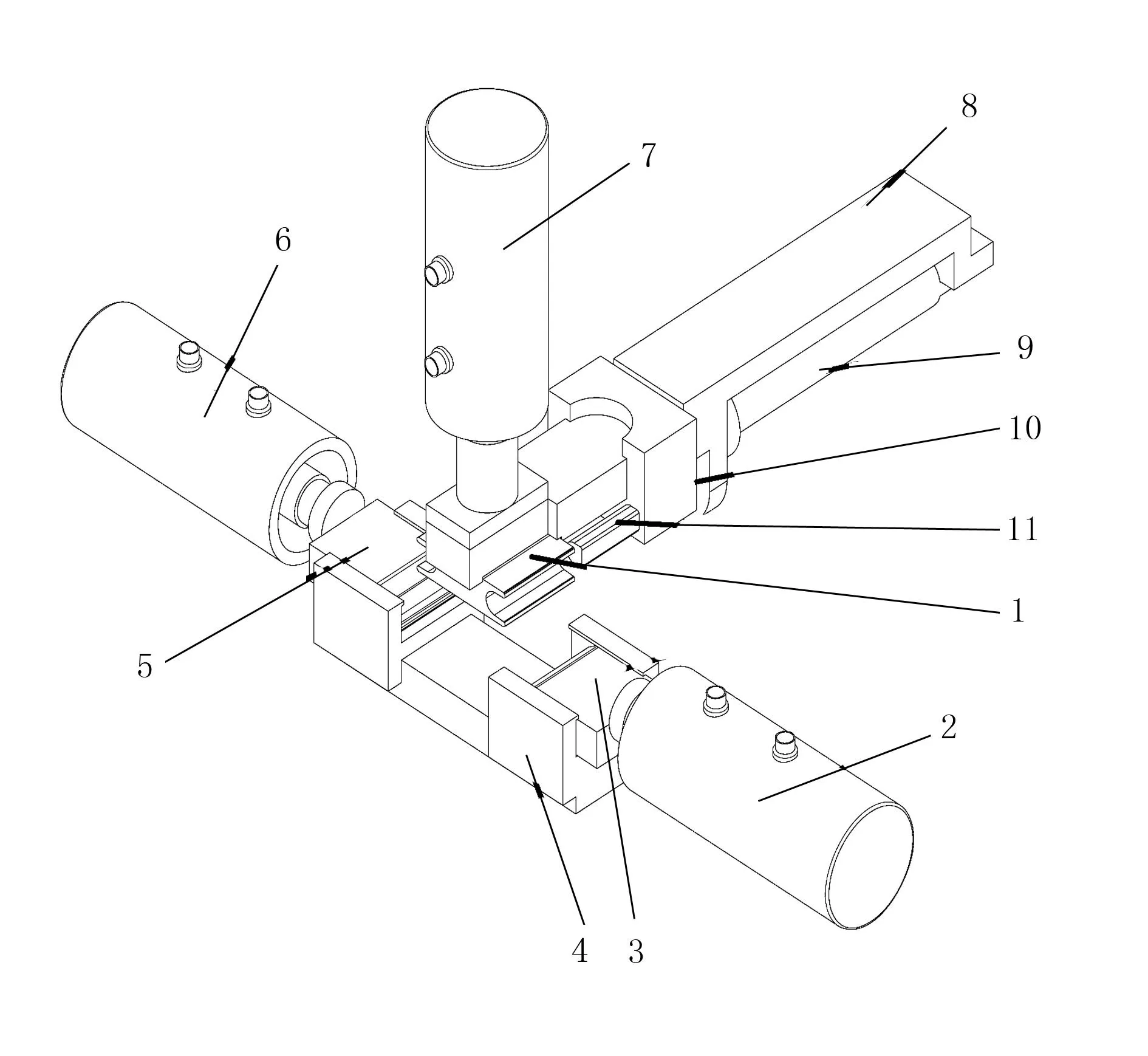
1.凸模 2、6、7、9.液压缸 3、5.凹模 4.活动梁
结构中,凸模的上升和下降,凹模的伸出和缩回动作采用的是液压控制,它们分别与一直线运动液压缸活塞杆固接,并运用4个两位三通电磁阀控制液压缸的运动。电机的作用是通过带动液压缸来驱动各个模具块的运动,完成对吊蔓器的加工。活动梁是用来与凹模2、3配合,所以在活动梁上开出导向槽;活动梁外侧的最外端焊上两个带内螺纹孔的小挡块,小挡块上装有螺钉,起到定位作用。液压缸与各个模具通过法兰连接在一起,首先进行一次折弯时把零件折成U型,然后再进行两边加工。由于吊蔓器的左右两侧分别有一凹形,所以凹模两侧设计出来两个对称的凹槽,加工该处时用铣床来加工。为了在加工工作时不把铁丝卡住,还进行了斜度的设计和匹配。机架是用来固定液压缸10,为卸料模的运动提供动力。
工作原理:将要加工的铁丝平放在活动梁上,接通电源,打开油泵,电动机启动,带动液压缸运动,设备开始进入工作状态;液压缸9驱动凸模向下运动,当快要到达接近开关时停止运动,这时已将放好的铁丝进行一次折弯,折弯后的铁丝成"U"型。之后,凹模2、3分别在液压缸7、8的驱动下对向运动,对铁丝进行二次折弯,凹模2、3与凸模相配合。在外力作用下,铁丝产生的弯曲总变形由塑形变形和弹性变形两部分组成。当外力去掉后,塑性变形保留下来,弹性变形则完全消失,即发生了回弹现象。所以,在二次折弯后,凹模2、3对铁丝要有一个保压的过程。经过两次折弯,吊蔓器已经制作完成;此时,PLC控制电机反转,凹模2、3在电机的驱动下反向运动,复位,然后凸模也复位。卸料模具在液压缸10的驱动下沿着凸模的凹槽进行直线运动,将凸模上加工好的吊蔓器推送下来,之后卸料模复位,一次完整的加工过程结束。当加工过程中,出现意外或者出现迫不得已必须停止工作的情况,按下开关按钮面板中的急停按钮,设备将停止当前工作;当需要继续工作,按下复位键,继而开始正常工作。
2吊蔓器制作装备的控制系统
2.1 PLC控制系统设计
PLC是现今最常用的控制设备,几乎可以完成工业控制领域的所有任务。随着PLC应用领域的日益扩大,PLC技术及其产品结构都在不断改进,功能日益强大,性价比也越来越高。可编程控制器是一种运用数字运算执行操作的电子系统,是专门为在工业环境应用而设计的;采用一类可编程存储器,用于其内部的程序存储、执行逻辑运算、定时、顺序控制及计数与算数操作等多数面向用户的指令,并且通过模拟或数字式输入/输出来控制各种类型的机械或制造生产过程。PLC控制还具有功能性强、易操作及可靠性高等优点,完全符合本次吊蔓器控制系统的设计。因此,本次吊蔓器制作装备的控制系统采用PLC控制。
2.2 系统的硬件设计
输入部分包括4个按钮开关、7个接近开关。输出部分则负责控制1个电机的正反转和4个液压缸的动作;输出24伏直流信号来控制中间继电器的工作,延迟一定时间后,电磁阀通电并控制液压缸的移动与电机的转动。PLC的生产厂家有很多,主要有德国西门子、美国施耐德、美国通用电气及日本三菱和OMRON等。其中,西门子公司的PLC抗干扰能力较强,比较耐用,维护率和损坏率比较低,并且根据该控制系统所需的控制功能及输入、输出点数和信号类型,系统PLC机选用SIEMENS S7-200系列,共22点输入、12点输出。其中,CPU 为224CN系列(14点输入、10点输出)。该PLC的构成框图和计算机是一样的,都有中央处理器(CPU)、存储器和输入/输出接口,具有一个串行通讯端口,即RS-485口。为了保护线路末端的电线和用电设备,采用一种DZ47-63A型的小型断路器,不仅可以分断和接通短路电流,还可以接通和分断正常过负荷电流和负荷电流。断路器在电路中不仅起控制作用,还具有一定的保护作用。
PLC控制系统输入/输出分析如下:
1)输入设备是用来产生输入信号,从而来实现设备的各种功能。输入设备主要是操作按钮、继电器的触点、接近开关等。输入设备及其功能如表1所示。

表1 输入设备及其功能
2)输出设备。输出设备是应用PLC的输出信号,来驱动执行元件,从而实现设计的各种动作,本设备采用液压控制,输出设备均为电磁阀,其输出设备及功能如表2所示。
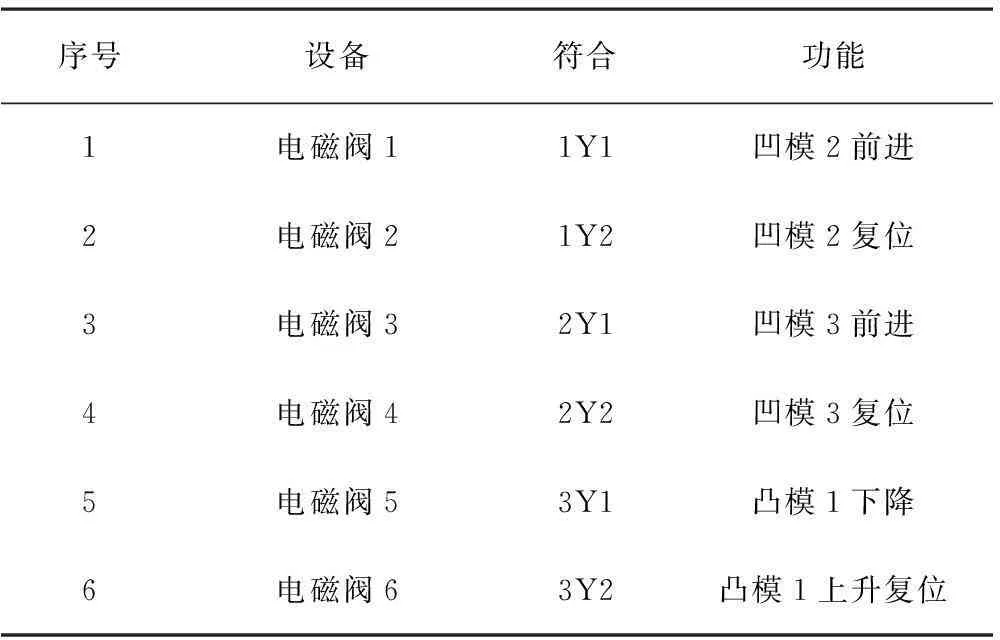
表2 输出设备及其功能
3)I/O端子的分配。I/O端子是PLC的重要外部部件,是PLC控制器与外部设备(输出设备、输入设备)连接的重要通道,I/O点的端子将I/O设备与PLC进行连接,将PLC与现场构成系统,通过输入设备得到信息,经过处理后再由输入设备送往现场进行输出,从而实现自动化控制的目的。
此次控制系统采用西门子PLC S7-200的224CN系列,有14个输入点,10个输出点,可采用助记符和梯形图两种编程方式。其I/O地址分配如表3所示。
2.3 系统的软件设计
为了更好地调整组合吊蔓器制作装备控制系统部分的硬件功能,完成对系统的控制要求,不仅要完成系统硬件配置,还必须对其进行软件程序设计。本次控制系统的软件设计主要包括PLC程序设计。

表3 PLC数字量I/O地址分配
2.3.1程序结构框图
本设计中,吊蔓器制作装备选择步进电机作为执行元件,其整个运动状态由油泵按钮、启动按钮、复位按钮及急停按钮所控制,在运动过程中由接近开关控制,凹凸模与卸料模由液压装置完成,采用感应式接近开关进行位置检测,各个液压缸的动作由电磁阀控制。其工作过程流程图如图4所示。

图4 工作流程图
2.3.2程序设计
S7-200使用的编程软件是STEP7 Micro-Win,适用于所有西门子S7-200PLC机型的软件编程,同时支持LAD、STL、FBD3种编程语言,并且可以根据自己的需要以及习惯随时在这3者之间进行切换。此软件允许用户在软件环境下直接调试并监控程序的运行,可以在通用微机中运行,并且可以在Windows环境下进行编程。当进行相互间的通信时,可以通过计算机的串口和1根PC/PPI转接电缆将它与PLC的PPI口相连。本系统软件是在SIEMENS公司提供的STEP7 Micro-Win操作平台上编制完成的。本设计中选用的编程软件STEP7 Micro-Win应用于S7-200系列。在进行编程时,可以在仿真软件上进行在线调试,在梯形图上可以仿真真实的信号、元件以及设备的通断,仿真结束后可以根据仿真结果对软件或硬件中的错误以及不足之处进行修整、改进。图5为凸模下降工作及复位的梯形程序图。

图5 PLC控制系统梯形图
3样机制作及试验验证
针对目前我国传统手工制作吊蔓器效率低、成本高、一致性差、无法满足现代农业机械化要求的现状,设计研发了一款PLC控制系统自动化的吊蔓器制作装备,并已经将设备制作出来使制作加工吊蔓器的过程实现了自动控制,且一次加工可得到多个吊蔓器,效率较高。制作好的样机实物与PLC控制柜实物图如图6、图7所示。通过现场试验调试,操作者感觉该设备加工吊蔓器操作简单,省时省力,仅需手动操作设备上的按钮即可完成加工,最终通过PLC控制实现了吊蔓器加工过程的自动化。

图6 吊蔓器制作装备样机实物图

图7 控制柜实物图
4结论
1)本吊蔓器制作装备控制系统采用PLC技术为平台,以控制软件为手段,实现了吊蔓器的加工制作,使各部件有序组合并协调工作,达到了自动化生产的目的。
2)吊蔓器制作装备采用了自动控制与系统结构相结合的一体化设计,从根本上扭转了吊蔓器成本高、一致性差的局面,达到了有效提高吊蔓器生产效率与质量的目的。
3)该生产实践表明:此系统稳定性强、效率高,有效地提高了吊蔓器制造生产效益,此装备已分别申请了实用新型专利和发明型专利。
参考文献:
[1]宫淑贞,王冬青,徐世许.可编程控制器原理及应用[M].北京:人民邮电出版社,2002.
[2]尹秀妍,柴秋,温红真. PLC 在农产品称量包装控制中的应用[J].农机化研究,2007(1):200-201.
[3]西门子(中国)有限公司自动化与驱动集团编.深入浅出西门子S7-200 PLC[M].北京:北京航空航天大学出版社,2003.
[4]陈国清,沈其文. 板材折弯工艺过程优化[J].锻压机械,1994(1):52-54.
[5]刘俊.基于PLC的液压机控制系统设计[J].机械制造与自动化,2010(2):45-48.
[6]黄运杰.基于PLC的液压泵站远程控制系统的设计与实现[D].长沙:湖南大学,2010.
[7]李国屏. 谈PLC可编程控制器的原理和工业应用[J].宁波职业技术学院学报,2005(2):25-27.
[8]朱乃燔. 国内外折弯机技术的最新发展 [J].锻压机械,1995,30(6):9-13.
[9]吴刚,王海鹏,刘若愚. 折弯机器人[J].金属加工,2010(17):43-45.
[10]S.K. Gupta,David A. Bourne,K.H.Kim,S.S.Khrishnan. Automated Process Planning for Sheet Metal Bending Operations[D].Pennsylvania:Carnegie Mellon University,1998.
[11]廖常初.可编程控制器的编程方法与工程应用[M].重庆: 重庆大学出版社,2001.
[12]罗凯华. PLC在折弯机控制系统设计中的应用[J].计量与测试技术,2007(2):50-53.
[13]John T.Winship,P.E. Press Brake Bend Toword CNC[J].Metal Starnping,1955(2):34-37.
The PLC Control System Design of Equipment for Hanging Tendril Device
Zhang Yingying, Shang Xin, Yang Shuchuan
(School of Mechanical Engineering,Ningxia University,Yinchuan 750021,China)
Abstract:Agriculture of vine plants mostly adopts hanging vine cultivation technology, we designed and developed a hanging vine production equipment to processing hanging vine device, in order to improve the equipment level of automation machinery, liberate the workforce, thus more efficient processing hanging vines. So the use of SIEMENS PLC control technology, combined with hydraulic transmission technology and design ideas, analysis of the main hardware schematics and software ladder diagram, to achieve the automatic control of the crane. Finally the design of the control system for the crane to carry out the processing test. The results show that the structure of the program is compact, the operation efficiency is high, and the design requirements can be realized well.
Key words:control system;lift device; hydraulic transmission; PLC
中图分类号:S220.5
文献标识码:A
文章编号:1003-188X(2016)12-0222-05
作者简介:张颖颖(1990-),女,河南新乡人,硕士研究生,(E-mail)18809502960@163.com。通讯作者:尚欣(1971-),男,西安人,副教授,硕士生导师,(E-mail)xkshangx@163.com。
基金项目:宁夏高等学校科学技术研究项目(NGY2014050)
收稿日期:2015-10-30