制造过程中锅炉省煤器集箱接管角焊缝泄漏问题
2016-03-14曾榴康建强尤靖辉化学工业设备质量监督检验中心江苏南京0036南京三方化工设备监理有限公司江苏南京0036
曾榴康建强尤靖辉(.化学工业设备质量监督检验中心,江苏 南京 0036;.南京三方化工设备监理有限公司,江苏 南京 0036)
制造过程中锅炉省煤器集箱接管角焊缝泄漏问题
曾榴1康建强2尤靖辉2(1.化学工业设备质量监督检验中心,江苏 南京 210036;2.南京三方化工设备监理有限公司,江苏 南京 210036)
在某公司锅炉改造项目中,6#炉省煤器集箱在点火试车时发现排管管接头的角焊缝出现泄漏。通过停车检测发现泄漏处缺陷为气孔。通过对气孔缺陷进行处理和事故原因分析,用户对后续供货的集箱提出了新的验收要求,通过合理有效的过程控制,避免了更多问题产品流入施工现场,保证了项目的顺利进行。本文就事故分析处理过程及省煤器集箱接管角焊缝泄漏进行探讨。
集箱;角焊缝;泄漏;过程控制
0 引言
在某公司锅炉改造项目中,6#炉省煤器集箱在点火运行时发现有3件φ32mm×4mm的20G排管管接头的角焊缝出现了泄漏。针对该突发事故,用户及制造厂专门召开事故分析会议并制定了返修方案,最终点火试车工作顺利完成。通过对气孔缺陷进行处理和事故原因分析,用户对后续供货的产品提出了新的验收要求,有效的在制造厂内控制了产品质量。本文就事故分析处理过程及省煤器集箱接管角焊缝泄漏进行探讨。
1 6#炉省煤器集箱结构特点及泄漏事故原因分析
1.1 集箱结构特点
集箱是锅炉的重要组成部分,是锅炉工质混合、保证工质均匀加热的管件,并且长周期运行在高温高压工况,这些特点对集箱的制造检验提出了很高的要求。集箱技术参数见表1。

表1 集箱技术参数
该集箱规格为φ219×20mm,材质为20G,箱体上布满φ32×4mm的管座接头,材质为20G,形状复杂,结构刚性大,制造过程中对于焊接及尺寸控制有诸多要求。
1.2 泄漏事故分析
停车检查发现本次泄漏发生在靠近左端的第一排管管接头(红色箭头)处,经现场目视检查和PT检测,发现导致泄露的缺陷是气孔。由于气孔出现在容易产生气孔缺陷的焊接起弧和收弧的位置,并且管接头实行20%MT抽查,气孔未被检出,之后的水压试验时属于静压试验,角焊缝氩弧焊打底能稳定保压,故无泄漏,但点火运行时给水有一定震动,冲刷以及高温流体使焊缝产生的膨胀,同时还可能存在现场安装时强力组装引起的较大应力,最终使缺陷加剧导致气孔冲穿而出现泄漏。考虑到本工程尚有3台炉的配套集箱尚未发货以及该炉集箱的运行可靠性,我方对5台炉集箱制造过程进行复查,过程如下:

图1 泄漏位置图
(1)材料
5台设备的集箱采用攀钢金堂公司φ219×20mm、φ32×4mm的20G无缝钢管、成都新大洋牌号H08Mn2SiA规格Ф2.5氩弧焊丝、成都大中华牌号ER50-6规格Ф1.2焊丝、锦西天鹅SJ101焊剂和四川大西洋牌号CHE427规格 Ф5焊条,质保书及复验报告(力学性能、化学成分、金相和涡流等)合格。从焊材可以看出5台炉子采用的焊接方式不同。
(2)焊接
焊接工艺评定(PQR)合格,对焊接部位完全覆盖,能有效的指导焊接工艺(WPS)编制,满足集箱焊接要求。焊接工艺(WPS)能全面细致的指导焊工的焊接工作。

表2 焊接工艺-自动焊及手工焊工艺参数
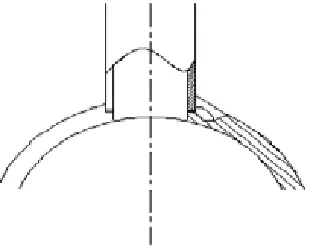
图2 管接头结构示意图
通过复查焊材领用记录单和焊接检验记录卡发现,有3台炉采用自动焊。
(3)无损检测
工艺满足TSG G0001-2012《锅炉安全技术监察规程》要求:对接焊缝应符合G1502-2006 100% RT Ⅱ合格;角焊缝(Ф108以下)抽查符合CG1502-2006 20%MT Ⅰ级合格。其中MT的抽检原则是从两管端抽取20%。但本次泄漏事故与角焊缝仅进行20%MT抽检有很大关系。
检查结果表明此次气孔系氩弧焊工打底时起弧和收弧的操作问题和自动焊盖面收弧时的机器故障双重因素导致的。
2 6#炉省煤器集箱泄漏事故的处理及后续供货集箱的检验
2.1 6#炉省煤器集箱泄漏事故的处理
根据制造厂提供的6#炉省煤器集箱返修方案,通过挖补清除缺陷并PT检测后进行了焊补,通过PT检测后无缺陷。泄漏点经过返修在平稳运行一段时间后没有出现泄漏,根据制造及运行经验,缺陷已经成功修补,并且本身省煤器运行温度也不高,其应力状况也已经逐步得到释放和改善,至此事故处理完毕。同时为排除材料及焊接质量等问题,制造厂制作各种规格试件进行解剖和检测(包括CA、MP、金相、硬度等),结果证明材料及焊接参数等没有问题,同时通过试件反追溯焊接过程并复查原产品的过程和资料,未发现异常问题。故集箱将能稳定运行。
2.2 后续供货集箱的整改验收方案和过程控制
根据我方对5台炉过程记录资料的审查和现场复检情况,经各方协商,达成以下整改验收方案:
根据前期MT检测比例和检测效果问题(平整度及清洁情况对检测影响较大),剩余3台炉的集箱排管的角焊缝全部清理打磨后进行100%MT复查。根据检测情况进行返修,在严格执行返修方案的条件下,针对返修部位再进行100%MT检测。
3 结语
此次质量问题的发生存在偶然性,但也有必然性。针对本次泄漏问题,笔者总结的经验教训如下。
①集箱排管角焊缝是焊工较难焊接的位置,易出现焊接缺陷。焊接控制环节不能仅仅局限于焊材、人员资质、焊接方法及焊接参数的控制上。由于焊接人为因素的影响巨大,在质保体系较为完善的厂家,作为监造方,工作重点应放在对焊工水平的巡查上,通过巡查实现监造项目中焊工的优胜劣汰,控制好焊工往往更容易把握住质量。
②对于自动焊机类的自动化设备,不论从工作效率,还是从工作效果讲,都是人工不可比拟的。但是一旦出现差错或者偏差,很容易放大为全面的错误。作为监造方必须抓好初期的试验阶段,在试验阶段严查各项质量指标,从开始就验证好设备参数,尽早把控住质量关。
③集箱排管角焊缝是应力集中部位,制造过程中一定要严格控制尺寸偏差,杜绝施工现场出现强力组装引起的裂纹。
[1]TSG G0001-2012.锅炉安全技术监察规程[S].
[2]CG1102-94.锅炉集箱制造技术条件[S].
[3]代发明,蒋欣,陈涛.安顺电厂#3炉省煤器出口汇集集箱管座角焊缝裂纹分析[J].贵州电力技术, 2003,(5): 37~39.
[4]丁凤琴,杨卓,张凯.锅炉厚壁集箱的焊接工艺试验[J].水利电力机械, 2007,(3): 40~42.
