基于i-GPS系统的大尺寸工件组合式测量的研究
2016-02-15高金刚刘智勇安峻啸
高金刚,刘智勇,张 爽,王 华,安峻啸
(长春工程学院机电工程学院,长春 130012)
基于i-GPS系统的大尺寸工件组合式测量的研究
高金刚,刘智勇,张 爽,王 华,安峻啸
(长春工程学院机电工程学院,长春 130012)
为了提高测量精度,提出基于i-GPS系统的大尺寸工件组合式测量。首先对其测量精度、系统组成、原理等进行说明;其次从应用、数据整合方法、误差分析等方面进行阐述总结;最后结合其原理应用到轨道客车的在线检测上,并给出其测量过程。i-GPS的提出与应用,有效解决了飞机外形、大型船身、汽车车体等大尺寸工件的精密测量问题。
i-GPS;大尺寸测量;工业测量;定位原理
0 引言
20世纪90年代,美国多家公司在GPS的启发下,利用并结合其空间三维测角原理进行了探索实验。其中,美国Arcsecond公司率先开发出一种高精度、高可靠性、高效率的i-GPS测量系统。该系统较先前的电子经纬仪、测量辅助系统等系统而言,成本更低、精度更高、使用更便捷、效率更高。该系统由发射器、接收器、传感器、放大器、调制解调器、位置处理软件等6部分构成。其中,用红外激光脉冲发射器代替卫星,通过角度、时间参数之间的关系进行位置信息确定以及相关计算。利用该系统,可以用于检测和发现汽车车体底架的心盘下平面与旁承下平面的平面度与距离是否超过所规定的要求。[1]同时,该系统在飞机柔性化装配过程中,通过定位大量的飞机零部件来完成飞机装配过程中的制造精度与互换协调度,实现飞机的高效在线检测。[2]该系统的开发与应用对大尺寸工件的精密测量提供了一种创新的方案,有效解决了过去像飞机外形、大型船身、汽车车体等大尺寸工件的精密测量问题。[3]
1 i-GPS测量系统目前技术指标与组成及工作原理
1.1 目前i-GPS所能达到的技术指标
测量范围2~80 m;激光波长(红外线波长)785 nm;单次测量角精度<20s″;覆盖空间:水平290°,垂直3°;空间测量精度:在10 m工作区域内,测量精度可以达到0.12 mm,在39 m工作区域内,测量精度可以达到0.25 mm。[4]
1.2 i-GPS系统组成及工作原理
1.2.1 红外激光脉冲发射器
i-GPS利用红外激光发射器代替卫星发射出激光。红外激光脉冲发射器工作的时候能够同时发射出三束激光,产生3种信号,两束扇形光束和一束选通光束。这些光信号能够利用光电检测技术转化成脉冲信号,进而通过放大器处理转化为数字信号并传输至计算机进行计算,得出相关位姿信息数据。其原理如图1所示。
1.2.2 传感器
传感器是用来接收激光模拟信号的,其具体数量可根据实验精度需要而定,形状可以根据用途及相关要求来确定,通常有以下几类:
1)圆柱形传感器。这是一种水平方向能够达到360°、垂直方向可达到±60°的全方向传感器,具有目前最大的自由度,同时配备多个接线口。
2)平面形传感器。这是一种类似于“饼式”的传感器,可以暂时或永久性安装,水平垂直转向可达到±60°。
3)手持式测量探头。这种传感器具有可自由活动的探头,可隐藏在发射器激光中,用相应的测量杆可以有效绕开阻碍,避免小范围内光线被遮挡的情况。[5]
1.2.3 接收器
接收器被封存在集线盒电路中,可以与多个传感器连接使用,同时,接收器电路中含有放大器和处理器,负责将接收到的激光模拟信号转化为数字信号,进而通过处理器进行解码,而后经相关位置软件计算得出位置信息。并具有对最终位姿数据信息实时共享的优点。[5]

图1 i-GPS系统工作组成及原理分析图
1.2.4 数据处理软件
可以使用系统自带的软件或第三方软件(如MAYA、MetrologⅡ、Spatial Analyzer、Matlab等),将相关角度参数、时间参数转化为未知点的位姿信息。[5]
基于以上,我们可以看出i-GPS具有如下优点:
1)测量精度高。i-GPS空间测量精度根据所测量的大尺寸工件范围而定。在10 m工作区域内,测量精度可以达到0.12 mm;在39 m工作区域内,测量精度可以达到0.25 mm。在增加发射器、接收器的情况下可以达到更高的精度要求。
2)测量范围广。i-GPS在增加发射器数目的前提下可以扩大测量范围,且不降低测量精度,有效工作范围为2~300 m。
3)多用户测量。i-GPS在其工作区域内是一个共享的资源场,各个接收器之间独立工作,互不影响。理论上只要增加发射器与接收器数量就可以增加用户数量,实现多用户同时进行操作控制。
4)抗干扰性强。i-GPS可以自由增加发射器数目,各个发射器之间相互独立、互不影响,一个接收器应至少接收到3个光信号才能保证其精度要求。多个发射器的使用可以有效解决被干扰的影响。
5)一标多用。i-GPS在完成第一次标定后,在不改变各个发射器位置的前提下,可以达到无限次使用的要求。
6)可视化高。i-GPS能够通过无线传输方式实时将数据传给计算机,工作人员可以通过电脑屏幕实时看到各观测点的三维坐标。[3]
1.3 测角原理及位置确定
i-GPS通过三角测量原理自动建立三维坐标体系,利用工业测量中常用的前方交会法进行观测点位置的确定。
1.3.1 垂直角测量
发射器发出两束不同光(包含3束光,含3种信号——两束扇形光束和一束选通光束)用来测量垂直角与水平角,其中发射器与垂直面间有固定夹角,两束扇形光束间也具有夹角。通过各激光信号到达接收器的时间差来确定垂直角的角度关系,进而根据发射器头旋转速度进行计算。须注意到每个扇形光束间有夹角,在不同高度所得到的数据是不一样的,实验前要标定好,如图2所示。[6]

图2 i-GPS系统垂直角测量示意图
1.3.2 水平角测量
水平角测量相对垂直角要简单些,同样通过扇形光束和选通光束间夹角以及选通光束与激光脉冲间的时间差来确认水平角的大小,如图3所示。

图3 i-GPS系统水平角测量示意图
1.3.3 建立三维坐标体系
i-GPS系统会自动以第一个发射器位置坐标记为坐标原点,其中z轴与发射器头的旋转轴重合,x轴方向为第一个发射器激光到接收器方向,y轴可通过与x轴用右手定则确认。建立了统一的世界坐标系后,可以通过数据整合原理将不在同一个世界坐标系下的实验数据整合到一个更大的统一的世界坐标系下,实现数据的实时共享。[6]
2 基于i-GPS检测系统的应用领域
2.1 航空航天工业
i-GPS可以对测量范围内的大尺寸工件进行实时测量、实时跟踪、实时进行数据采集并计算出各工件的位姿信息。因为i-GPS具有高精度、高可靠性、高效率等性能,在测量过程中无需多次设站、搬站,可以多用户操作,在进行飞机装配上应用尤为突出。
2.2 工业计量
i-GPS系统是一种高效的测量系统,它具有较大范围的测量空间。它易于操作、多用户、精度高,易与其他设备配合使用,控制设备和仪器装配。
2.3 汽车制造业
本文将重点论述基于i-GPS的大尺寸工件组合式测量系统结合多目立体机器视觉相关原理和软件及应用空间前方角度交汇原理,测量出大尺寸工件的空间实时位姿信息。对于我国而言,汽车制造业,尤其是在轨道客车的制造上,如何实现高效实时检测是一个技术难题。本文从理论角度分析并结合实验操作,提出基于i-GPS的组合式测量系统。该系统通过系列算法,将独立的CCD局部坐标与i-GPS坐标拼合到统一的世界坐标系,以便实时进行数据计算,掌握各工件间的位姿信息,给轨道客车装配带来高效、高精度的作用。[5]
3 i-GPS定位原理分析与数据整合分析
参照GPS定位原理,i-GPS的测量定位原理跟GPS类似,首先要通过对水平角与垂直角的测量,确定两者之间的角度关系,进而根据两个角之间的关系可以确定一条射线,其中,由红外激光发射器发出的激光射线会通过该被测点。如图4所示,其中θa为所测的水平角,θe为所测的垂直角,至少需要两台激光发射器发出射线相交于被测点,发射器数量可视测量精度要求而定,数量越多,精度越高。可通过建立如下的数学模型进行求解角度关系,进而通过计算机得出被测点的位姿信息。根据数学中平面上任意一向量与其平面法向量之间点积为0,可以获得式(1):[6]

图4 i-GPS定位原理示意图与数据整合分析图

(1)


(2)


图5 红外发射器的扇面结构
通过以上数学模型之间数据的整合,可以令所得数据归结至同一个大世界坐标系下。以下讲述基于i-GPS测量系统在大型客车车身关键尺寸检测中的具体应用。
基于i-GPS测量系统的特点,本实验在测量大型客车车身关键尺寸检测中使用网格式空间布局,如图6所示,使每一个待测点都能够接收到来自4个红外激光发射器所发射出的激光信号。
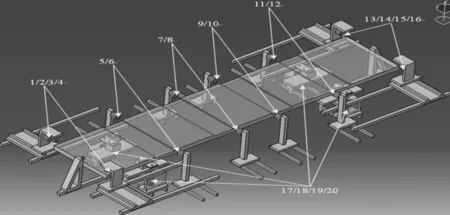
图6 i-GPS测量系统空间网络式布局
对于轨道客车底座中车体长度、宽度、高度、对角线长度、深度、枕梁孔宽度、对角线长度的测量,如图7~9测量原理示意图所示,通过在待测点位置固定接收器,接收来自红外激光发射器的脉冲激光信号,将所得数据转化为相关位置信息,并整合到同一世界坐标系,实时测得空间待测点之间的距离。
4 实验数据误差分析
对于实验数据误差分析,我们可以从系统组成元件、环境误差上着手分析。

图7 车底宽度、长度、对角线长度测量原理示意图

图8 枕梁孔宽度、对角线、长度测量原理示意图

图9 车身主梁、门口对角线测量原理示意图
4.1 发射器误差来源分析
因为扇形光束会随着温度的变化而发生偏差,所以,发射器顶部的扇形光束在发射过程中会产生误差,误差值为0.25 μs,这将会对水平角的测量精度要求有所影响。同时因为发射器头矫正后不固定,会造成轻微的摇动、震荡、倾斜,进而影响到对垂直角的精度要求。还有就是光束传播过程中造成的形状偏移也会影响到水平角的测量精度。发射器轴承造成转动,产生偏差,不确定度为5 μs。[5]
4.2 接收器造成的误差
接收器表面角度问题所造成的线性误差,对于一个标准的1 cm圆柱形接收器,其所造成的线性误差不确定度为30 μm。[4]
4.3 放大器误差
放大器在将光信号转化为数字信号的过程中,可能会造成脉冲信号变相,进而造成测量误差。误差大小与接收器与放大器之间的距离有关,两者之间距离越近,所造成的误差就越大,数字信号间转换所造成的不确定度为0.82 μs。[5]
4.4 装置误差
装置摆放位置也会造成轻微误差,但可以通过适当改变测量顺序来减少误差。所构建的数学模型与实际情况相比较所造成的误差,分为30 μm线性误差和0.8 μs角度误差。[4]
4.5 环境误差
红外线在传播过程中会因为阳光干扰而影响其特定的传播形状,当室外距离拉大,所造成的误差也会随之增大,要尽量避免因温度所造成的二次误差。[5]
4.6 用户使用误差
通常一个接收器需要接收到来自3~4个发射器所发出的红外激光信号,用户在使用过程中使用3~4个发射器精度会提高5%左右,使用4~5个发射器精度会提高10%~15%。不宜使用太多发射器,一般以4个发射器为最佳方案。[5]
5 结语
基于i-GPS系统的大尺寸工件组合式测量系统对于提高轨道客车和汽车及零部件制造企业的在线检测技术具有深远意义,该系统一改以往轨道客车及汽车制造业在线检测技术落后、误差大、效率低等缺点,使用i-GPS这一先进技术,使得在线检测精度更高、效率更高。目前可以使所测得的结果精度达到0.25 mm,更高精度要求可以根据用户设备数量确定,可以达到0.12 mm水平。该技术若是投入实际生产应用,可以有效解决我国当前在线检测存在的一些误差大、效率低、可靠性差、成本高等问题,可以大幅度提高产品在线检测速度、精度、质量。
[1] 卿兆波,王晓林,于华北.敞车车体大尺寸在线检测系统研究[J].制造业自动化,2009,31(8):163.
[2] 王巍,高雪松,俞鸿均,等.基于关键测量特性的飞机装配工装在线检测[J].制造业自动化,2016,38(5):107.
[3] 郭洪杰,王碧玲,赵建国.iGPS测量系统实现关键技术及应用[J].航空制造技术,2012(11):46-49.
[4] 吴晓峰,张国雄.室内GPS测量系统及其在飞机装配中的应用[J].航空精密制造技术,2006,42(5):1-5.
[5] 王伟,李锡文,刘继双.室内GPS的原理与应用[J].测绘与空间地理信息,2010,33(3):116-119.
[6] 钟凯.组合式大尺寸测量系统研究[D].武汉:华中科技大学,2009.
The Study on Combined Measurement of Large Size Workpiece Based on i-GPS System
GAO Jin-gang,et al.
(SchoolofMechanicalandElectricalEngineering,ChangchunInstituteofTechnology,Changchun130012,China)
In order to improve the measurement precision,the combined measurement of large size workpiece based on i-GPS system is put forward in this article.First of all,its measurement accuracy,system composition,the principle and so on are explained.Secondly,the application,data integration methods,error analysis and other aspects are summarized.Finally,the principle is applied to the online detection of rail passenger cars,and the measurement process is also given creatively.The put forward and application of i-GPS are the effective solutions to the problems on large-scale accurate measurement such as a precision measurement of aircraft shape,large hull,automobile body and so on.At the same time,it has provide the feasible reference for future research on large size work pieces on line detection.
i-GPS;large-scale measurement;industrial measurement;positioning principle
10.3969/j.issn.1009-8984.2016.04.005
2016-06-08
吉林省发改委产业专项(2015y74)
高金刚(1976-),男(汉),四川巴中,副教授,硕士 主要研究机器视觉和机电控制。
TH460
A
1009-8984(2016)04-0016-05
