纯铁切屑形成特征及影响因素研究*
2016-02-14孔金星邓飞夏志辉李亮
孔金星 邓飞 夏志辉 李亮
(1.中国工程物理研究院 机械制造工艺研究所, 四川 绵阳 621999;2.南京航空航天大学 机电学院, 江苏 南京 210016)
纯铁切屑形成特征及影响因素研究*
孔金星1邓飞1夏志辉1李亮2†
(1.中国工程物理研究院 机械制造工艺研究所, 四川 绵阳 621999;
2.南京航空航天大学 机电学院, 江苏 南京 210016)
采用正交切削试验,研究了纯铁材料在不同切削速度下切屑形成特征及变形机理,开展了刀具前角、切削用量、冷却润滑方式等切削工艺参数对纯铁切屑变形规律的影响试验.结果表明,纯铁切屑呈现显著的剪切滑移变形特征,切削工艺参数仅对切屑中晶粒的变形程度产生影响;低速切削时切屑在前刀面上具有“滑-停-滑”现象,晶粒破碎严重,而高速时停留现象减小甚至消失,晶粒呈拉伸状变形;随着切削速度和刀具前角的增加,切削力、切屑变形系数显著减小,切削力则随进给量的增加而增加,但切屑变形系数则呈减小趋势;相同切削用量时,水冷方式下切削力和切屑变形系数最小,而干切时最大.试验结果对纯铁材料选择合适的工艺参数以改善其加工性能具有重要的参考意义.
纯铁;正交切削;切屑变形机理;切削力;切屑变形系数
纯铁材料具有质地软、塑性高、韧性大以及电磁性能优良等特点,在航空航天、兵器、能源、电力电子等工业领域具有广泛应用[1- 2].纯铁材料切削时具有切屑变形严重、极易形成积屑瘤、切削区摩擦剧烈、刀具磨损快等显著特征,因此对其切屑变形机理和形成特征进行深入研究,是实现纯铁材料切削过程中切削力和切削温度、刀具磨损以及工件表面质量控制的基础与前提,对于刀具几何参数、切削工艺参数和冷却润滑方式的合理选择与优化具有重要的指导意义[3- 5].
切屑形态通常包括连续性切屑、崩碎切屑、波浪形切屑、有积屑瘤的切屑和锯齿形切屑[4- 7],其变形程度及形成特征则取决于工件材料自身的物理、力学性能和切削过程中的受力状态[4,8- 10].Schulz等[8]针对7075铝合金时效和非时效两种状况进行铣削和车削试验,结果表明沉积硬化是7075铝合金切屑形态由连续型转变为锯齿形的根本原因,而切削参数则对锯齿状切屑的锯齿化程度产生影响,切屑锯齿化程度随切削速度的增加而增加.Baker[9]采用有限元法讨论了钛合金本构方程中的热软化效应和硬化系数对切屑形成的影响,认为热软化效应的增加使得锯齿形切屑的间距增大,而硬化系数对切屑的形状影响较大.对于确定的工件材料,刀具几何参数、切削参数、冷却润滑等工艺参数则对切屑形成特征具有重要的影响[11- 15].蔡玉俊等[11]认为切削速度和刀具前角是影响淬硬钢切屑形态的主要因素,随切削速度的增加,切屑形态由连续的带状切屑转变为周期性的锯齿形切屑,而减小刀具前角,锯齿状切屑的临界转变切削速度明显减小.姜峰[15]则认为水冷方式下钛合金切屑的锯齿化程度比干切削条件下明显增加,而且刀具前角越小切屑的锯齿化程度越大.
综上所述,探明纯铁切削时切屑的形成特征及其影响因素,有助于正确认识纯铁切削过程的本质,保证零件加工质量.因此,文中采用正交切削方式,研究纯铁材料切屑变形机理和形成特征,探索刀具前角、切削用量、冷却润滑方式等工艺参数对切屑变形的影响规律,进而为纯铁切削工艺参数的优化提供理论和试验依据.
1 试验方案
1.1 试验材料
将太原钢铁公司提供的原始棒料(DT4E)直接加工成尺寸为Φ160 mm×280 mm的试验件,材料初始晶粒状况如图1所示.正交切削试验件形状和切削试验如图2所示,试验件凸台宽度为(2±0.02)mm,槽单边深度为5 mm,槽宽度为4 mm.该材料的化学成分如表1所示.
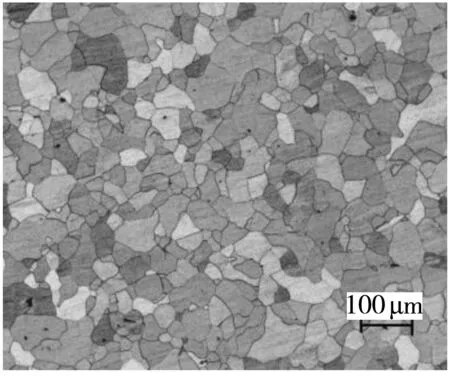
图1 纯铁材料初始晶粒状况Fig.1 Initial grain conditions of pure iron material
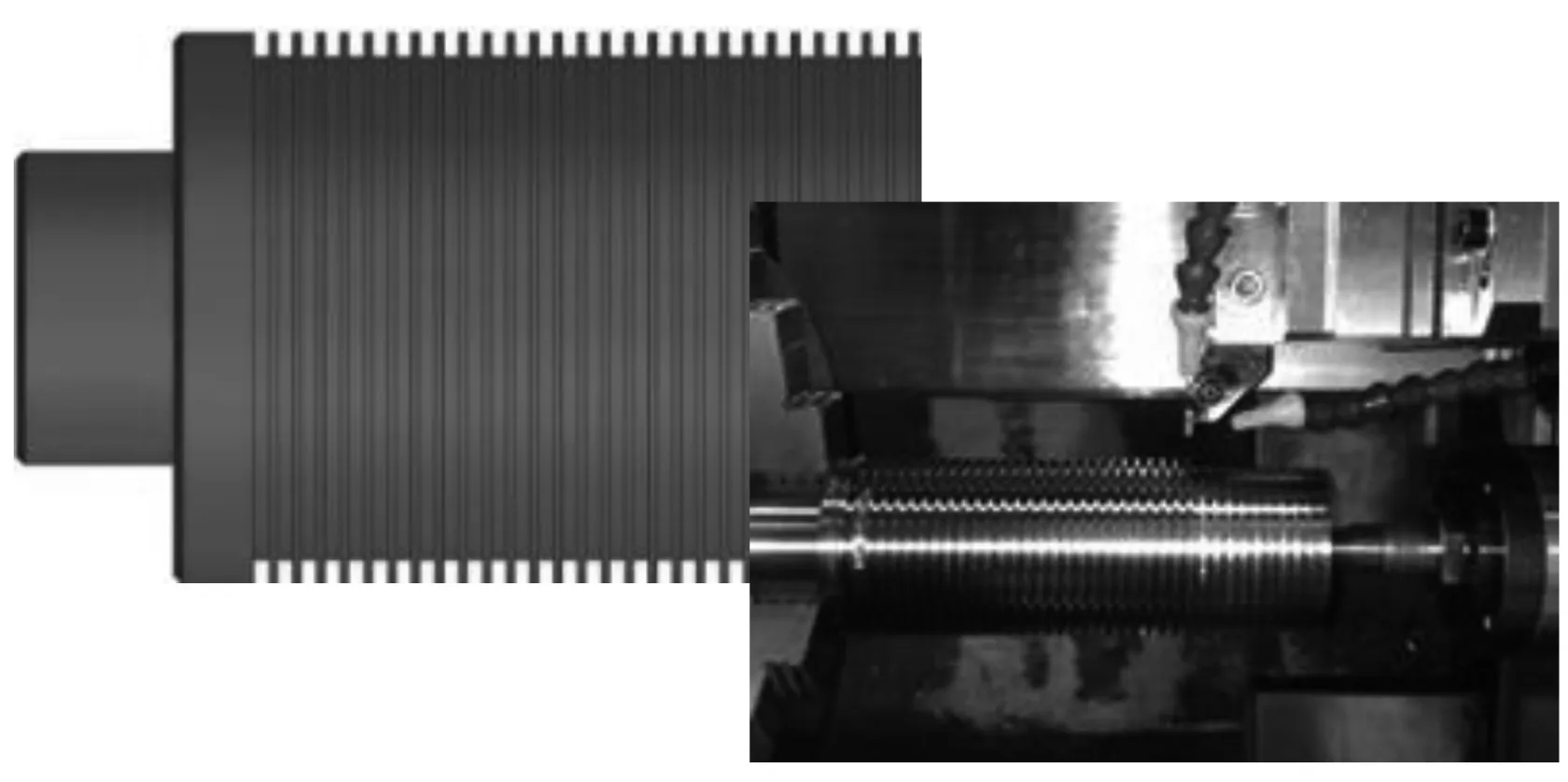
图2 正交切削试样和切削试验Fig.2 Samples for orthogonal cutting and cutting experiment
成分FeCSiMnNi含量大于99.80.0130.0280.0290.035成分SCrCuPAl含量0.020.020.0340.00720.0023
1.2 试验方案和切削参数
试验方案及选择的工艺参数如下.
(1)切削参数的影响.切削速度v=60,80,100,120,140,160,190,220,250,280,340,400,460 m/min,进给量固定为f=0.08 mm/r;进给量取f=0.04,0.06,0.08,0.10,0.12,0.15,0.18 mm/r,切削速度固定为v=300 m/min.刀具为Kennametal公司NGP3125L KC5010 TiAlN涂层刀具,前角为5°,冷却润滑方式为干切;
(2)冷却润滑方式的影响.采用干切、微量润滑(MQL)和水冷3种方式,切削速度取v=160,220,280,340,400,460 m/min共计5组参数,进给量取f=0.08 mm/r;刀具为Kennametal公司NGP3125L KC5010 TiAlN涂层刀具,前角为5°.
(3)刀具前角的影响.采用Kennametal公司生产的KC5010 TiAlN涂层刀具,型号分别为NG3125L、NGP3125L和NG3125LK,前角为0°、5°和10°.切削速度选择为v=280,340,400 m/min,进给量f=0.08 mm/r,冷却润滑方式为干切.
机床为国产MJ520数控车床,主轴转速范围为35~3 500 r/min.MQL系统为国产OoW129AC-2型设备,采用两个喷嘴对刀具前、后刀面喷射,单个喷嘴润滑油流量为80 mL/h,进气压力为0.55 MPa,喷嘴到刀具刀尖的距离固定为20 mm.
1.3 测量仪器与切屑处理
切削力测试仪器为Kistler 9257B型动态测力仪.将不同参数下的纯铁切屑收集后,采用螺纹千分尺在切屑中间部位5个不同位置测量切屑厚度,并取均值,然后对切屑进行镶嵌、研磨、抛光、腐蚀处理,在金相光学显微镜下观察切屑截面形貌.
2 试验结果与分析
2.1 纯铁切削切屑形成特征及变形机理
图3所示为纯铁材料正交切削时部分切削速度下的切屑宏观形貌.由该图可知,在测试的工艺参数范围内,呈现连续的螺旋形带状切屑.
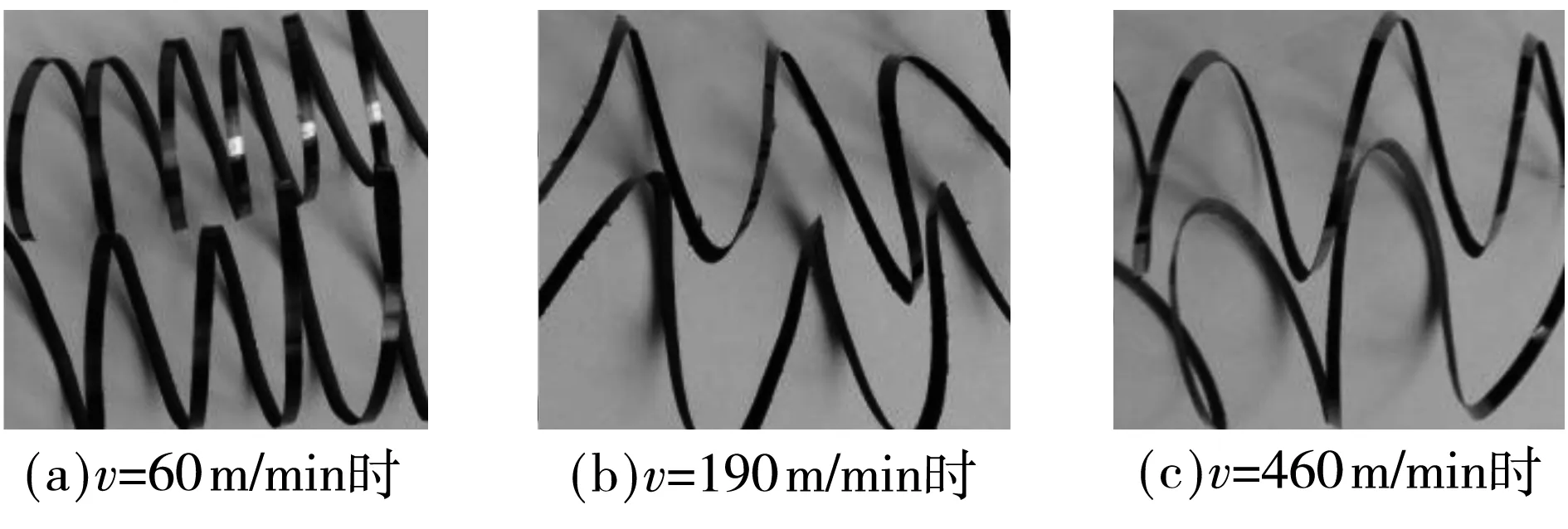
图3 不同切削速度下纯铁切屑形态Fig.3 Chip shapes of pure iron at different cutting speeds
将收集的切屑取中间部位,经镶嵌、研磨、抛光、腐蚀处理后在金相光学显微镜下得到部分切削速度下的切屑截面形貌,如图4所示.塑性材料在切削力、切削热作用下,第一变形区内的金属晶粒受挤压、剪切作用被拉伸、延长,沿剪切面产生剪切滑移,从而呈现显著的剪切滑移变形[4,16].由图4可知,在60~460 m/min的切削速度范围内,纯铁材料切屑存在明显的剪切滑移线,呈现明显的剪切滑移特征,尤其是当v≥190 m/min时,切屑的剪切滑移现象极为明显,纯铁切屑中的晶粒呈现显著的拉伸、延长变形.同时,不同切削速度下切屑中晶粒的变形程度差异较大,与纯铁材料初始晶粒状况相比,低速切削时晶粒破碎、细化严重,如图4(a)所示,在v=60 m/min时,切屑中的剪切滑移线紊乱,且表面有凸起现象,高速切削时晶粒则呈严重的挤压、拉伸状变形,如图4(f)所示.

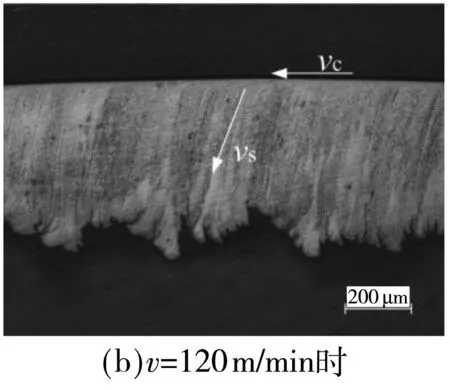
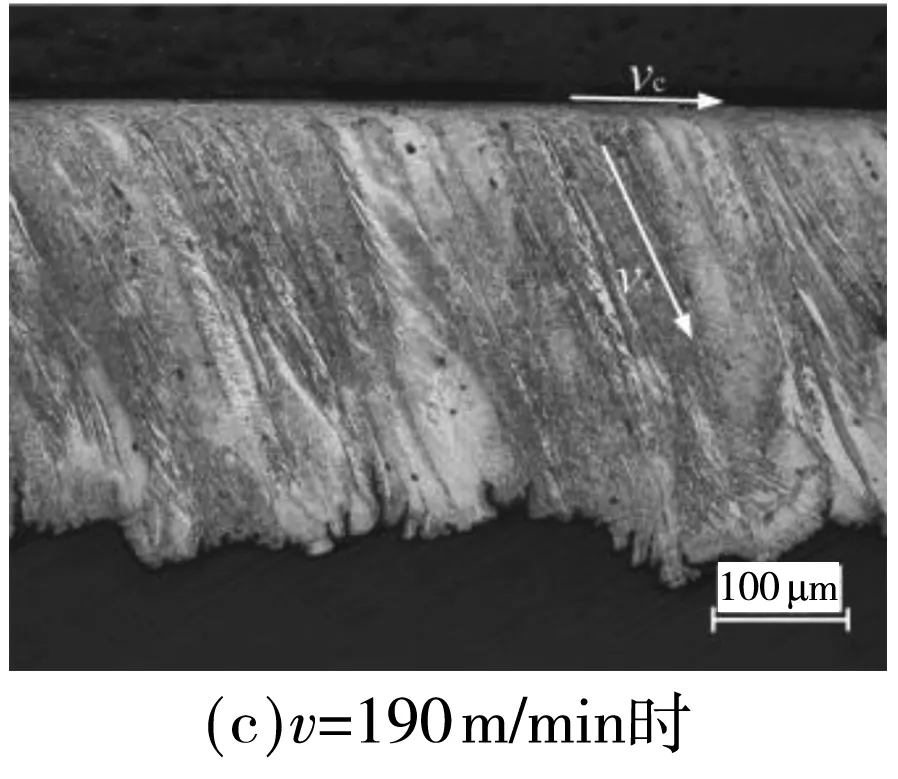
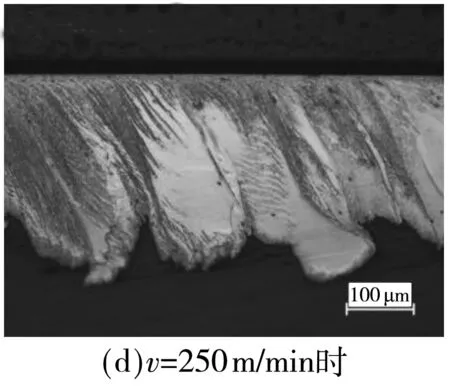
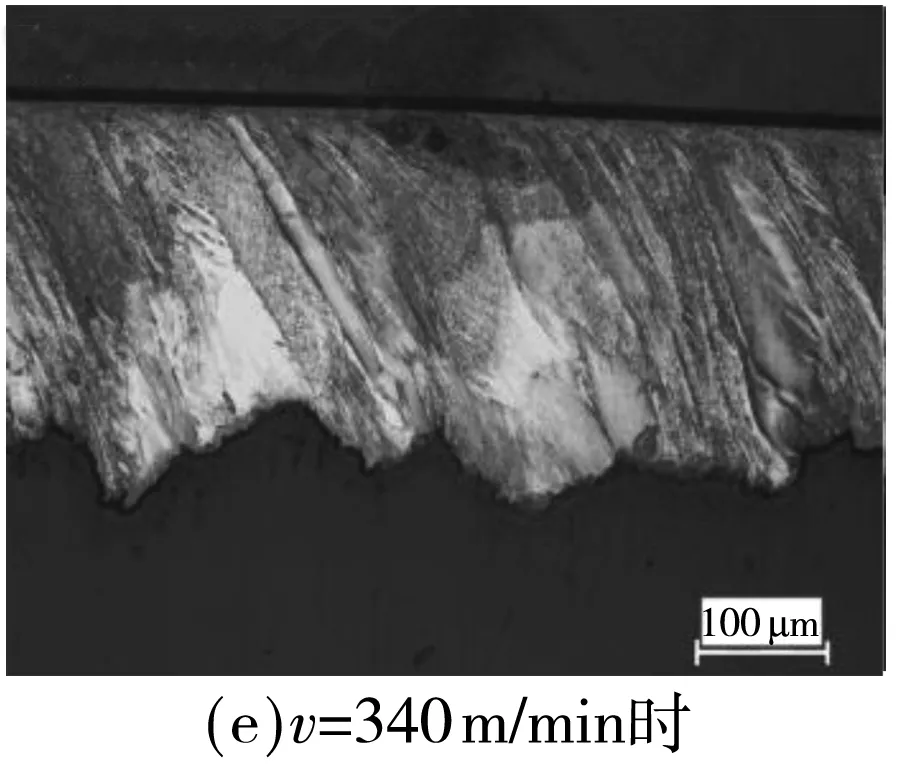
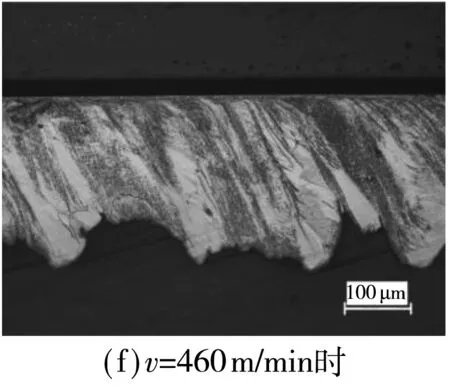
图4 不同切削速度下的纯铁切屑截面形貌
Fig.4 Chip cross-section morphology of pure iron at different cutting speeds
根据周泽华[16]的塑性单元切屑“滑-停-滑”理论可知,冷焊面积的增大使得刀-屑摩擦力增大,当摩擦力增大到足以抵抗切削抗力时,切屑将不再沿前刀面滑动,而是停留在前刀面上,或是切屑的流动速度降低.由图4(a)可知,低速切削时纯铁材料切屑的剪切滑移面几乎与切屑的流动速度方向垂直,此时的切屑速度vc和剪切速度vs降低.切屑的停留或低速运动阻碍了切削层中变形金属沿前刀面的顺利流出,同时,切屑晶粒的破碎和细化增大了位错运动阻力,阻碍了晶粒的剪切滑移,导致晶粒向切屑表面方向运动,第二变形区内的金属处于前阻后拥状态,进一步使得切削层金属沿切屑厚度方向逐层积聚.此时不仅切屑厚度增加,而且在自由表面出现明显的凸起鼓包现象,前后两个凸起间存在断裂.当层积金属越来越厚,切削力尤其是进给抗力越来越大,能够克服刀-屑冷焊间的摩擦阻力时,切屑又重新沿前刀面滑动或者切屑的滑移速度增大.在图4(a)中也发现凸起处的剪切滑移线与底部的滑移线不相平行,而是呈多种角度,这进一步说明此时切屑在前刀面流出时,因切屑的停留而粘结在前刀面上,切屑表层金属受后续变形金属的挤压,使得切屑的剪切滑移线变得杂乱不规则.从实测的切削力波形来看,如图5所示,在v=60 m/min时的主切削力和进给抗力呈周期性波动,其波动幅度分别达到了300 N和350 N,而且进给抗力很大,几乎与主切削力相同,进一步说明低速切削时切屑与前刀面间发生了严重的冷焊作用,且切屑存在显著的“滑动-停留-再滑动”现象,进而增大了进给抗力.
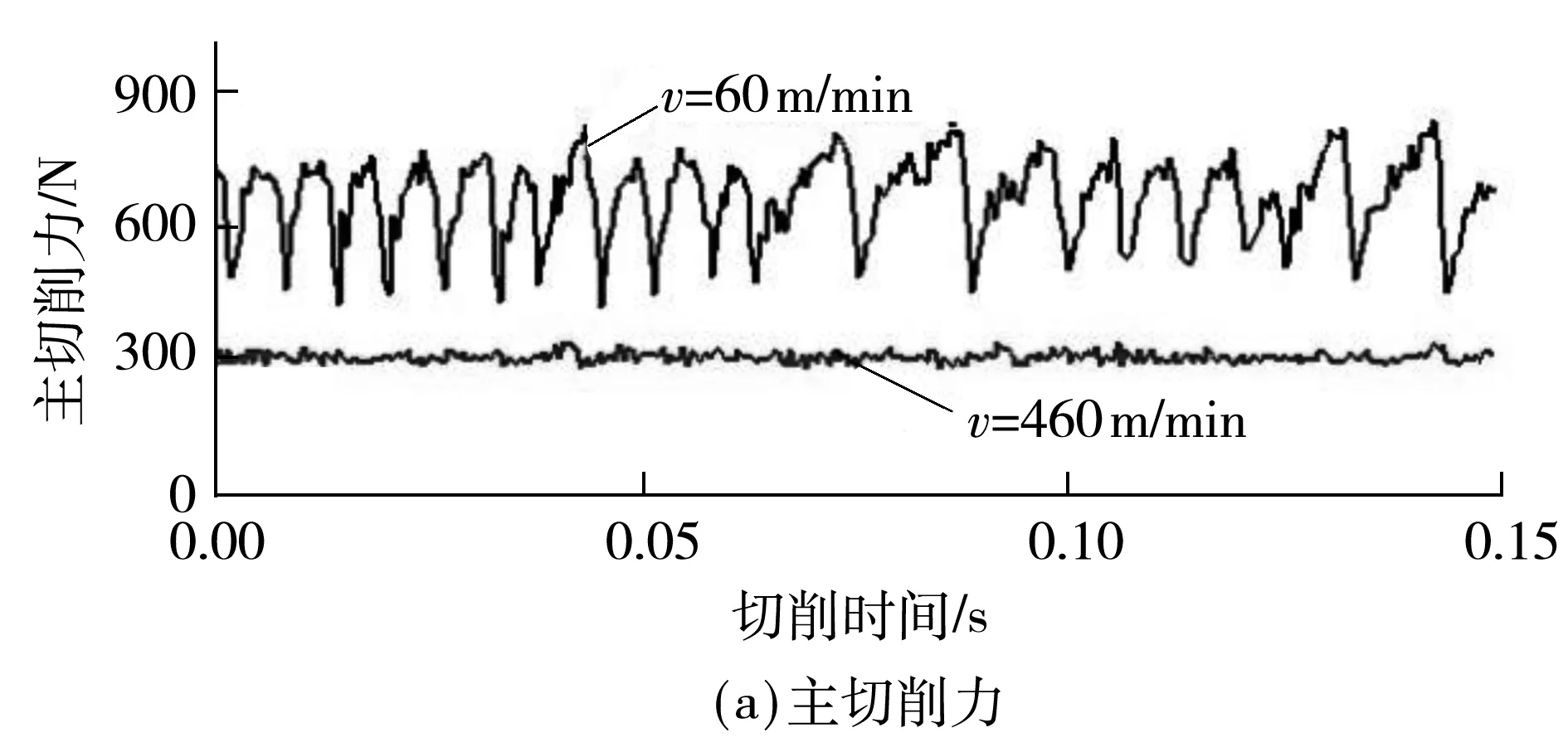
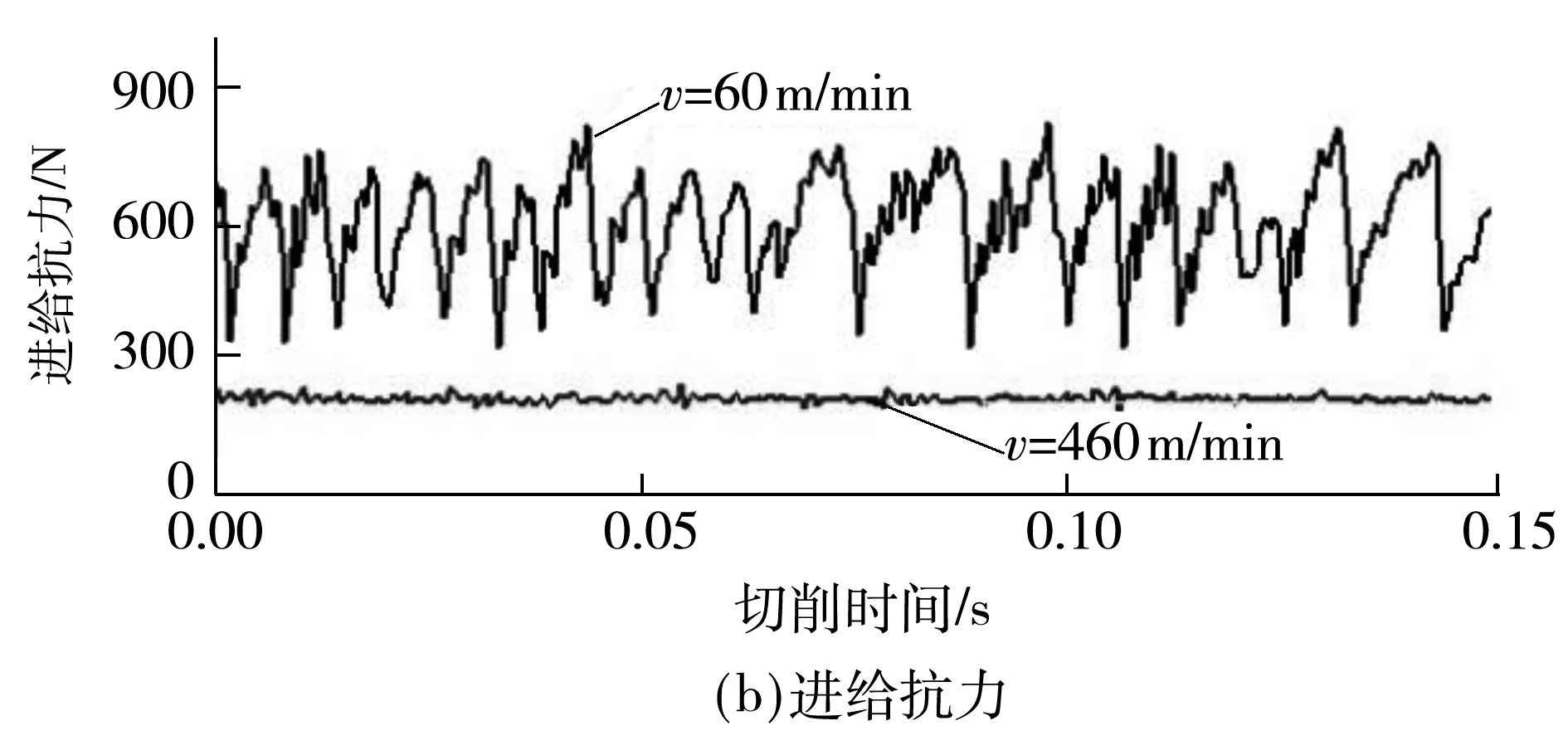
图5 不同速度下的切削力波形Fig.5 Cutting force waves at different cutting speeds
随着切削速度的增加,切屑剪切滑移线与滑动速度间的夹角(即剪切角)逐渐减小,呈现显著的剪切滑移现象,而且切屑的凸起鼓包现象也呈减小趋势,当v≥190 m/min时,凸起鼓包现象基本消失,如图4(c)-4(f)所示.增大切削速度,切屑底部与前刀面间的摩擦热增大,纯铁材料软化使得流动剪切应力减小,促进了切屑沿前刀面的滑动流出,停留现象减小甚至消失.同时切削速度的增加使得剪切区的剪切应变速率增加,有利于克服晶粒的短程阻力和因温度升高而造成位错运动的热激活,降低了剪切区的位错密度并阻碍切屑晶粒的破碎、细化,如图4(c)-4(f)所示,切屑晶粒被明显拉长但产生的破碎、细化程度远小于低速切削,尤其在高速阶段切屑晶粒的拉伸变形程度减小.从切削力波形来看,如图5所示,此时主切削力尤其是切削抗力波动很小,刀-屑间的摩擦程度降低,切削过程更趋于平稳.
2.2 工艺参数对纯铁切屑变形的影响
2.2.1 切削用量的影响
图6所示为切削速度和进给量对纯铁材料切削力的影响.由图6(a)可知,随着切削速度的增加,纯铁材料切削时的主切削力和进给抗力呈快速减小趋势,低速(v=60 m/min)时的主切削力和进给抗力是高速(v=460 m/min)时的2.05倍和2.57倍,因此切削速度对纯铁材料的切削力具有显著影响.由图6(b)可知,随着进给量的增加,主切削力和进给抗力呈增加趋势.
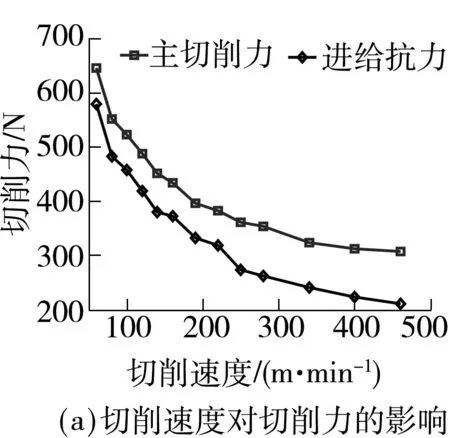
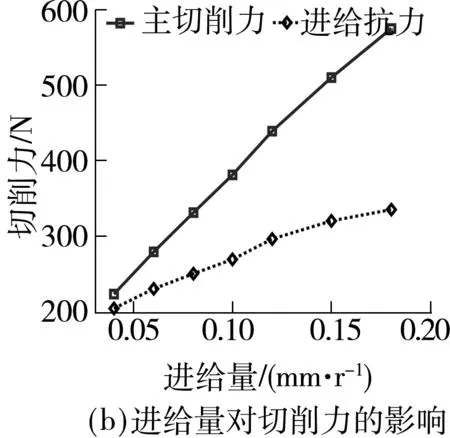
图6 切削用量对切削力的影响Fig.6 Effect of cutting parameters on cutting force
图7所示为切削速度和进给量对纯铁材料切屑变形系数的影响.由图7(a)可知,随着切削速度和进给量的增加,纯铁材料的切屑变形系数呈减小趋势,尤其在低速切削和小进给量切削时,切屑变形系数最大.该试验结果表明,切削速度和进给量对纯铁材料的切削力和切屑变形系数具有重要的影响,可采用较高的切削速度和较小的进给量以减小切削力.
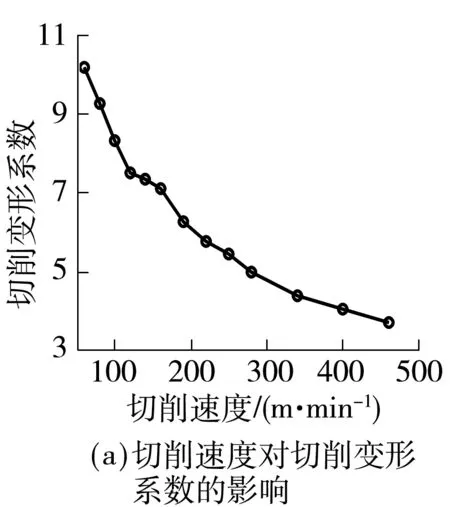
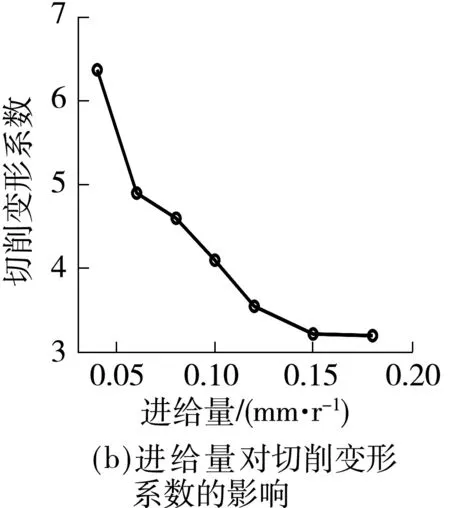
图7 切削用量对切屑变形系数的影响
Fig.7 Effect of cutting parameters on chip deformation coefficient
2.2.2 冷却润滑方式的影响
良好的冷却润滑方式能有效地减小刀-屑、刀-工间的摩擦和磨损,带走切削区内产生的热量以降低切削温度,减少切削过程中的塑性变形并抑制积屑瘤和鳞刺的生长,降低切削力,并可有效减小刀具磨损并获得优良的工件加工质量[4,17- 18],因此选择合适的切削润滑方式对于改善纯铁材料的切削加工性具有重要意义.
图8所示为水冷、MQL和干切3种冷却润滑方式对纯铁材料正交切削过程中切削力的影响.由图可知,3种冷却润滑方式下,随着切削速度的提高,切削力均呈减小趋势,而且水冷方式下的切削力最小.当切削速度小于340 m/min时,干切方式下的主切削力和进给抗力明显大于水冷和MQL方式;当切削速度大于340 m/min时,3种方式下的切削力相差较小,且MQL方式下的切削力大于干切和水冷方式,此时干切与水冷方式下的切削力基本相同.
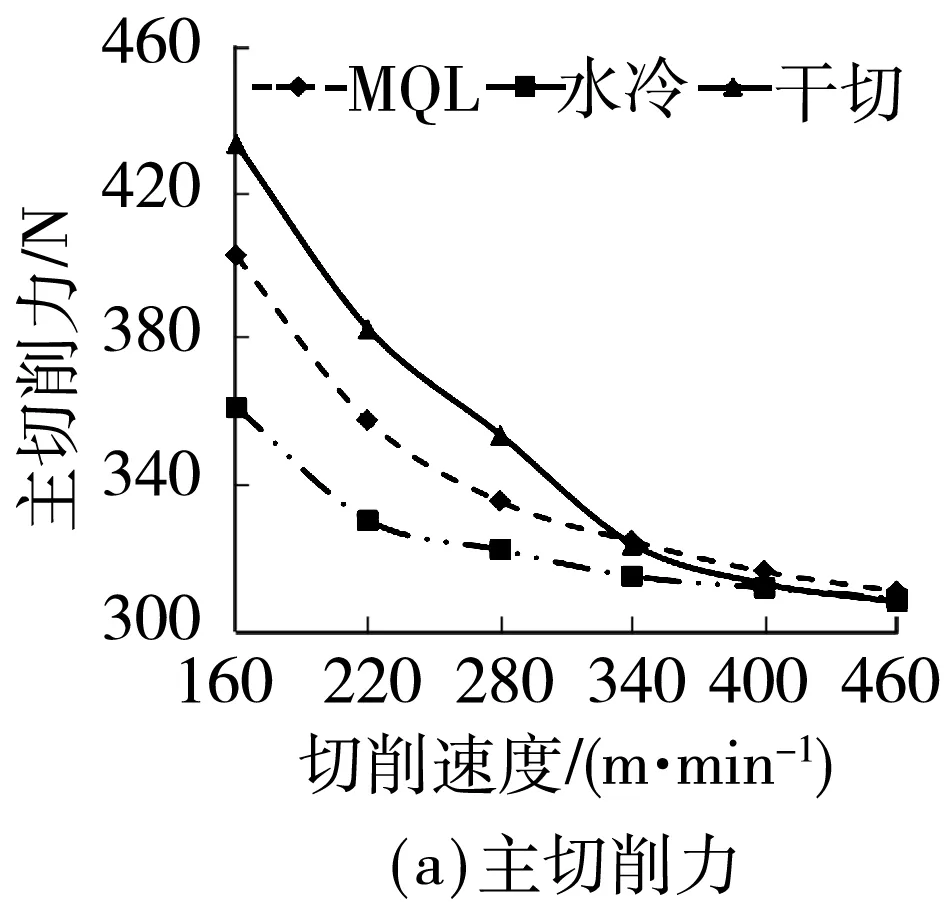
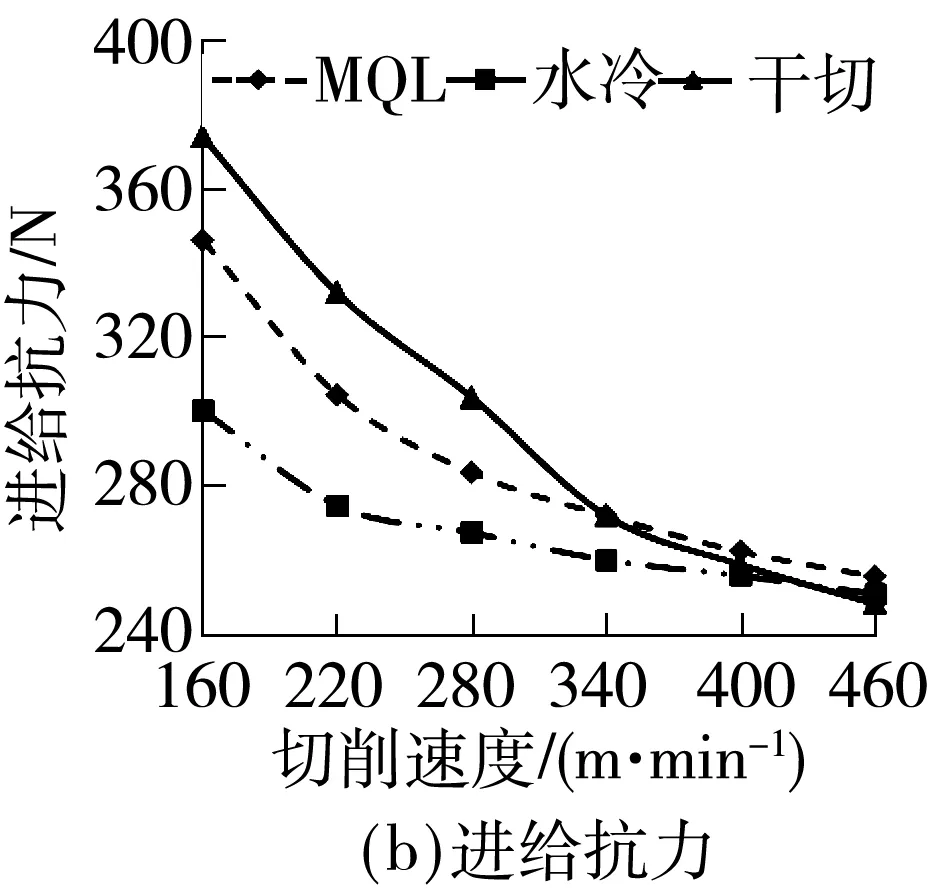
图8 冷却润滑方式对切削力的影响Fig.8 Effect of cooling/lubrication conditions on cutting forces
图9所示为冷却润滑方式对切屑变形系数的影响.显然,随着切削速度的增加,3种方式下的切屑变形系数呈降低趋势,而且水冷时的切屑变形系数最小,干切时最大,MQL方式下的切屑变形系数介于两者之间.
由图4可知,干切方式下低速切削时,纯铁切屑中的晶粒组织在挤压、剪切作用下被拉伸、延长并发生破碎,在位错阻力和“滑-停-滑”效应的共同作用下造成切屑厚度的增加,从而引起切削力的增大.水冷和MQL冷却润滑方式可带走大量的切削热并降低切屑温度,有效阻止了切屑的软化和晶粒发生大的塑性变形,并减小刀-屑间的摩擦系数,由图8、9可知,切削力和切屑变形系数均有明显减小.随着切削速度的增加,第一变形区内的剪切应变率增加,纯铁材料呈现显著的应变率强化效应,同时,切削温度在切屑晶粒的作用时间缩短,进一步减小了热软化效应,因此切屑中晶粒塑性变形的减小使得变形系数减小,此时冷却润滑方式对切屑塑性变形的影响减小,由图8、9可知,当切削速度大于340 m/min时,切削力和切屑变形系数趋向一致.
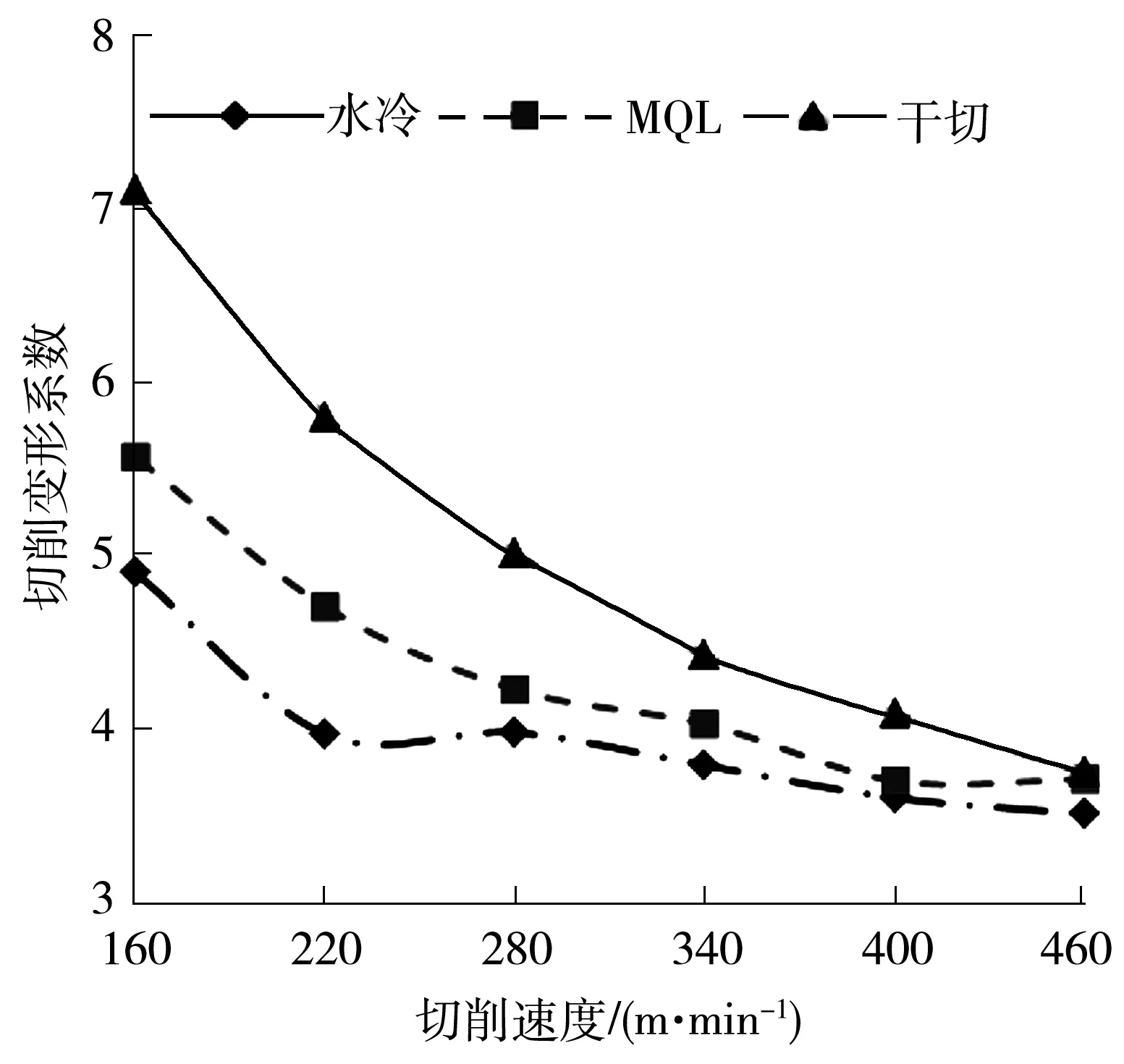
图9 冷却润滑方式对切屑变形系数的影响
Fig.9 Effect of cooling/lubrication conditions on chip deformation coefficient
进一步将切削速度v=160 m/min时3种冷却润滑方式下的切屑收集、处理后在金相光学显微镜下得到切屑截面形貌如图10所示.显然,3种冷却润滑方式下纯铁切屑均呈剪切滑移变形,冷却润滑方式对切屑变形没有本质的影响,仅对切屑中晶粒的塑性变形程度产生作用,从而造成切削力和切屑变形系数的差异.
2.2.3 刀具前角的影响
图11和12所示为干切方式下刀具前角0°、5°和10°时纯铁材料切削力和切屑变形系数的实测值.由图可知,随着前角的增加,切削力和切屑变形系数均迅速减小,如切削速度v=340 m/min前角为0°时的主切削力、进给抗力和切屑变形系数分别是前角5°、10°时的1.33、1.76、1.48和1.67、2.93、1.95倍,因此较大前角的刀具有利于改善纯铁材料的切削加工.
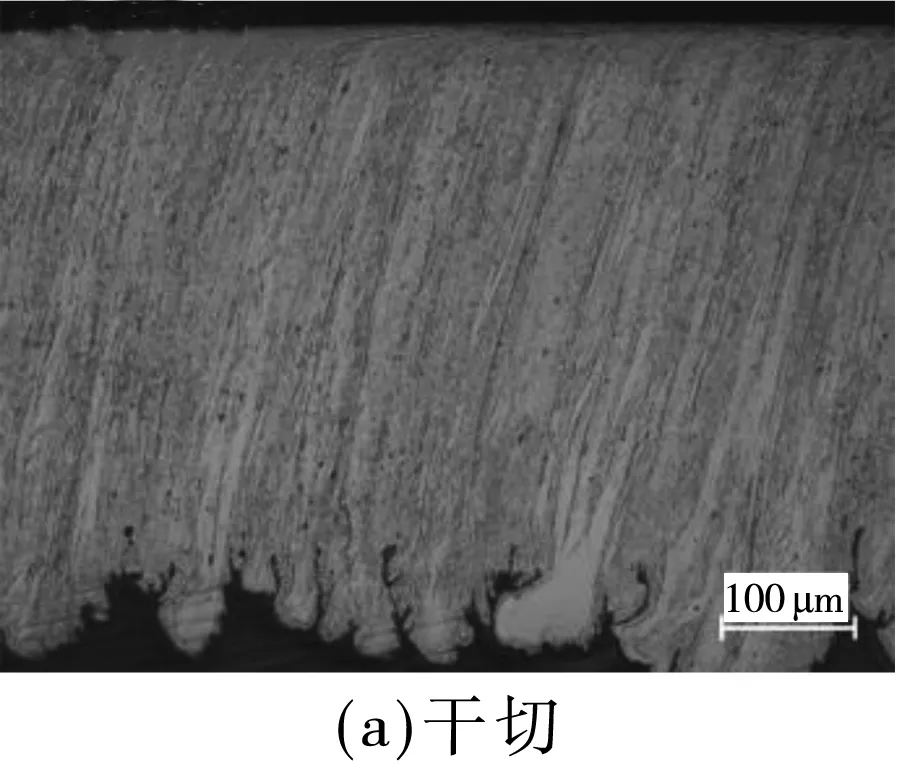
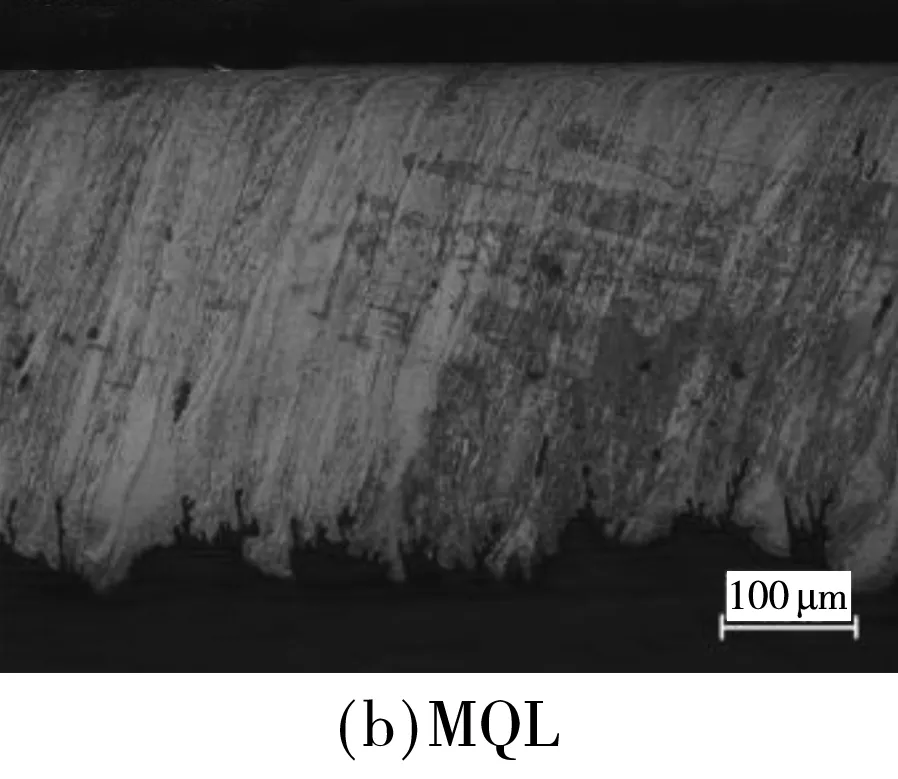
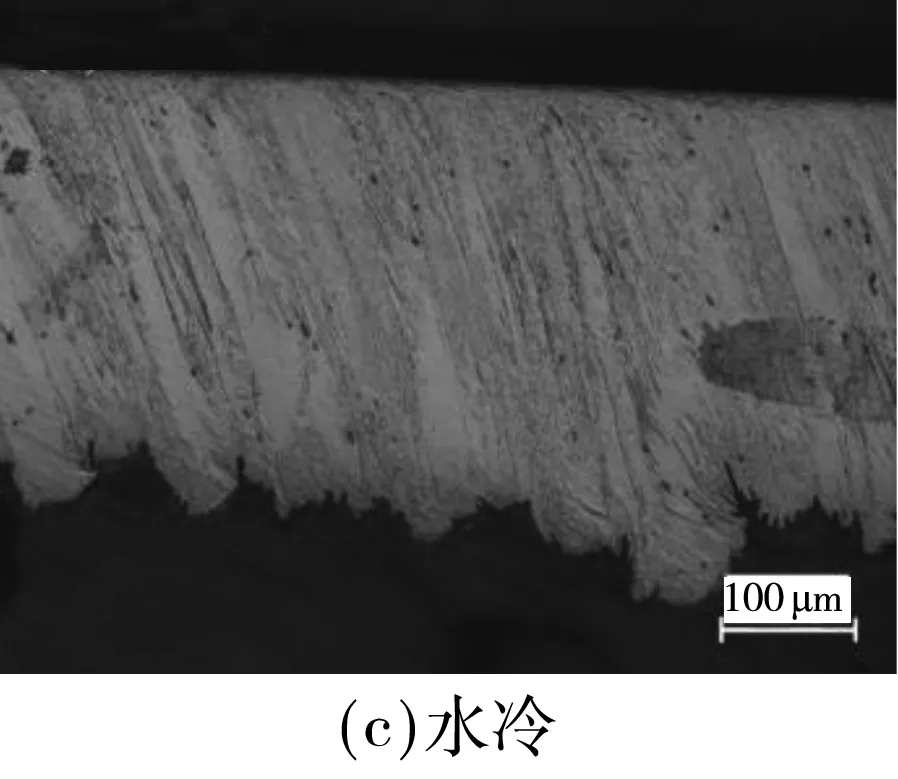
图10 冷却润滑方式对切屑截面形貌的影响(v=160 m/min)
Fig.10 Effect of cooling/lubrication on chip cross-section morphology(v=160 m/min)
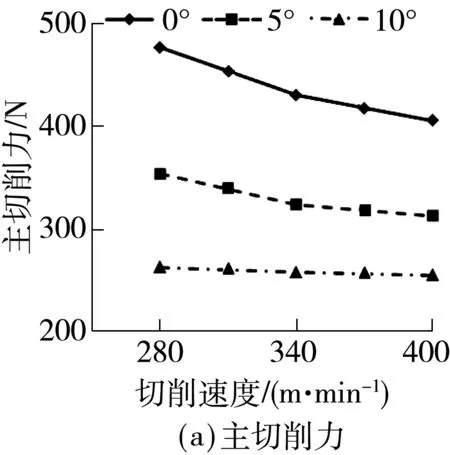
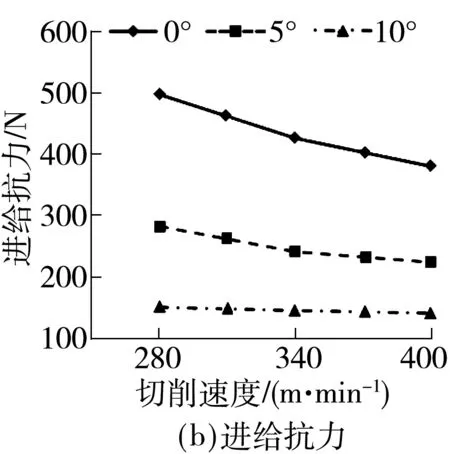
图11 刀具前角对切削力的影响Fig.11 Effect of rake angle on cutting forces
刀具前角对纯铁切屑变形具有重要的影响,前角较小时,剪切角减小,刀具对切屑的挤压严重,晶粒破碎、延伸变形程度增加,切屑增厚,如图13(a)所示,使得切削力和切屑变形程度增加;前角增大时,剪切角增加,减小了刀具对切屑的挤压作用,降低了晶粒的变形程度,切屑变薄,此时切屑以楔开分离为主,如图13(c)所示,此时的切削力和切屑变形系数显著减小.同时,由图13可知,刀具前角主要影响纯铁切屑中晶粒的变形程度,不同前角时纯铁切屑均呈明显的剪切滑移变形.
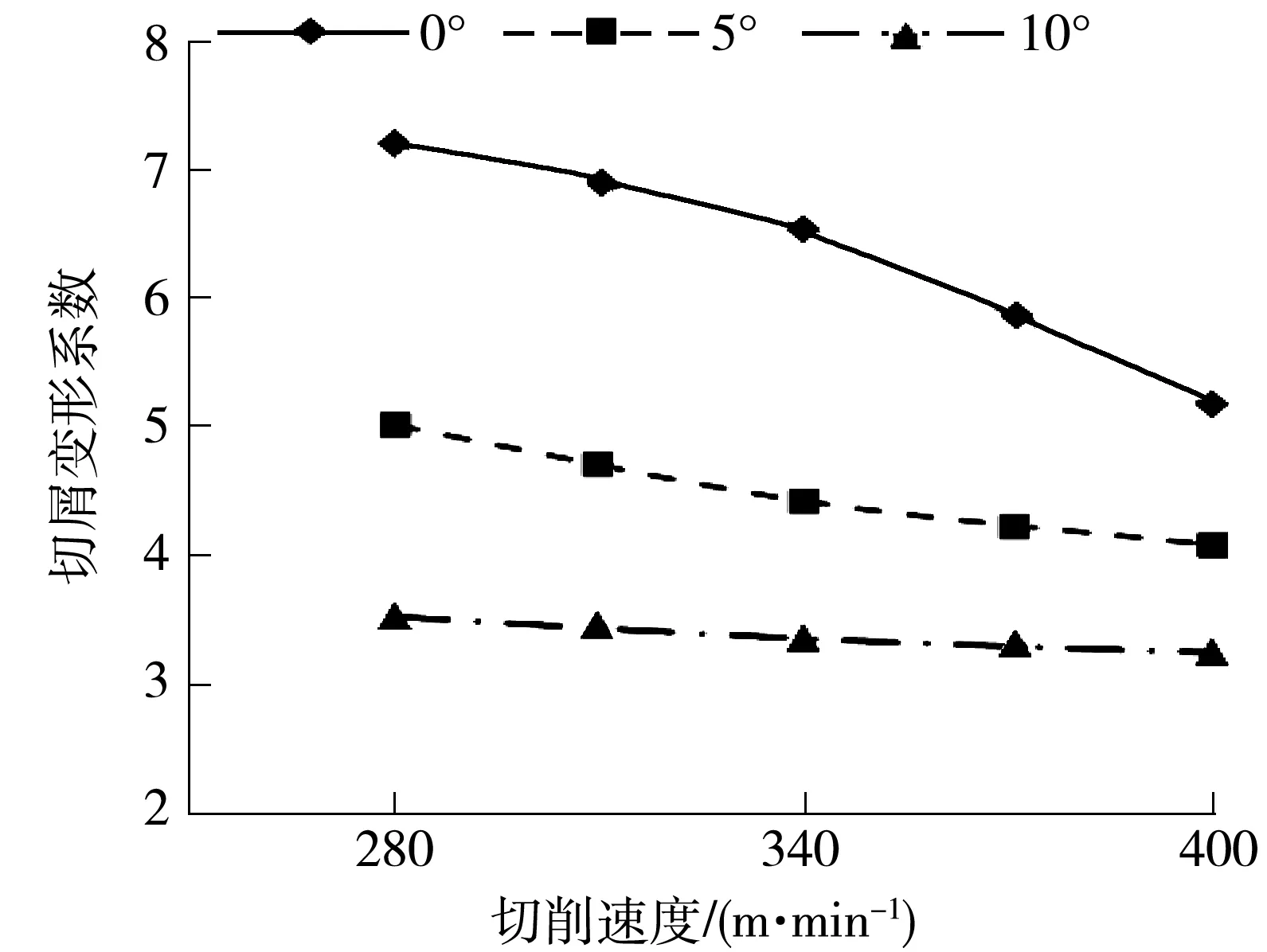
图12 刀具前角对切屑变形系数的影响Fig.12 Effect of rake angle on chip deformation coefficient
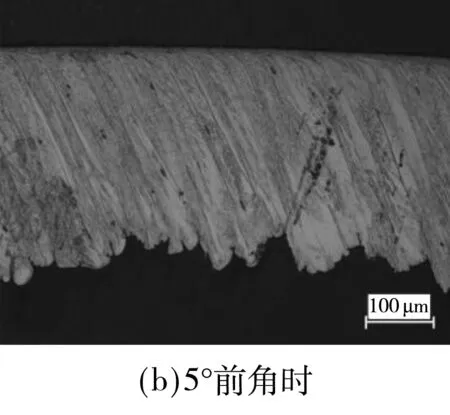
Fig.13 Effect of rake angle on chip cross-section morphology(v=340 m/min)
3 结论
(1)正交切削纯铁材料时呈现连续的螺旋形带状切屑,具有显著的剪切滑移变形特征.低速切削时因纯铁切屑与前刀面存在严重的冷焊而造成切屑在前刀面上的“滑动-停留-再滑动”现象,高速切削时切削过程更趋于平稳,切屑在前刀面上的停留现象减小甚至消失.
(2)纯铁材料正交切削时的切削力、切屑变形系数随切削速度、刀具前角的增加而减小.切削力随进给量的增加而增加,但切屑变形系数则随进给量的增加而减小.水冷方式下的切削力和切屑变形系数最小,而干切时最大.
(3)切削用量、刀具前角和冷却润滑方式对纯铁材料切屑中晶粒的塑性变形程度产生影响,从而造成切削力和切屑变形系数的改变,但对切屑剪切滑移变形特征没有本质影响.
(4)采用较高的切削速度、水基冷却液和大前角刀具等措施有利于降低纯铁材料正交切削时的切削力和切屑变形系数,改善材料的加工性能.
[1] 田文生,乐兑谦.纯铁的切削性能研究 [J].太原重型机械学院学报,1990,11(2):17- 24. TIAN Wen-sheng,YUE Dui-qian.A study of pure iron machinability [J].Journal of TaiYuan Heavy Machinery Institute,1990,11(2) :17- 24.
[2] CHEN Y T,TANG X J,LI Q Z.Shock-induced phase transition and spallingcharactersitic in pure iron and FeMnNi alloy [J].China Physical B,2010,19(5):1-8.
[3] 杨奇彪,刘战强,苏国胜.高速切削锯齿形切屑形成机理的研究现状与发展 [J].工具技术,2011,45(3):3- 11. YANG Qi-biao LIU Zhan-qiang,SU Guo-sheng.Current situation and development of mechanism of serrated chip formation in high speed machining [J].Tool Enginee-ring,2011,45(3):3- 11.
[4] SHAW M C.Metal cutting principles [M].New York:Oxford University Press,2005:479- 572.
[5] ASTAKHOV V P,SHVETS S V,OSMAN M O M.Chip structure classification based on mechanics of its formation [J].Journal of Materials Processing Technology,1997,71(2):247- 257.
[6] VYAS A,SHAW M C.Mechanics of saw-tooth chip formation in metal cutting [J].Manufacturing Science and Engineering,1999,121(2):163- 172.
[7] YANG Q B,LIU Z Q,WANG B.Characterization of chip formation during machining 1045 steel [J].The International Journal of Advanced Manufacturing Technology,2012,63(9):893- 912.
[8] SCHULZ H,ABELE E,SAHM A.Material apsects of chip formation in HSC machining [J].CIRP Annals Manufacturing Technology,2001,50(1):881- 886.
[9] BAKER M.The influence of plastic properties on chip formation [J].Computational Materials Science,2003,28(3/4):556- 562.
[10] CHILDS T H C.Numerical experiments on the influence of material and other variables on plane strain continuous chip formation in metal machining [J].International Journal of Mechanical Sciences,2006,48(3):307- 322.
[11] 蔡玉俊,段春争,王敏杰,等.高速切削30CrNiMoV淬硬钢切屑形成机理的试验研究[J].机械强度,2009,31(3):387- 390. CAI Yu-jun,DUAN Chun-zheng,WANG Min-jie,et al.Experimental research of chip formation mechanism du-ring high speed machining hardened steel [J].Journal of Mechanical Strength,2009,31(3):387- 390.
[12] DOLINSEK S,EKINOVIC S,KOPAC J.A contribution to the understanding of chip formation mechanism in high-speed cutting of hardened steel [J].Journal of Materials Processing Technology,2004,157- 158:485- 490.
[13] WANNER V,BAILI M,DESSEIN G.The relationship between the cutting speed,tool wear,and chip formation during Ti-5553 dry cutting [J].The International Journal of Advanced Manufacturing Technology,2015,76(5/8):893- 912.
[14] DENKENA B,KOHLER J,MENGSESHA M S.Influence of the cutting edge rounding on the chip formation process:part 1.Investigation of material flow,process forces,and cutting temperature [J].Production Engineering,2012,6(4/5):329-338.
[15] 姜峰.不同冷却润滑条件Ti6Al4V高速加工机理研究 [D].济南:山东大学机械工程学院,2009.
[16] 周泽华.金属切削理论 [M].北京:机械工业出版社,1987:1-61.
[17] 刘镇昌.切削液技术.北京:机械工业出版社,2008:130-295.
[18] KIM S W,LEE D W,KANG M C,et al.Evaluation of machinability by cutting environments in high-speed milling of difficult-to-cut materials [J].Journal of Materials Processing Technology,2001,111(1/2/3):256- 260.
Investigation into Formation Characteristics and Influence Factors of Pure Iron Chip
KONGJin-xing1DENGFei1XIAZhi-hui1LILiang2
(1.Institute of Mechanical Manufacturing Technology, China Academy of Engineering Physics, Mianyang 621999, Sichuan, China; 2.College of Aerospace Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, Jiangsu, China)
Based on the orthogonal cutting experiments, the formation characteristics and deformation mechanism of the pure iron chip at different cutting speeds were investigated, and the effects of such cutting process parameters as the rake angle, the cutting parameters and the cooling/lubrication conditions on the deformation rules of the pure iron chip were revealed by experiments. The results show that (1) the pure iron chip has a significant shear slip deformation characteristic, and the cutting process parameters only affect the deformation of the grains in the pure iron chip;(2) at lower cutting speeds, an obvious “sliding-stop-sliding” phenomenon occurs as the chip flows on the rake face, and the grains are seriously broken;(3) however, at higher cutting speeds, the stop phenomenon is reduced and even disappears, and the grains in the pure iron chip show a tensile deformation;(4) as the cutting speed and the rake angle increase, the cutting force and the chip deformation coefficient significantly decrease;(5) with the increase of the feed rate, the cutting force increases while the chip deformation coefficient decreases;and (6) at the same cutting parameters, the cutting force and the chip deformation coefficient are at the minimum under the cutting fluid condition, but they are at the maximum under a dry cutting. The above-mentioned results are useful in selecting suitable cutting process parameters to improve the machinability of pure iron materials.
pure iron; orthogonal cutting; chip deformation mechanism; cutting force; chip deformation coefficient
2016- 05- 10
国家自然科学基金资助项目(51375236);中国工程物理研究院发展基金资助项目(2015B0203029) Foundation item: Supported by the National Natural Science Foundation of China(51375236)
孔金星(1976-),男,高级工程师,主要从事难加工材料的高速精密加工技术研究.E-mail:kjxmc106@163.com
† 通信作者: 李亮(1973-),男,教授,博士生导师,主要从事难加工材料和弱刚性薄壁件的高效精密加工、绿色切削技术研究.E-mail:liliang@nuaa.edu.cn
1000- 565X(2016)12- 0007- 07
TG 506
10.3969/j.issn.1000-565X.2016.12.002
