自动化控制系统的集成在云锡铜冶炼中的应用
2016-02-11唐都作
唐都作, 丁 旭, 陶 明
(云南锡业股份有限公司铜业分公司, 云南个旧市 661000)
自动化控制系统的集成在云锡铜冶炼中的应用
唐都作, 丁 旭, 陶 明
(云南锡业股份有限公司铜业分公司, 云南个旧市 661000)
10万t/a铜项目是云锡为寻找新的经济增长点,按照现代化有色冶炼加工企业的规模建设的,生产自动控制系统在本项目中得到了广泛应用。在主生产工序和辅助工序中配置有多套生产过程控制系统、多台成套设备自动控制装置,满足了对各生产工艺监视、控制和安全联锁的基本要求。然而,控制系统和自动控制装置的相互独立,影响了生产过程控制的流畅性,制约了生产管理水平的进一步提升,本文就整合生产过程控制系统开展的技术攻关活动作一些简单介绍,为共同提高铜冶炼生产“管控一体化”水平发挥作用。
DCS可编程控制器; 过程控制; 信息网络; 集成
0 引言
云锡10万t/a铜冶炼项目采用世界先进的“双顶吹”炼铜技术及不锈钢永久阴极铜电解精炼技术,工艺流程为顶吹熔炼+顶吹吹炼+阳极炉精炼+不锈钢阴极工艺电解精炼,铜冶炼烟气统一送至硫酸车间制酸。项目采纳国际先进的总包(EPC)方式运作,由中国恩菲工程技术有限公司和中国瑞林工程技术有限公司总承包,由北京鑫诚建设监理咨询有限公司进行工程监理。2010年3月20日,破土动工开始建设,2012年3月24日投料带负荷试车,2012年11月完成试生产。其生产过程控制系统主要以横河DCS和西门子可编程控制器为主,主要作用是对铜冶炼生产工艺和设备进行状态监测、实时控制、安全联锁和工艺参数记录等。由于项目分包给不同的供应商与承建单位,造成了成套设备之间、各过程控制系统之间相互独立,上、下级生产工序间的工艺参数不能实时传递,给生产组织协调带来不便,降低了生产效率。原自动控制系统的设计主要存在下述四个方面的问题:
(1)DCS控制系统分成4套独立的集散控制子系统,其控制网络架构如图1。
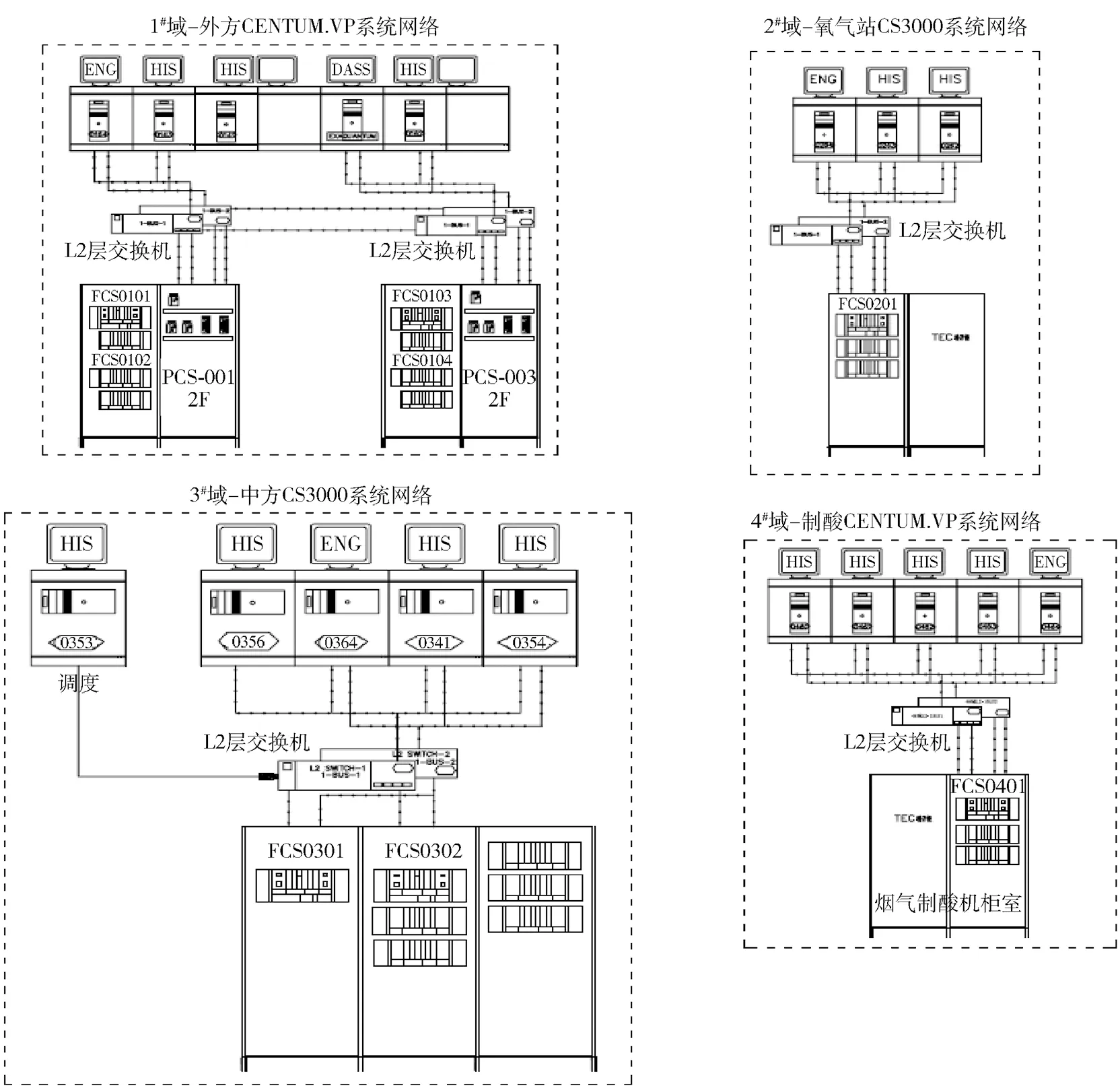
图1 DCS控制系统网络示意图
1#域子系统由OUTOTEC公司提供,采用横河CENTUM VP-R4.03系统,用于顶吹炉熔炼、顶吹炉吹炼过程控制,控制系统主要作用是控制熔炼、吹炼顶吹炉的喷枪枪位、入炉物料、空气、氧气、粉煤的配比、炉子冷却水等控制,完成铜冶金熔炼和吹炼过程,产出合格铜锍和粗铜。
2#域子系统由分包单位苏氧公司提供,控制系统采用横河CENTUM CS3000-R3.09系统,通过控制变压、纯化和深冷制氧等设备,生产出各冶炼过程所需的高纯氧和高纯氮。
3#域子系统由恩菲公司提供,控制系统采用横河CENTUM CS3000-R3.09系统,主要用于原料制备、原料配送、烟气收尘、余热锅炉、熔炉循环水等相关配套工艺的控制。
4#域子系统是瑞林公司提供,控制系统采用横河CENTUM VP-R4.01控制系统,用于冶炼烟气制酸,实现冶炼烟气的净化、转化、干吸、脱硫等工序的控制操作,生产出合格浓硫酸。
(2)其它过程控制大部分采用西门子公司的S7- 300和S7- 400可编程控制器构成,火法冶金部分有:双圆盘浇铸机组成套设备和铜锍水淬过程控制系统等,湿法电解部分有:阳极整形机组、阴极剥片机组、残极洗涤机组、电解排板专用吊车成套设备和电解循环、净液过程控制系统等,辅助生产工序还有余热发电机组等大型成套设备。这些大型成套自动化控制系统均相互独立,虽有OUTOTEC公司提供的TIMS系统进行集成,但其覆盖范围不全面,且没有提供开放式的数据接口,无法实现与上层信息管理网络的接驳,很难发挥其在生产管理上的整体优势。
(3)部分小型成套设备的控制由西门子公司的S7- 200可编程控制器构成,其系统与相关工序的过程控制子系统分离,设备状态与工艺过程无法有效监视、联锁控制。
(4)原项目设计不仅满足不了各生产工艺相互联锁、监视、操作的要求,而且也不满足建立生产信息管理系统的要求,既不能自动采集数据,也不能自动生成状态监测报告和生产报表。
为切实解决原设计中的不足,公司及时组织成立了“控制系统技术攻关”小组,针对上述四个问题分别进行了分析,制定了不同的整合解决方案,并与恩菲、瑞林、重庆川仪和浙大中控公司密切合作,成功实现了生产过程控制系统的集成和控制网络与管理信息网络的无缝链接。
1 自动化控制系统集成方案
控制网络与信息网络的集成方案有多种方式方法,本着低成本、高效率、实现简单、运行可靠的原则,按照先底层、后上层,最后到管理信息网络层的顺序,首先完成成套设备PLC控制装置与DCS控制系统的通讯,再完成DCS系统4个子域的互联,最后用OPC的通讯方式实现了控制网络与信息网络的集成,建立了生产信息管理系统。
1.1 成套设备PLC子系统与横河DCS集成解决方案
成套设备大多采用S7- 200,S7- 300可编程控制器,在本建设项目中数量多达几十套,它们相互独立,与过程控制系统DCS既无电缆硬连接,也无网络通讯。若采用电缆硬接线方式连接各系统,则需敷设大量电缆,配置大量DCS卡件,不仅实现成本高,而且受到DCS系统点数容量的限制。通过在S7- 200可编程控制器中配置EM277与DCS通讯卡件ALP111相连接,采用PROFIBUS-DP协议实现其与DCS系统的通讯;在S7- 300可编程控制器中,利用DP接口与DCS通讯卡件ALP111相连接,采用PROFIBUS-DP协议实现其与DCS系统的通讯;针对风机房供风系统的韩国LS产可编程控制器,则用RS485接口,通过MODBUS协议与DCS通讯模块ALR121连接。其系统连接示意图见图2。
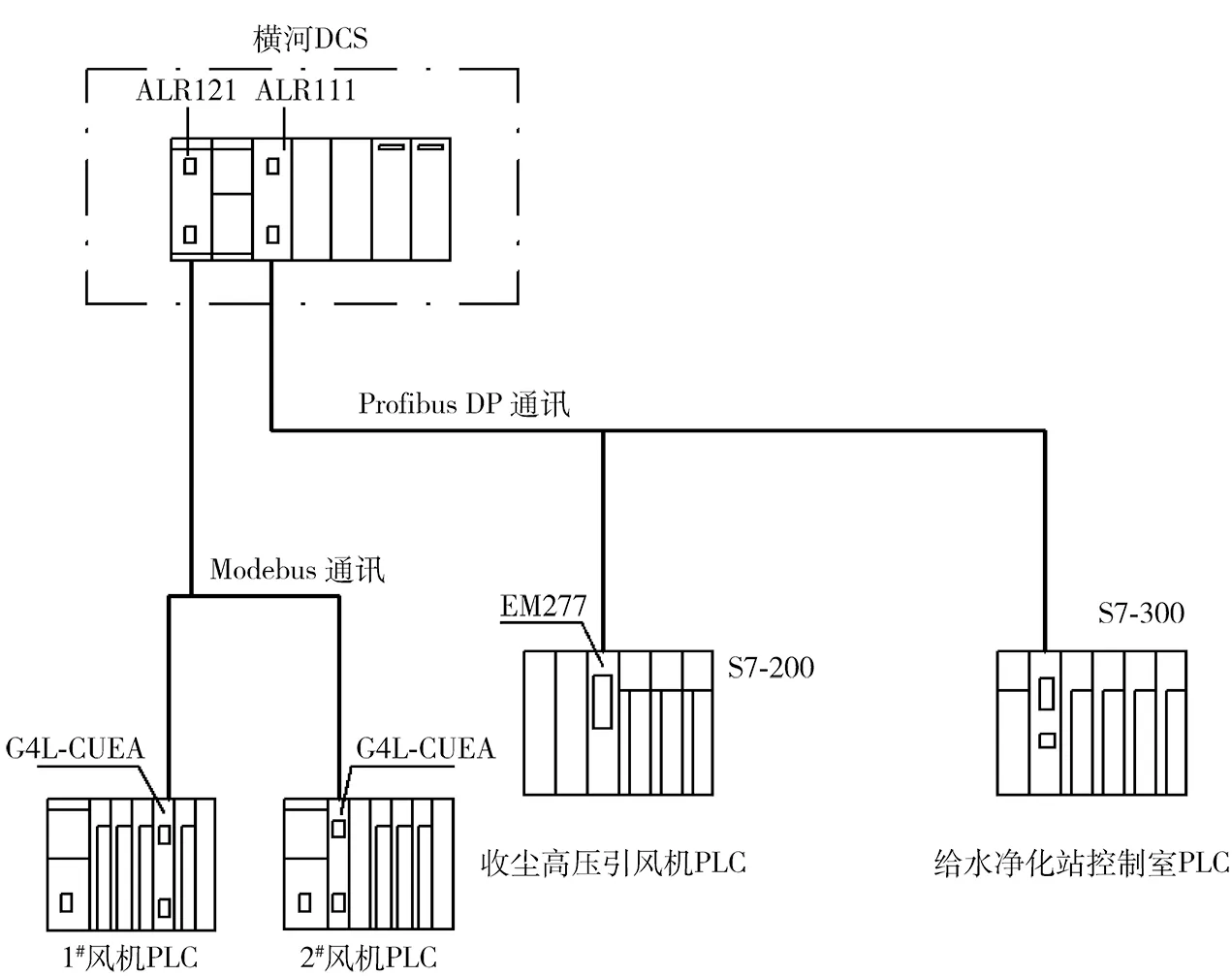
图2 横河DCS与PLC系统连接示意图
通过PROFIBUS-DP通讯,成功实现了各成套设备控制装置与DCS系统的有效集成,仅中方DCS系统的三个控制域就实现了对38台套设备近千个监测点的监控,达到了集中监视、分散控制和安全联锁的目标,为提高生产效率和设备运行的安全性提供了技术保证,同时为后续各过程控制系统的进一步集成和建立生产信息管理系统打下了坚实的基础。
1.2 横河DCS控制系统多项目集成解决方案
对于以横河为主的DCS控制系统,因各DCS控制系统的域名或监控位号部分相同,不能简单地将4个子域的网络联接在一起,否则将会造成软件和数据资源的冲突。本项目横河DCS系统分为四套相对独立的子系统,分别是澳方的PCS顶吹炉控制、中方的辅助生产控制、氧气站的深冷制氧控制和制酸的两转两吸控制系统,这四套系统均为横河公司的DCS控制系统,但组态软件版本各有不同,有CENTUM VP和CENTUM CS3000,工程师站和操作员站所配的操作系统也有WINDOWS XP和WINDOWS7之分。为实现它们相互间的互连互通,满足生产工艺监控及生产信息管理的需求,本项目采取以太网连接的通讯方式,省去了硬接线连接方式所需的大量电缆、DCS卡件和敷设电缆的施工费用。
首先,考虑到4个DCS控制子系统需跨网段互访(每个域占用一个网段),控制网络必须增设三层交换机,并配置相应的路由信息,才能保证4个子域的DCS系统能够路由可达。其次,要实现不同工程项目的通信,还必须购置横河公司的多项目组态软件包LHS5450和监视软件包LHS4450。本项目共购置了4套多项目软件的授权包,通过组态配置实现了4个DCS系统子域的互连互访,其网络连接示意图如图3所示。
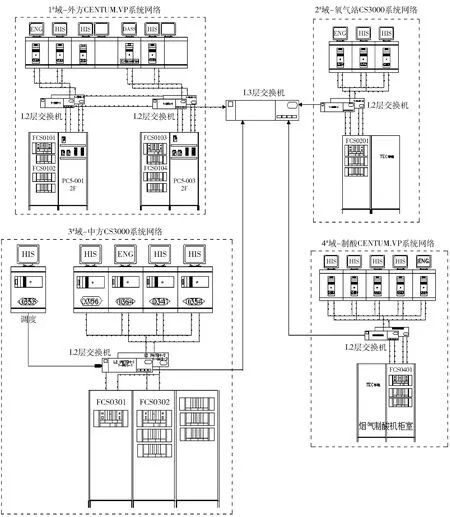
图3 横河DCS系统多项目网络连接示意图
1.3 生产信息管理系统集成方案
如前撰述,各生产工艺自动化控制虽已建立完善,并进行了部分网络互联,但就系统的完整性而言,仍存在着信息“孤岛”的现象,满足不了综合生产信息化管理的要求。为形成一套完整的PIMS系统,对原项目中已存在的二套相互独立的小型PIMS系统进行了分析,并在消化吸收的基础上创新地将全厂供配电系统和物料、产品检验系统的数据集成到了生产信息管理系统中。原项目已有的小型PIMS系统分别是澳方PCS系统中的横河ExaOPC系统,以及用于进口成套设备(剥片机组、阳极整形机组、电解吊车等)的TIMS系统。
1.3.1 澳方PCS系统中的PIMS
澳方DCS系统的控制系统为CENTUM.VP,并配有DASS服务器,软件为横河公司的Exaquantum R2.5,即横河的工厂信息管理系统,服务器的操作系统为Windows 2008 server。其在DCS系统内部已构建了一个小型的PIMS系统,主要对DCS系统的相关数据进行记录和存储,可实现对生产工艺数据的查询、分析、报告和工艺参数配方的计算等。但由于其没有开放程序和数据接口,无法进行二次开发,也不能与上层管理信息系统有效整合。
1.3.2 成套设备的TIMS
与剥片机组、阳极整形机组和电解吊车等配套的小型TIMS系统,是由OUTOTEC公司基于Microsoft Silverlight平台独立开发的应用系统,可在IE等浏览器中以WEB方式访问,可以完成相关生产数据的查询、分析、统计和报表功能,但其也存在与上述澳方的DASS系统一样的问题。
1.3.3 综合生产信息管理系统的构建
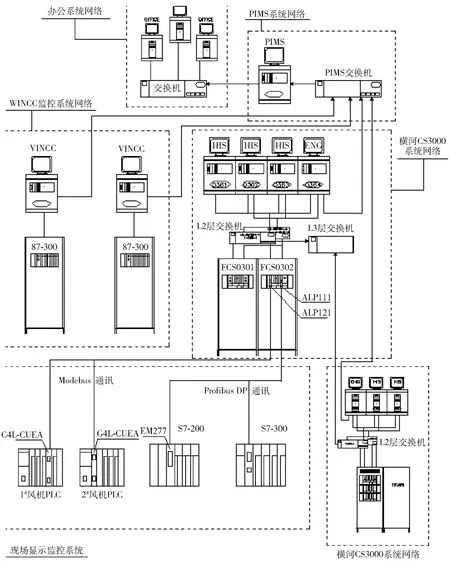
图4 生产信息管理系统集成方案示意图
要实现全司综合生产信息化管理,必须对全司生产过程控制系统进行整合。本项目采用具有信息隔离作用的北京力控工业控制网关充当PIMS交换机,将各生产过程控制系统和成套设备控制装置连接起来,并通过DCS控制系统、PLC控制装置中的Wincc和电力继电保护系统所提供的OPC数据服务接口,实现了工艺过程数据的自动采集。
在信息处理方面,采用具有二次开发功能的浙大中控的PIMS平台软件,利用PIMS交换机的数据转发功能,有效将控制网络与管理信息网络隔离,在确保各工艺过程数据实时上传的基础上,提高了生产过程控制系统运行的安全性。为了将物料和产品检斤系统中的计量数据融入到生产信息管理系统中,利用称重计量仪表自带的RS232接口与计算机进行通讯,首先将物料和产品的称重计量数据保存在秤房内计算机的本地数据库中,再通过已建的信息网定时将计量过程数据送到生产信息管理系统的数据库中,以此确保计量数据采集、存储的安全性和可靠性。
综合生产信息管理系统是在原项目的基础上,通过购置少量的网络设备和有限的应用软件而建成的,基本实现了全生产控制系统的互连互通,以低廉的价格,简单易行的方案弥补了原DASS系统和TIMS系统的不足,并成功地将110 kV电站的供配电数据、物料和产品的检斤数据上传到了系统中,建立和完善了综合生产信息管理系统平台。该系统集成方案的示意图如图4所示。
充分利用浙大中控PIMS平台软件的二次开发功能,通过再次组态完成了数据的自动采集、工艺流程图再现、历史数据存储、生产报表统计和分析等。凡公司有权限的用户都可利用企业局域网和互联网,随时随地登录到综合生产信息管理系统中,以WEB方式浏览访问生产信息和报表。
2 结语
(1)大型工程项目的生产工艺比较复杂,其所涉及的设备和自动化控制也比较多,在项目规划初期,就应该全面考虑生产设备与生产工艺和生产管理的完美集成。为了充分发挥系统的整合优势,在项目实施过程中,最好采用同一品牌或同一类型的控制系统,统一选型和配置,尽量精简和优化生产过程控制。
(2)本项目中小型成套设备装置与大型DCS控制系统的成功连接,经过近二年来的生产实践,证明其采用的通讯方式是一种有效可靠的运行方式,不仅能满足生产工艺监控的需要,而且使我司的生产管理水平得到了大幅提升。
(3)大型成套设备控制装置自成体系,其监控在工艺方面没有与其它控制系统连接的要求,但为了满足生产信息管理系统建设的需要,有必要在项目规划初期就对它们的数据采集方式和连接方式提前规划,避免后期出现信息“孤岛”现象。
(4)PIMS项目网络连接。经过横河DCS多项目网络集成,横河DCS与小型成套设备通讯连接, OPC通讯的方式实现与大型成套设备连接,实现了工艺数据的实时数据采集上传,为生产信息管理打下了基础。
[1] 廖常初. S7—300/400 PLC应用技术[M]. 北京:机械工业出版社,2005.
Application of integrated automation control system in Yunnan Tin Ltd copper smelting
TANG Du-zuo,DING Xu,TAO Ming
100 thousand tons of copper project is a new economic growth point for Yunnan Tin Ltd, and was constructed according to the scale of the modern non-ferrous smelting processing enterprises, the production automatic control system has been widely applied in the project. Many sets of production process control system, many sets of equipment automatic control devices have been configured in the main production process and auxiliary process, which satisfied for each production process monitoring, control, and the basic requirement of safety interlock. However, control system and automatic control device are independent of each other, it affects the flow of production process control, restricts the level of production management to further improve, this article simple introducted the integration of the production process control system, technical research activities that have been carried out to improve the level of copper smelting production “management and control integration”.
DCS programmable controller; process control; information network; integration
唐都作(1976—),男,广西桂林人,高级工程师,主要从事有色金属冶炼及自动化控制技术工作。
2015-12-25
TF811; TP273
B
1672-6103(2016)02-0035-06