双相不锈钢SAFUREX材料焊接工艺
2016-02-10马广超
马广超
(中海石油华鹤煤化有限公司,黑龙江鹤岗 154100)
双相不锈钢SAFUREX材料焊接工艺
马广超
(中海石油华鹤煤化有限公司,黑龙江鹤岗 154100)
对中海石油华鹤煤化有限公司3052尿素项目所用材料铁素体—奥氏体双相不锈钢SAFUREX进行研究,介绍了SAFUREX材料物理及化学成分,在尿素高压圈管道焊接过程中的焊接工艺,焊接施工过程控制,质量控制及焊接时的注意事项。
SAFUREX;焊接工艺;焊接质量
SAFUREX材料是由瑞典Sandvik材料技术公司开发的用于荷兰Stamicarbon公司设计的尿素装置的超级双向不锈钢。其中铁素体含量母材为35%~60%,焊缝为35%~70%。与其它双相钢比较,SAFUREX材料有更高强度,更好耐点腐蚀、缝隙腐蚀、应力腐蚀的能力,同时还有很好的可焊性。与奥氏体不锈钢和铁素体不锈钢相比,它既不像奥氏体不锈钢那样,对焊接热裂纹比较敏感,也不像铁素体不锈钢的焊接热影响区由于晶粒严重粗化而使塑韧性大幅降低。SAFUREX材料在相同温度、压力及腐蚀介质情况下可以节省大量材料。
2011年5月中海石油华鹤煤化有限公司3052尿素项目采用荷兰Stamicarbon2000+CO2汽提工艺和池式反应技术,此工艺包材料采用铁素体—奥氏体双相不锈钢SAFUREX,主要用于3台高压设备池式反应器R06202、汽提塔E06201、高压洗涤器R06203及相应耐腐管道的制造。
1 SAFUREX化学成分和力学性能
1.1 SAFUREX主要化学成分

表1 SAFUREX主要化学成分%
1.2 SAFUREX力学性能

表2 SAFUREX力学性能
2 SAFUREX焊接工艺
2.1 焊接方法
SAFUREX材料具有很好的焊接性能,为了在施工中保证焊接质量,使焊缝中的金属具有良好力学性能和抗腐蚀能力,中国化学工程第四建设公司选择了钨极气体保护电弧焊GTAW焊接方法。
2.2 焊接设备选择根据SAFUREX材料的特点,焊接设备应选用直流氩弧焊机,焊机型号WSM-400,焊机具有电流衰减、高频引弧功能,焊嘴选用直径尽可能小的焊嘴,手工钨极氩弧焊枪WP-26。焊枪使用带金属元素的钨极。
2.3 焊接材料及保护气体
2.3.1 焊接材料
由荷兰Stamicarbon公司提供的专用焊丝,其化学成分与母材相互匹配,焊丝牌号为SAFUREX。
2.3.2 焊接保护气体选用
SAFUREX材料在焊接过程中,合金元素N会发生扩散现象,抑制铁素体像奥氏体转变,为了补偿保护焊接过程中氮的损失,我们选择了正面保护气体为98%Ar+2%N2,背面保护气体为99.99%N2。
2.4 坡口的设计及加工
坡口形式的设计对SAFUREX焊接质量非常重要,根据国家相关标准、规范、资料及华鹤现场的实际情况,选择坡口如图1所示。
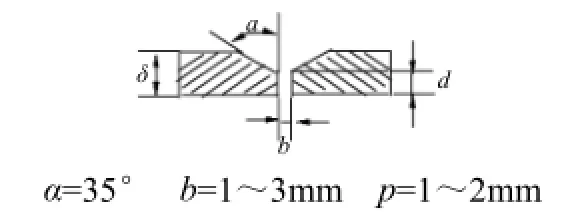
图1 坡口设计
坡口加工可以采用等离子切割结合不锈钢砂轮打磨方式,也可以采用机械加工的方式。根据现场实际情况,小口径管道采用磨光机加工,大口径管道采用坡口加工机加工。坡口形式和尺寸按GB50236—2011中附录C执行;当对焊组件的不等厚组对时,坡口形式和尺寸按GB50236—2011第六章执行。加工后必须除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,必须用不锈钢专用磨光片。
2.5 焊接环境
焊接的环境温度应能保证室温(15℃以上)。焊接时的风速不应超过下列规定,当超过规定时,应有防风设施。手工电弧焊:8m/s,手工钨极氩弧焊:2m/s,焊接电弧1m范围内的相对湿度不得大于90%。焊接使用机具必须进行安全检查,经专业电工确认合格后方可使用。焊接施焊前,应对周围环境加以清扫整理,并必须作好必要的防火及其他防护措施。
2.6 SAFUREX材料焊前与焊后的清理
为了保证焊接质量,焊接前要确保焊件、焊丝表面的清洁度,可以采用以下两种方法:机械或化学清理,对焊接坡口及两侧各2cm范围内的油脂、水分、铁锈、氧化物及其他杂物进行彻底清理。焊接前使用荷兰Stamicarbon提供特殊的酸性胶团对坡口进行酸洗,消除杂物对焊缝金属的影响。焊材在使用前用丙酮清洗干净,以防止氢致裂纹的产生。焊接完成后,马上用Stamicarbon提供的酸性胶团消除焊缝表面氧化物,以防止影响SAFUREX耐腐蚀性。
2.7 定位焊与工卡具
定位焊采用过桥式氩弧焊,并由荷兰Stamicarbon培训合格焊工焊接。点固焊焊缝的长度、厚度、间距要保证焊接时不致开裂,引弧和熄弧应在坡口内或焊道上;点焊时,应均匀对称。
工卡具的焊接,应由荷兰Stamicarbon培训合格焊工担任,焊接工艺应与正式焊接相同。与母材焊接的工卡具其材质应为SAFUREX。拆除工卡具时不得损伤母材,拆除后应将残留焊疤打磨修整和母材表面齐平,管道内错边应低于1.5mm,否则必须加工成1∶4坡度。管道焊接组对过程中尽量少使用工卡具。
2.8 焊接施工过程控制
焊接施工前应做焊接技术交底工作,使施工焊工掌握焊接质量要求及相关的规程、规范,并指导实际工作。焊接时,焊工必须严格遵照焊接工艺规程进行施焊。
焊接前应将管道端坡口及其内外表面不小于2cm范围内的毛刺、锈、油脂、漆、垢等影响焊接质量的杂质清理干净,表面用丙酮清洗,经过无损检测(PT)确任没有裂纹后方可组对。焊接前管内应提前冲氮气,并保持微弱正压,处于流动状态,确认管内空气彻底置换干净后方可进行焊接。
焊接过程中应控制焊枪角度,保证坡口两边熔合。尽量采用短弧焊,焊枪不宜摆动,焊丝均匀送入溶池。焊接过程中保证焊丝的加热始终在98%Ar+2%N2的保护下,熄弧后氩弧焊把要停留在原处几秒钟,保证焊丝和焊缝金属不被氧化。焊丝被氧化的部分必须剪除。根部焊接完成后等焊缝冷却再做无损检测(PT),确认无缺陷后再进行下道工序,如果发现缺陷必须处理。焊接过程中控制层间温度不得高于100℃,热输入要在8~15kJ/cm之间。为保证小的线能量一定要采用多层多道焊。SAFUREX焊接工艺参数见表3。
Welding Technology of the Duplex Stainless Steel Safurex
Ma Guang-chao
In this paper,the ferrite-austenite duplex stainless steel SAFUREX used as the material of 3052 urea project of China Petroleum Crane Coal Chemical Company is studied.The paper introduced the physical and chemical composition of SAFUREX,and the welding technology,the process and quality control of the welding construction and the matters needing attention in the welding process of urea high-pressure ring pipe.
SAFUREX;welding technology;welding quaity
TG457.11
B
1003–6490(2016)10–0002–02
2016–09–15
马广超(1986—),男,吉林九台人,助理工程师,主要负责设备及管道的施工管理工作。
