力士乐MTX micro数控系统在桁架自动线中的应用
2016-01-15王龙昌


摘要:文章介绍了力士乐推出的MTX micro数控系统在桁架自动线中的应用。该系统具有双通道功能,系统间联网简单易行、性价比高,非常适合该类自动线的控制方案。该控制方案能缩短在研发阶段大量的调试时间,可以灵活使用CPL高级编程实现自动线流程动作。相对于单通道PLC轴而言,能避免大量繁琐复杂的PLC工作,给调试带来了极大的方便。
关键词:数控系统;双通道;CPL高级编程;调试时间;桁架自动线 文献标识码:A
中图分类号:TP271 文章编号:1009-2374(2016)03-0051-03 DOI:10.13535/j.cnki.11-4406/n.2016.03.026
从机械行业的展会看到,桁架自动线以汹涌之势占据自动线大半天下。根据公司生产汽车配件的特点,自动线的快速发展之势,公司自主研发了桁架式机械手自动生产线。该生产线节省了大量人力,避免了人员因素引起的产品加工缺陷,产品工艺的一致性得到了保证,产品质量得到了进一步的提升。
1 项目介绍
力士乐IndraMotion MTX micro是一款为通用机床市场提供的紧凑、简单、功能强大并且经济的CNC系统解决方案,它由多轴集成伺服驱动,高性能NC控制器和用户友好的人机界面组成,带有双通道功能。功能强大的32位处理器确保了较短的CNC和PLC处理时间。系统具备纳米级精度、高分辨率的绝对编码器。最大可以扩展为十二轴,配备10.4"彩色TFT显示屏。
系统配置的伺服进给电机皆为绝对值编码器,多圈编码器(Hiperface)128线,8192倍频,内部分辨?1.048.576,绝对分辨4096圈。自带内存的多圈编码器带来的优势,无需极限开关无需电池,在断电时仍保留轴绝对位置信息。无需轴回零,带有电子铭牌使电机的调试变得简单。自动线为“U型”布线方案,工件通过运送料道周转到下一道工序,从而完成整个生产线的物流。整线由车床、镗床、铣床等多种类型的设备组成,机械手由竖直运行轴(U轴)和水平运行轴(W轴)两轴驱动,在控制方案中将机械手的两轴定义为第二通道。机床的所有加工轴定义为第一通道。机械手的末端有装载卡爪、卸载卡爪,能通过旋转气缸进行两个卡爪的空间位置互换。机械手负责在装载料道抓取工件通过桁架运送到机床内,先用卸载卡爪卸载切削完成的工件,再将新工件安装到机床内。完成换料后,机械手把切削完成的工件送出机床,放置到卸载料道,再回到装载料道装夹工件。以此顺序,不断往复循环。
2 调试过程中的技术方案
2.1 联网通讯,简单易行
自动线OP40、OP50是相同的工序,使用了一台机械手。控制方案是机械手的控制配置在OP40系统内,OP50和机械手的通讯即是OP40、OP50之间的通讯。系统之间的联网,力士乐系统的通讯较为简洁省力。软件通讯协议不占用硬件资源,且无硬件接线故障,通讯数据量可以随时增减,体现出了软件协议通讯的优越性。力士乐系统很多的案例中,例如多于十二轴的要求,可以采用系统之间的联网,从而组成比较复杂的控制。和计算机的联网相同,网线通过以太网交换机即可建立连接。改动一台系统的IP地址,在PLC调用相应的功能块即可实现系统间的数据通讯。其中:“IpAddress”是另一台系统的IP地址;“SendDataAdr”是发送的数组地址;“RecvDataAdr”是收到的数组地址;“SendDataAdr”和“RecvDataAdr”都是8个字节共计64位的存储区。在另一台设备调用“IL_Udpcyclic”功能块,即可建立两台设备的数据通讯。按照如此方法,仅使用一台交换机,即可实现多台系统的联网通讯。
2.2 双通道编程灵活
PLC读写变量,调用相应功能块即可实现。可以使用符合DIN66025(包括补充标准)语法的NC函数。控制器提供多种NC函数,除了DIN66025规定的命令之外,还包含G代码中的重要补充内容以及高级语言类型的语法元素。双通道功能是力士乐MTX micro系统高性价比的市场亮点,该价位的系统能提供双通道功能确属少见。高端数控系统所用的高级编程语言REPEAT、WHILE、FOR等都可以在该系统编程使用。和单通道的PLC轴相比,有非常大的優越性和灵活性。
双通道的程序同步功能(程序等待)如表1所示:
其中:SEV(1) 设置一个位事件;WEV(1)WEV(2) 等待位事件;REV(1) 删除一个位事件。
以上三条指令实现了双通道的等待功能,任何一个通道执行到该处,等待另一个通道程序执行到该位置“同步”后,方可共同向下执行程序。
PlC对于CPL变量的读写:
首先要在系统文件/usrfep/wmhperm.dat中定义变量名字及类型。在PLC调用“MT_cplData”功能块即可实现PLC读、写变量。
如上图3为PLC写变量的截图:@HYOK是变量名称,可以在NC程序中直接访问,QCH_HYD_OK是PLC处理逻辑的结果:液压系统已启动。结果:@HYOK=QCH_HYD_OK。
读CPL变量也是使用该功能块,将参数Mode设定为1,该功能块即为读CPL变量。
2.3 控制部分的安全保护
对于自动线,控制方案的安全设计始终是一个关键的问题,这关系到自动线是否能稳定、可靠地运行,甚至说可以关系到整个生产线将来的推广。我公司多台进口的大型设备,其安全部分设计得非常有特色,都具备相应的安全保护等级。较为关键的地方使用了软件、硬件的双重保护。自动线的优势能不能正常发挥,维护信息能否完整、详实,能否切实地提高工作效率,关键在于控制是否设计得人性化、合理化。这些是推广自动化的基础,是自动化控制正常运行的有力保证。对于该线安全方面的设计方案,摘取三点说明如下:
2.3.1 急停回路和系统的连接。急停回路设计了PILZ的急停模块PNOZ S5。安全等级4级(根据EN954-1),具有强制断开的继电器触点,能保证急停对于系统快速准确的响应。原理图如下图4:
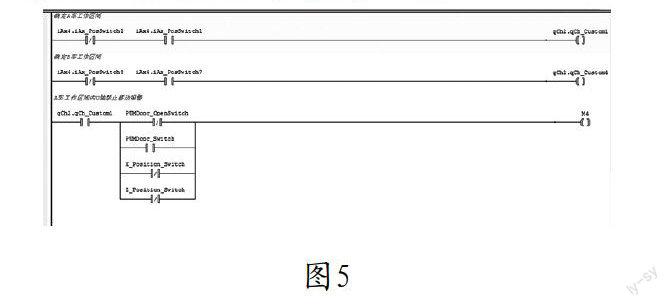
2.3.2 软件位置开关实现区间的保护。MTX micro软件位置开关最高可对整个系统中的48个位置(基准点)进行监控,可向每个轴分配最多8个基准点。只要轴的当前实际位置大于或等于监控位置,即置位轴接口信号iAx_PosSwitch1至iAx_PosSwitch8。
根据轴接口信号的变化,从而编程相应的逻辑保护。当机械手移动到机床上方换料位置区域内,从PLC程序的逻辑结果可看出Qch2.qch_Custom1应有相应的输出,可以使用该信号做运动互锁逻辑。例如,在机械手卸载位置、装载位置、换料位置都设置了软件位置开关,机械手只有运行到这些区域内,方能竖直方向运行。
2.3.3 硬件接近传感器对于机械手特定位置的检测。软件位置开关限制了机械手只有在特定的位置才能进行竖直的运行,但还不能保证位置的绝对准确。电机自身所带编码器是半闭环控制,没有全闭环的位置检测。如果联轴器等机械环节造成连接松动,软件位置开关是无法检测出来的。为此设计了硬件接近传感器,使用多个固定位置的机械档块来激活该开关。对于该生产线至少安装了以下两个重要位置的位置检测档块:(1)水平方向(W轴):机械手装载工件位置、卸载工件位置、换料位置(机床上方);(2)竖直方向(U轴):当机械手在竖直方向提升到能使机械手水平移动的位置,该位置标示机械手已提升到安全位置,水平方向可以进行移动。
以下是使用M功能来判断U轴的硬件开关位置是否到达:
……
N610 U=[SAFE_U];變量[SAFE_U]数值为竖直方向的U轴安全位置值
N620 M87;IF U_SAFE SWITCH IS CLOSED
N630 M69;UNLODING FINISH
N640 W=[LOAD_W]
……
M87功能即是检查到位开关的状态,如图6所示,“AUXF_Interface.Ch2_M87”串联的输入信号(硬件到位开关)状态有误,则会产生1086的报警信息,程序停止,告之硬件检测开关位置没有到达。这一硬件保护措施从根本上解决了系统运行的安全问题。在程序运行各个分支的U=[SAFE_U]后,都要检测一次硬件开关是否激活。为了检测该硬件开关是否故障(击穿或者断线等故障),设计了硬件开关的状态自检。在开关没有被触发的其他区间,PLC检测开关的状态是否正确。即对于硬件开关的自检,PLC检测开关没有激活的状态(应该为0),NC程序使用M功能检测激活的状态(应该为1)。为机械手的硬件位置开关正常工作提供了检测保障,是比较完善的自检保证措施。
如图6所示的最后两个网络,是PLC对于U轴和W轴硬件开关在一定区间的状态自检,如果该状态不正常,则会有相应的报警。机械手往复运行一次,PLC、NC则会多次检测开关状态是否正常。
3 结语
该系统使用四年多来,运行正常。数控系统显示了极高的稳定性,安全功能有效地实现了相应级别的安全保护,双通道的性能得到了极致的发挥。该生产线性能可靠,由于MTX micro的高性价比,使得该自动生产线的现场应用得到了不断的功能扩展。和进口的自动线相比,性价比、实用性都得到了验证,优势明显。近几年,公司已经推广该生产线十余条,为大众、康明斯等多家知名公司配套产品。
参考文献
[1] MTX micro针对通用机床的CNC系统解决方案[S].
[2] MTX micro技术描述[S].
作者简介:王龙昌(1970-),男,山东滨州人,山东滨州渤海活塞股份有限公司工程师,研究方向:电气自动化。
(责任编辑:陈 洁)
